谘詢電話
ENGLISH0755-88840386淺談提高土壤調理劑自動定量包裝機效率的方法
發布時間:2020-05-14 09:24:07 |來源:網絡轉載
- 引言
隨著人口的增加,集約化種植的發展,經濟作物的重複種植及掠奪式的種植方式等造成了土壤的偏酸、偏堿、鹽漬化以及板結等問題[1],這種土壤退化的現象造成的種植業發展已經成為全球性的重大問題,而土壤調理劑是指加入土壤中用於改善土壤的物理、化學性質和其生物活性的物料,恢複土壤物化特性的新型功能性肥料。近些年, 伴隨著我國土壤質量退化問題的逐漸嚴重,土壤調理劑的作用也得到了越來越多人的關注。土壤調理劑這種新型肥料得到各國的大力推廣,現在全國土壤調理劑的生產廠家已達近百家,產量超過500 多萬噸,應用範圍遍布全國各地區,其產品形態都是粉劑[2]。作為土壤調理劑是指利用石灰石、白雲岩、膨潤土、泥炭、蛭石、矽藻土和海泡石等作為原料,根據不同地區土質的特點按一定的比例進行粉碎混合而其生產出來呈粉狀物[3],含水率一般較高,可以達到20%,流動性較差而粘性較強。目前對土壤調理劑的包裝一是用手工裝袋,二是利用普通的化肥包裝機進行包裝。當用手工包裝的方式進行土壤調理劑的包裝時,會出現勞動強度大,生產環境惡劣,包裝效率低,包裝成本高,稱量不準確等問題;當用普通的化肥包裝機進行包裝時,由於土壤調理劑的含水率較高且粘性大,落料困難, 這樣就會在生產時出現粘料、不下料等現象,而且普通的化肥包裝機械一般是采用單稱鬥、螺旋推進直接送料,生產效率低下,稱量不準確,機械故障多。本文通過對普通土壤調理劑包裝機進行調研,並在此基礎上增加了提出從單自動稱量鬥方式改為雙自動稱量鬥的方式進行總體分析和提出初步的設計方案,以優化包裝機的結構,爭取能提高包裝機的包裝效率。
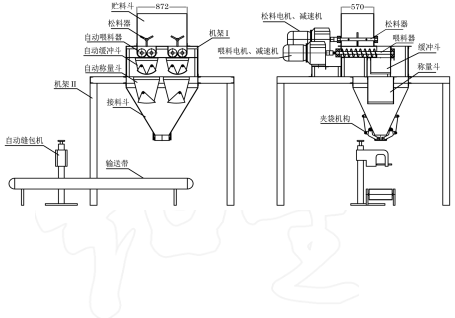
圖1 土壤調理劑自動定量包裝機結構圖
- 土壤調理劑自動定量包裝機工作原理與結構分析
包裝機械未來總的趨勢是各種高新技術、新機械、新方法不斷得到應用,其技術將向高速、高效、高質量方麵發展。發展重點將趨於節能降耗、質量和性能可靠、控製水平先進、穩定性好、自重輕、結構緊湊、噪音低、效率高、有利環保等方麵。土壤調理劑包裝機是電子稱重技術在定量包裝係統中的具體應用,它是一種由PLC 控製,集數字定量、稱重、包裝於一體的高效包裝設備,用途十分廣泛。