谘詢電話
ENGLISH0755-88840386高速小袋包裝機控製係統的設計
發布時間:2020-05-21 11:07:46 |來源:網絡轉載
隨著人民生活水平的提高,人們對包裝技術提出了更高的要求,針對這一需求,國內各食品包裝企業爭相投資現代自動包裝機械的研究與開發,通過近幾年的不斷努力,各種大小包裝機不斷湧現市場[1—2],已基本能夠滿足國內生產要求。但是同國外先進包裝機械相比,我國包裝機還有一定差距,尤其在高速包裝機方麵差距較大,我國包裝機小袋包裝速度能達到200 袋/分鍾以上的機械還很少。包裝機按包裝物料的不同可分為顆粒狀、液體、塊狀包裝機[3]。文中設計的包裝機包裝物料為0.5 g 重顆粒散狀物料,速度可達到240 袋/分鍾,實現了高速包裝,提高了生產效率。
- 包裝機總體設計和工作原理
1.包裝機工作過程
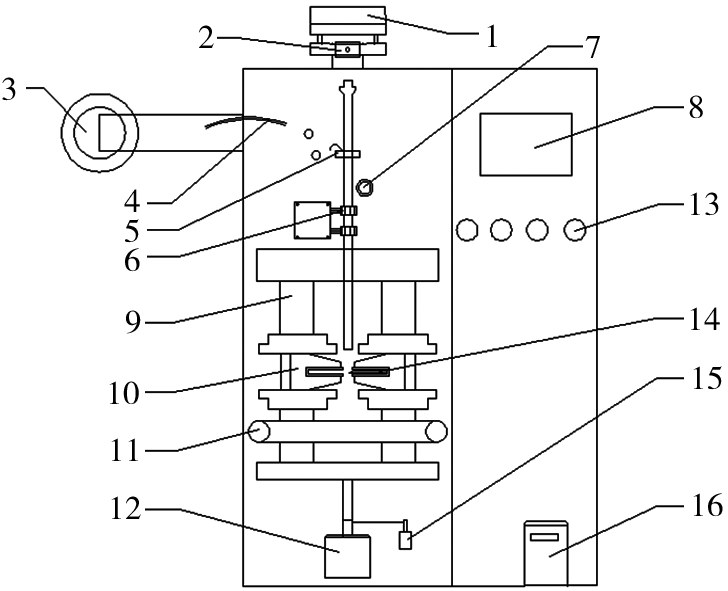
該包裝機主要由供料裝置、縱封裝置、橫封裝置、切斷裝置、膜輸送裝置以及其他輔助裝置組成。各裝置通過分工合作,共同完成包裝過程。包裝機總體機構見圖1。該包裝機的工作過程是集送膜、製袋、填充、封口、切斷、輸送為一體的流水線生產方式,提高了生產效率[4]。同時,該包裝機設計有手動和自動兩種工作模式,在自動模式下,連續執行包裝過程,實現高效生產;在手動模式下,主要用來調試單個工作位置是否處於正常工作狀態。
2.包裝機工藝說明
包裝機工藝設計是一台設備的核心。通過分析,整個包裝過程主要為供料、縱封、橫封、切斷等部分。首先實現地是製袋過程,包裝膜通過袋成型器將包裝膜對折再經縱封裝置將其封合成圓筒狀,然後進行物料的填充和橫封操作。包裝袋的切斷動作則是通過旋轉編碼器來測定,將旋轉編碼器所處的角度傳送到PLC 控製中心進行處理,然後發送控製信號,將電磁閥吸合帶動氣缸動作,氣缸推動切刀實現包裝袋的切斷變頻器主要用於控製異步電機的轉速,變頻器外接電位計,通過調節電位計來控製電機頻率,進而達
到包裝速度可調,可根據生產需要設置包裝速度的目的。觸摸屏則取代了傳統按鈕的使用,減少了接線的繁瑣,同時將控製溫度實時顯示在觸摸屏上。本設計還可用於統計總的生產數量,並統計用時時間。
-
- 包裝機橫封裝置
該橫封裝置采用一對獨特的U 型裝置,U 型橫封塊封合一次將實現上一個包裝袋的上封口和下一個包裝袋的下封口,提高了封合效率。同時在U 型橫封塊中還安裝有切刀裝置,在橫封之後的瞬間,PLC 控製接通切刀電磁閥帶動氣缸,氣缸推動切刀將包裝袋切斷,切刀電磁閥斷電,切刀在彈簧的作用下自動複位。
-
- 包裝機供料裝置
