谘詢電話
ENGLISH0755-88840386包裝機條盒紙膠點視覺檢測係統的設計
發布時間:2020-05-22 14:19:57 |來源:網絡轉載
條盒商標紙(簡稱條盒紙)塗膠是卷煙包裝過觸塗膠和自動式噴嘴噴灑塗膠。塗膠方式分為機械式膠旋轉接生產的包裝機的塗膠方式為自動噴灑塗膠,該方式在生產中由於膠水壓力、膠水內存在氣泡、噴膠嘴堵塞等因素,容易產生塗膠不均、膠水塗膠點(簡稱膠點)丟失等現象,但原設備無檢測裝置對條盒紙膠點進行檢測並對膠點缺失條煙 進行剔除,從而影響條盒紙包裝質量。針對此問 題已有相關研究與改進,陳元利等⑵基於包裝機組設計了密閉式上膠裝置,上膠過程采用 PLC控製,保證了7個膠點的穩定和均勻。速永倉 等⑴通過對條盒包裝機噴膠電磁鐵改進,解決了噴膠電磁鐵啟動力矩小、響應慢等問 題,提高了產品生產的可靠性。但上述改進仍未 能解決條盒紙膠點檢測及不合格條煙剔除等問 題。視覺檢測技術主要通過工業相機獲取被測物 體圖像,將圖像經過數字化處理,根據像素分布、 亮度、顏色等信息進行判別,從而控製現場設備動 作。該技術目前已在製藥、包裝、煙草、物流、航天 等領域得到廣泛應用o為此,基於視覺檢測技術設計了一種條盒紙膠點檢測係統,通過對運行中的條盒紙膠點進行動態檢測,自動剔除膠點缺 失的不合格條煙,以期提升條盒紙包裝質量,降低 卷煙生產消耗。
1問題分析
在生產中,當包裝機正常運行,條盒 紙下降通道中的檢測器檢測到條盒紙時,該信號送入IPC控製係統,係統啟動條盒紙噴膠電磁閥動作,在氣壓泵的作用下將膠水從膠桶中泵出⑹, 通過噴膠嘴噴灑到條盒紙上。塗有膠水的條盒紙 下降到接紙盒上與運行到該位置的煙包進行包裹成型,完成條煙的包裝。在噴膠、條盒紙輸送 及包裹成型過程中,由於氣壓、溫度、膠水濃度、膠 水質量、噴膠嘴、噴膠電磁閥等因素的影響,容易 產生條盒紙膠水漏塗的條煙,且該包裝機無檢測 設備對此進行檢測,從而產生缺陷產品。
2係統組成
2.1係統結構
包裝機條盒紙膠點檢測係統主要由 雙微型高速工業相機及LED光源、智能檢測模塊、 剔除裝置、光纖高速傳輸模塊、工控機5部分組 成,見圖1。其中,雙微型高速工業相機主要對生 產中運行的條盒紙上的膠點進行動態拍照,並將 采集到的膠點圖像實時傳送給智能檢測模塊;智 能檢測模塊用於對圖像數據進行分析處理⑺;剔 除裝置用於剔除不合格產品;光纖高速傳輸模塊 可以將當前采集圖像和報警信息傳送到終端計算 機;工控機用於參數修改、數據接收、圖像監控顯 示血、數據記錄查詢等。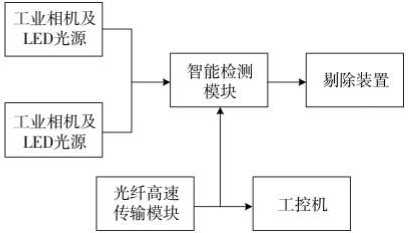
2.2硬件設計
條盒紙膠點檢測係統采用嵌入式微處理器雙 核DSP(Digital singal processor)作為主處理器的核 心,處理速度為2 GB/s;看門狗技術對軟件運行進 行監控和保護;EPROM存儲器對檢測數據進行保 存和備份,保證檢測數據的穩定性和可靠性。圖像采集選用IBIS5-B-1300圖像感光芯片,為 檢測係統提供D0~D9十位數字像素輸出信號、 VSYNC幀同步信號、HREF行同步信號、PCLK像 素同步信號、SCCB總線寄存器配置信號和SCLK 工作時鍾信號等,通過SCCB總線協議方式配置工 業相機的圖像並以RGB565數據格式輸出,60萬 像素
的高速工業相機(美國公司)以及千兆光纖傳輸可使圖像傳輸速率達 到40MPS。檢測光源選用高亮度藍色LED閃光 燈,保證被測量點與背景顏色具有明顯差異,提高 檢測的可靠性。電源模塊采用3個穩壓直流芯 片、防反接二極管和熔斷絲保險裝置,保證係統的 穩定性和抗幹擾性。
2.3檢測程序
在條盒紙膠點檢測過程中,首先將工業相機 采集到的膠點圖像傳送到智能檢測模塊,該模塊 將采集到的圖像經過二值化、濾波等數字化處理 後,將采集圖像與標準圖像進行對比,並將膠 點缺失圖像傳輸到工控機終端,控製剔除裝置將 不合格產品剔除,同時發出聲光報警。該視覺檢 測係統采用固定工業相機進行快速拍照,背景基 本保持不變,主要對運動狀態下的膠點進行檢測, 因此采用了基於背景建模的檢測方法,以保證 條盒紙膠點在拍照時的穩定性。