土壤調理劑包裝機是一種通過依照包裝具體要求(如包裝袋的形式、包裝重量等) 而設計出來的包裝方法,並編寫好PLC 程序,以自動稱量的方式將具體物料分成一定重量且包裝好自動稱量裝置。為了利於生產、保存、運輸和用戶使用方便,對於散裝物料,如土壤調理劑、化肥和複合肥等在出廠時就需要進行定量包裝,以一定重量(如50 kg)為單位分成多個相同重量的包裝個體。
(1) 土壤調理劑自動定量包裝機結構
由於強製給料定量包裝機主要應用在流動性較差的物料的定量包裝過程中,為了保證設備的稱量精度和速度, 同時兼顧設備的整體性能和製造成本,在設強製給料定量包裝機時,一般釆用了增重式稱量,其主要由兩部分組成:
(2) 土壤調理劑自動定量包裝機工作程序
- 上級給料機構的控製
在上麵所述的土壤調理劑自動定量包裝機的組成,土
壤調理劑原料經過粉碎、篩選、攪拌後進入到烘幹筒進行烘幹後通過輸送帶傳送到貯料鬥(體積約0.5 m3)進行暫時儲存,貯料鬥安裝了料位計,當貯存的物料達到料位後,
將有信號反饋回到控製裝置,控製裝置向輸送帶電機控製電路發送停止信號,輸送帶停止工作,不再向貯料鬥輸送物料。
- 鬆料機構的控製
由於土壤調理劑烘幹後的含水率在18%,而剛從輸送帶出來的物料含水率往往達到 50%,很容易結塊而不落料。為了解決這問題,在貯料鬥中間安裝了防止物料結塊的鬆料器,通過不停攪動使物料能夠順利下落到自動喂料器裏,鬆料器結構如圖2 所示,其中的鬆料齒采用耐磨鋼製作,以增加鬆料器的使用壽命。鬆料器由電機通過減速一是機械部分,其主要由貯料鬥、鬆料器、自動喂料器、自動緩衝鬥、自動稱量鬥、接料鬥、夾袋機構、輸送帶、自動縫包機等部分組成,如圖1 所示。
二是電控係統部分,其主要由可編程控製器 PLC、檢測元件、操作麵板、控製元件以及執行元件等部分組成器減速後帶動,以減少轉動速度,達到既能鬆料防結塊又減少鬆料器磨損的目的。
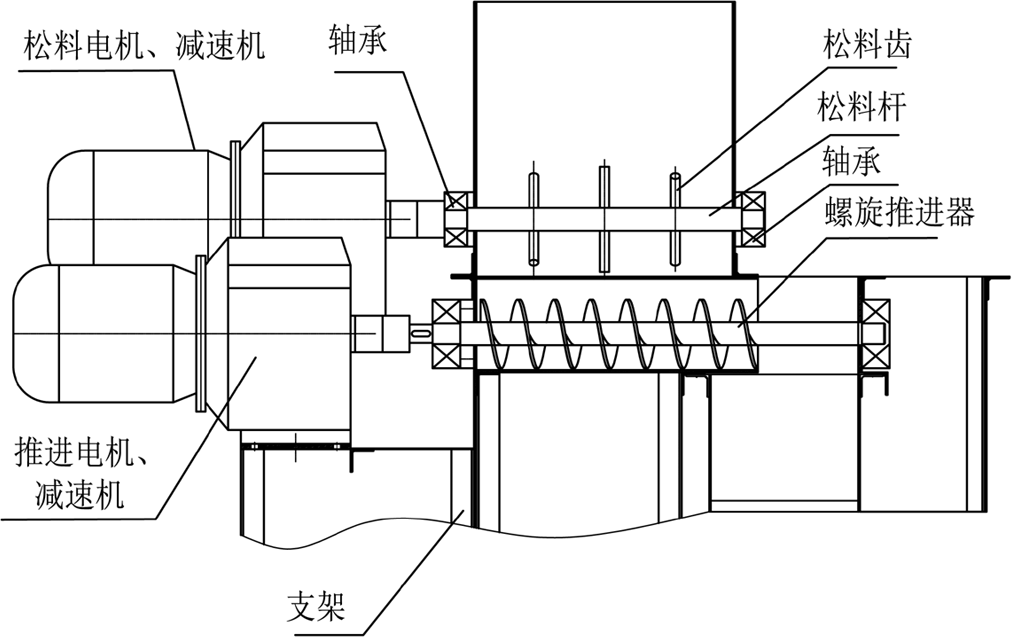
圖2 鬆料器與自動喂料器
- 自動緩衝鬥與自動稱量的控製
自動緩衝鬥1、自動緩衝鬥2 雙擺閥的兩個自動緩衝鬥各有雙開、單開和雙關三種情況,如圖3 所示。兩個自
動緩衝器的初始狀態都是雙關,如圖4 所示。

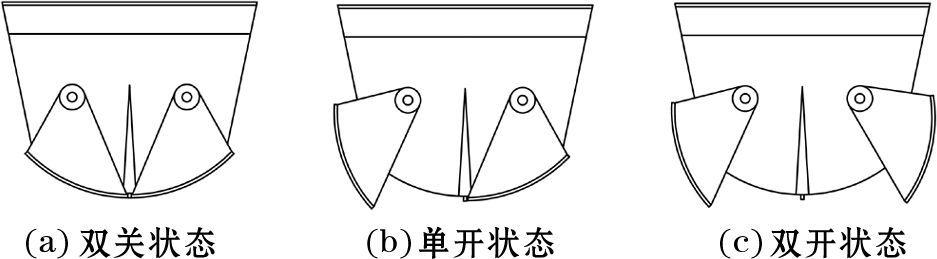
