谘詢電話
ENGLISH0755-88840386包裝機商標紙噴嘴堵塞原因分析及改進
發布時間:2020-06-01 15:26:20 |來源:網絡轉載
德國公司生產的超高速包裝機組普遍采用了噴膠技術。但在實際生產中,包裝機經常 出現商標紙噴嘴堵塞現象,給生產效率和產品品質帶 來較大不良影響。目前針對超高速包裝機組的研究 較多集中在商標紙對設備運行的影響損,以及對噴膠 裝置的開發與改進等方麵申,而對噴膠係統中所采用 的清潔液研究較少。為此,通過研究包裝機商標紙供膠係統的工作原理,分析了噴膠嘴堵塞的主 要原因,采用丙二醇(GHQQ替代水作為清潔膠缸的清 潔液等方法",以減少商標紙噴嘴堵塞次數,提高設備 運行效率:
1存在問題
- 商標紙供膠係統組成及工作原理
包裝機商標紙供膠係統主要由噴膠係統 1、泵膠係統2和膠缸塗膠係統3等部分組成"一其中. 噴膠係統由噴嘴組件4、截止閥5、壓力傳感器6、過濾 器7、壓力表8、調節閥9及輸膠管路組成,見圖1、而噴 嘴組件有8個噴頭對商標紙進行噴膠」,泵膠係統通過 隔片泵將膠水送至噴膠係統和膠缸塗膠係統,進入噴 膠係統管道的膠水經過濾器及截止閥向噴嘴組件供應膠水。通過調節閥可對供膠壓力進行調節,由壓力傳 感器對膠水壓力進行檢測。
由圖2可見,汽缸1可以使噴嘴組件4旋轉3個不同 位置,即工作位置、等待或清潔位置、測試位置(中間位 置)⑹。在啟動機器前,噴嘴組件位於等待或清潔位 置;啟動機器後,噴嘴組件進入測試位置,並在此短暫 地向測試膠水回收槽6中噴膠水,以確保商標紙上的塗 膠量均勻,然後噴嘴組件進入工作位置,對商標紙輸送 輻輸送的商標紙上膠;當機器停止時間超過5 s時,噴 嘴組件返回等待或清潔位置,並通過在清潔膠缸2旋轉 的海綿輻5轉動幾圈清理噴膠嘴。此外,還可以人工手 動方式測試噴膠膠量,即按下噴嘴噴膠測試按鈕,噴嘴 組件就會移動到測試位置(中間位置)上噴出膠水。在 工作位置上,膠水被噴到相互平行穿過的商標紙塗膠 位置,過多的殘餘膠水被收集到膠水收集槽3中7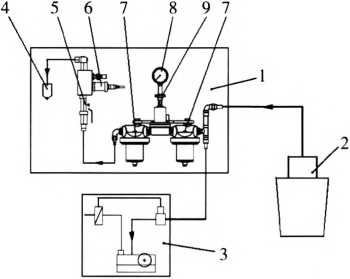
1.噴膠係統2.泵膠係統3.膠缸塗膠係統4.噴嘴組件5.
截止閥6.壓力傳感器7.過濾器8.壓力表9.調節閥
圖1 包裝機商標紙供膠係統結構示意圖
噴嘴組件主要由陶瓷噴頭1、座體2、頂針3、電磁線 圈4、調節螺杆5等組成,見圖3。乳膠從乳膠入口管進 入噴膠噴嘴後,電磁線圈的高頻振蕩使頂針產生0.002 s 的瞬間動作,通過陶瓷噴頭岀口將乳膠噴塗到商標紙 上,噴塗的膠量大小可通過安裝在座體上的調節螺杆 進行調節。但在實際使用過程中,由於原輔料差異、設 計不合理以及操作保養方式不當等因素,經常造成 FOCKE701包裝機商標紙噴膠係統的噴嘴堵塞,影響產 品品質,降低設備運行效率。
- 噴嘴堵塞原因分析
1.2.1乳膠
采用高倍數顯微鏡對公司推薦在包裝機上使用的484A乳膠(國民澱粉化學公司)拍照。乳膠中3 ~ 20 um的乳膠 顆粒不斷靠攏,集結在一起,造成乳膠顆粒不斷增大。剛生產出來的乳膠,顆粒飽滿且分布均勻,而 存放1個月後,乳膠顆粒會慢慢靠攏。如果乳膠存放超 過4個月,可以明顯看出乳膠顆粒會結成一塊,這就是 生產中常見的膠水分層現象。試驗表明,乳膠攪動速 度越快,乳膠顆粒靠攏的速度也隨之加快。如果乳膠 顆粒結塊,將不利於乳膠在噴膠管路中流動,造成商標 紙噴嘴堵塞。由此可見,乳膠出廠存放時間超過4個月
2改進方法
-
- 規範乳膠使用方法
根據生產情況控製乳膠的釆購量,盡量使乳膠在岀 廠4個月內使用完畢。當乳膠岀現膠水分層現象時,乳 膠攪動速度不能太快,否則容易形成乳膠顆粒結塊,造 成噴嘴堵塞。
-
- 過濾器周期性保養
每次輪保時,對泵膠係統膠桶內的乳膠過濾器以及 噴膠係統管路中的2個過濾器的過濾網進行周期性的 保養拆清,以確保其正常使用。
2.3增加油霧噴霧器
在壓縮空氣進入氣動隔膜泵的前端,增加一級油霧 噴霧器,對進入氣動隔膜泵的壓縮空氣進行適當潤滑, 以增強氣動隔膜泵的活動性能,保障膠液的輸出供 壓。同時,通過對氣動隔膜泵和其入口的單向控製滾 珠進行周期性保養,確保膠液輸出供壓穩定,消除由於 單向控製滾珠壓簧失效造成噴膠壓力減小的隱患。
- 改進噴嘴清潔方法
當噴嘴內堵塞後,清潔輸送管路上的2個過濾器,並 取下陶瓷噴頭將乳膠雜質清潔幹淨;當噴嘴外堵塞時, 重新取下陶瓷噴頭清潔並更換清潔膠缸內的海綿輻。
- 使用丙二醇(GHQ。作為清潔膠樞內清潔液改進過程中,選擇石蠟油、甘油(GHQ-)及丙二醇 (GHQQ替代水作為清潔膠缸內清潔液。實驗發現,甘 油的保濕效果最好,但會腐蝕商標紙;石蠟油的保濕效 果比甘油差,且會腐蝕海綿輻;丙二醇無色、無味、穩 定,可與水、乙醇及多種有機溶劑混溶,且無毒、沸點較 高,具有不易揮發的特性,作為煙草增濕劑、防黴劑已 在煙草行業廣泛應用觀察發現,使用丙二醇作為 清潔液,當清潔膠缸內的丙二醇被海綿輯吸附後,海綿 輻帶上丙二醇對商標紙噴嘴進行清潔,使商標紙噴嘴 的周圍形成一層保護膜,噴岀的乳膠不會堆積在噴嘴 周圍,從而有效解決了商標紙噴嘴堵塞問題。
3改進效果
改進後的包裝機商標紙噴膠係統,采用 丙二醇作為商標紙噴嘴的清潔液,並按時對噴膠係統 進行周期性保養,商標紙噴嘴堵塞次數由原來的10次/ 班降低為0次,有效解決了商標紙噴嘴堵塞問題,提高 了產品品質和設備運行效率。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器