2.4工控機係統
工控機程序主要是利用Microsoft visual studio 20,0進行編寫[,4],負責整個係統的參數調 整、數據備份、牌號更換、係統啟停、缺陷圖像查詢 等工作。檢測軟件主要由以太網通信模塊、係統 設置模塊、圖像顯示模塊、圖像缺陷信息保存查詢 模塊4部分組成。
2.5設備安裝
為方便對檢測係統進行維修和調整,且保證 工業相機能夠清晰地獲取運行狀態下條盒紙上7 個膠點的圖像,通過定製的安裝支架,將兩個相機 和LED光源安裝在條盒紙下降通道末端的條盒紙 擋板上。其中,工業相機6用於拍照條盒 紙右側橫頭2個膠點和長側邊2個膠點,相機拍照 角度約為135。;工業相機,0用於拍照條盒紙左側 橫頭2個膠點和長側邊1個膠點,相機拍照角度約 為45。。相機和光源均可三維旋轉,以滿足圖像檢測的需要。
2.6工作流程
包裝機正常運行時,條盒紙噴膠係 統啟動,條盒紙膠桶氣壓泵電磁閥得電,氣壓泵開 始工作,膠桶內的膠水通過膠管被泵入到噴膠裝 置,當條盒紙下降通道中的檢測開關(32B310、32B311)檢測到條盒紙時,係統啟動噴膠電磁閥動 作,HHS噴膠裝置將膠水噴塗在條盒紙左右側橫 頭邊和長側邊共7個膠點上,膠水量及膠點位置 (當條盒紙向下運行時,控製噴膠裝置的噴膠時間 即可控製膠點在條盒紙上的位置)由係統參數決 定,見圖5。當條盒紙膠點位置到達檢測點時,LED 照明係統觸發點亮,相機連續拍照,采集膠點圖像並 傳送到智能檢測模塊,拍照幀速率& 100 f/so 控製器通過圖像處理軟件對膠點進行識別, 若識別出的膠點少於7個,控製器記錄該條信息, 輸出高電平觸發剔除裝置,剔除裝置將膠點缺失控機進行存儲、顯示和統計;若識別的 膠點為7個,控製器判定為正常膠水塗膠,檢測係 統返回到檢測狀態,準備對下一條盒紙膠點進行檢測。
3應用效果
3.1試驗設計
為驗證改進效果,以某煙草(集團)有 限責任公司曲靖卷煙廠生產的“雲煙(軟紫)”卷煙 為對象進行對比試驗。隨機選取一台C800-BV包 裝機(意大利公司)作為試驗設備,機組工作 條件:按照4班正常倒班連續高速運行,0d,每天 生產24 h, H保養,,5 h/d,班前保養20 min/班。分 別采集包裝機安裝條盒紙膠點視覺檢測 係統前後的樣本數據各,0組,對膠點缺失條煙數 量(條盒紙膠點缺失次數和膠點缺失條煙數)進行 統
計。其中,改進前為操作人員自檢自查及裝封 箱機質檢人員檢查統計數據,改進後為條盒紙膠 點檢測係統統計報表數據。
3.2數據分析
由表1可見,改進前後條盒紙膠點缺失次數基 本保持不變,均為1.3次/d左右。但改進前後膠點 缺失條煙數量由62.5條/d減少到7條/d,這是由於 改進前條盒紙膠點檢查主要依靠人工自檢方式, 當設備處於60條/min高速運行,且操作人員發現 條盒紙存在膠點缺失時,已產生大量條盒紙膠點 缺失條煙;改進後當視覺檢測係統檢測到條盒紙膠點缺失時,設備立即發出聲光報警並在包裝機剔除口處剔除該缺陷條煙,操作 人員能夠及時發現問題並對設備進行快速處理, 膠點缺陷條煙剔除率&99.9%。全年生產按230 d 計算,每台包裝機較改進前可節約條盒 紙12 765張,降低了卷煙生產單箱消耗。
4結論
基於視覺檢測技術設計的包裝 機條盒紙膠點檢測係統,實現了條盒紙膠點的自 動檢測,通過工業相機拍照、圖像處理、信號處理 等方法,可以及時將生產中產生的膠點缺失條煙 自動剔除並發出聲光報警,從而有效降低了包裝 不合格條煙數量。試驗結果表明,改進後條盒紙膠點缺失條 煙數量由62.5條/d減少到7條/d,膠點缺陷條煙剔 除率=s 99.9%,每台包裝機每年可節約條 盒紙12 765張,降低了卷煙生產消耗,節約了生產 成本。該方法也適用於其他采用膠水塗膠方式的 卷煙包裝設備。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:枕形包裝機橫封器的性能研究
- 下一篇:包裝機商標紙導向滾壓裝置的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器