圖3 自動緩衝鬥的三種狀態
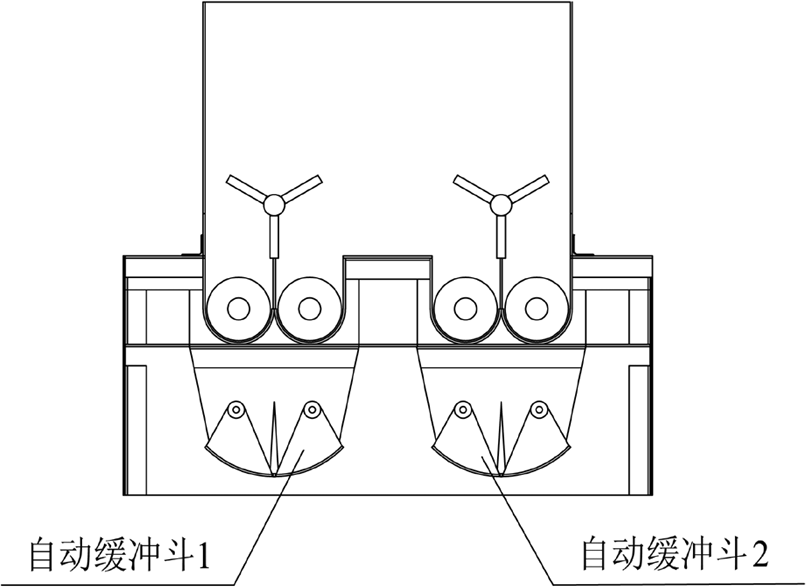
圖4 兩自動緩衝器的初始狀態
控製裝置檢測儲料鬥有料的情況下,再檢測自動稱量鬥1 擺閥和自動稱量鬥2 擺閥的狀態,如果自動稱量鬥擺
閥1 和自動稱量鬥2 擺閥都處於雙關狀態時,則發出兩組信號:一是向兩個貯料鬥雙擺閥發送信號,使它們都處於
雙開狀態,如圖5 所示;二是向自動喂料器1 和自動喂料器2 的兩電機發送運行信號,自動喂料器1 和自動喂料器2
同時運行,物料向兩自動稱量鬥送料,物料下落到兩自動稱量鬥,這時粗稱量開始。
當落下到兩個自動稱量鬥的物料達到設定值時(一般設定為物料包裝重量的90%),控製裝置將向兩個貯料鬥雙擺閥中的一個擺閥發出關閉信號,控製裝置對兩貯料鬥擺閥是單個控製的,也就是不一定同時向兩個貯料鬥雙擺閥發出關閉一個擺閥的指令,而是根據自動喂料器送料快慢而落到自動稱量鬥物料的質量決定,兩個貯料鬥擺閥可以都處於單開狀態,也可以是一個雙開一個單開狀態,如圖6 所示。當擺閥是處於單開狀態時,物料通過貯料鬥這中間通道向自動稱量鬥送料的速度減慢, 減少落料對稱量鬥的衝擊,使稱量更加準確。這時,精稱量過程開始。
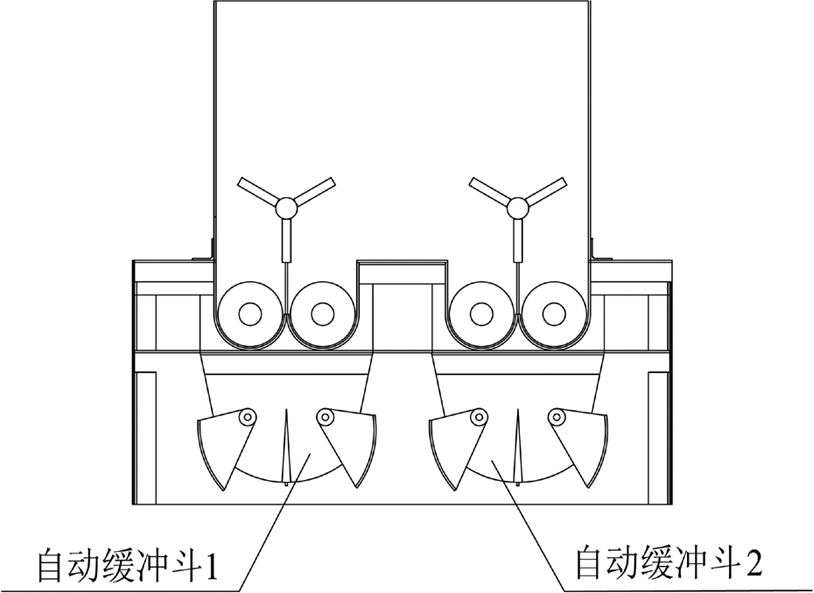
圖5 兩自動緩衝鬥的雙開狀態
當下落到某一自動稱量鬥中的物料達到設定重量時,該自動稱量鬥的傳感器向控製裝置反饋已到設定重量的信號,控製裝置接收信號後向相對應的自動緩衝鬥發出關閉擺閥的信號,自動緩衝鬥的兩擺閥由單開狀態改顯雙關狀態,物料不再向自動稱量鬥落料,稱量過程完成。
要注意的是在精稱量過程中的設定重量一般比包裝出廠的物料重量小,這主要一方麵因為要計上物料的稱量時差,也即要計上物料既不在自動緩衝鬥也不在自動稱量鬥的重量而在半空中的物料,落差量與出料口的麵積和落差高度成正比關係,即出料口麵積越大,落差高度越高,物料的落差量越大,反之亦反。因此,在設計中應盡量減少出料口的截麵積和落差高度,這個落差量的近似計算方法如下:
Q 落差=F·h·ρ
其中: Q 落 差 — 落差質量(kg); F— 出料口的截麵積(m2) ; h — 出料口到料麵的高度(m) ; ρ — 物料的密度(kg/m3) 。
另一方麵由於機械結構是在控製係統指令下執行動