該包裝機物料的定量方式為容積式,在供料上盤上有8 個容積式小孔,小孔具有一定的深度,用於盛裝物料。如圖2 所示,在供料盤旋轉時,物料落入小孔內,當轉盤繼續旋轉,容積式小孔與物料出料口重合時,兩者緊密貼合,小孔內的物料在高壓氣體的作用下被吹出進入包裝袋內,完成一次填充。
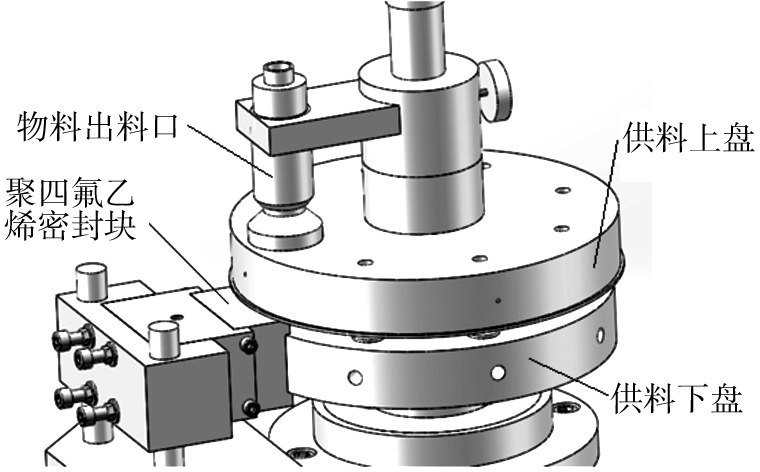
傳統包裝機一般采用控製電磁閥通斷來控製進氣,很難實現快速響應性。綜合考慮後,該設計采用聚四氟乙烯材料作為密封裝置,聚四氟乙烯密封塊始終保持和供料下盤緊密貼合,當供料下盤上的通氣孔旋轉到和密封塊上的通氣口相重合時,通氣孔導通將供料上盤小孔內的物料由出料口吹出送入包裝袋,當供料下盤繼續旋轉與密封塊上的通氣口不重合時則自動關閉。
- 包裝機控製係統設計
-
- PLC 的選型
PLC 作為一種新型的控製裝置,其具有抗幹擾能力強、可靠性高、編程方便等特點而被廣泛應用於工業領域[9—10]。S7-1200 是西門子公司開發的一款中小型可編程控製器,在研發過程中充分考慮了係統、控製器、人機界麵和軟件的無縫整合和高效協調的需求。S7-1200 具有集成 PROFINET 接口,該接口具有自動交叉網線功能RJ45 連接器,通過互聯網可以實現遠程控製,同時監視和控製分布式的 S7-1200 單元。另外,其具有強大的集成工藝功能和靈活的可擴展性等特點,S7-1200 硬件在設計時都力求緊湊,節省了在控製櫃中的安裝占用空間。根據包裝機控製係統所實現的動作要求,該係統共需輸入點10 個,輸出點13 個。考慮S7-1200 強大的集成工藝功能和簡潔的編程方式,在滿足控製要求的條件下,最終采用 S7-1200 CPU1215C 和擴展輸出模塊SM1222。配置西門子(CPU1215C),規格為INPUT: 14 和OUTPUT:10,DC/DC/DC;西門子(SM1222),規格為OUTPUT:8,固態- MOSFET(源型)[11]。
3.結語
該包裝機具有以下特點:包裝機控製係統穩定可靠,平均無故障時間長;自動化水平高,是集製袋、填充、封口於一體的自動化生產設備;包裝速度快, 利用壓縮氣體的快速響應性提高給料速度,實現了高速包裝。
通過PLC 控製的係統設備具有良好的係統穩定性和先進性,與傳統繼電器和凸輪控製方式相比在生產效率上有了明顯的提高。同時結合觸摸屏技術,實現了良好的人機交互界麵,提高了係統的人性化、智能化水平。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:改進包裝機熱風電機連接方式
- 下一篇:國內外製袋充填包裝機的狀況分析
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器