作,從下達指令到機械動作完成就存在一個動作延時,在這個時間段內就會多出一計量值而產生誤差,影響定量計量的準確性,其計算方法如下:
設自動緩衝鬥從半開到雙關時所需要的時間為 t,即動作延長時間,物料流速 V 一定,物料通過一個截麵積 F 的容器,則機械動作延時所引起的偏差量Q:
Q=F·V·t
其中:Q—偏差量(kg) ;F—截麵積(m2 ) ;V—物料的流速(kg/m2·s) ;t—自動緩衝鬥從半開到雙關時所需要的時間(s) 。
還有要注意的是在稱量過程中或稱量過程完成後,鬆料器和自動喂料裝置都在控製裝置的控製下繼續運行而不停止,這樣可以保證物料的充足供應和提高包裝效率。如果自動緩衝鬥的雙擺閥都已關閉,物料就暫時在自動緩衝鬥裏儲存,自動緩衝鬥裏安裝有料位計,當物料達到料位時,料位計中的傳感器向控製裝置發出信號,控製裝置接收到料位達到設定值信號後向強製送料裝置發出停止信號,自動喂料裝置停止運行,物料不再下落到自動緩衝鬥中,等待控製裝置發來打開雙擺閥的信號而打開雙擺閥, 進行下一次落料稱重。若料位計檢測到物料低於設定料位,控製裝置將向自動喂料器發出運行的信號,自動喂料器運行。
(4) 裝包過程的控製
這時控製裝置檢測夾袋機構中是否已將袋夾好,若通過夾袋機構中的傳感器檢測到袋還沒夾好,係統發出袋沒夾好的報警信號,等待夾袋;若檢測到袋已夾好,控製裝置即向自動稱量鬥的單擺閥發出打開的信號,自動稱量鬥單擺閥打開,物料在重力作用下迅速通過接料鬥落到包裝袋裏,這時落料完成,自動稱量鬥1 單擺閥關閉。這時控製裝置對整個係統同時進行兩方麵的控製。
-
- 鬆袋與再次夾袋
控製裝置向夾袋機構發出鬆袋信號,夾袋機構動作而鬆袋,包裝袋落下到縫包輸送帶上麵,接著人工夾袋,當夾袋機構中傳感器檢測到夾袋完成後,控製裝置向原來已稱好物料的自動稱量鬥2 發出打開單擺閥信號,自動稱量鬥2 的單擺閥打開,物料通過接料鬥下落到包裝袋。
-
- 自動緩衝鬥1 閥門的再次開啟
在自動稱量鬥1 單擺閥關閉時,控製裝置即時向自行緩衝鬥1 發出信號,自動緩衝鬥1 雙擺閥開,物料下落到再次稱量。當稱量完成後,自動稱量鬥1 等待再次開閥落料的信號。
另外,當裝好物料的包裝袋下落到縫包輸送帶後,會被自動輸送到到自動縫包機位置,當自動縫包機激光檢測檢測裝置檢測到包裝袋到達縫包位後,自動縫包機開始縫包,縫包結束後,自動切斷縫線,包裝袋在縫包輸送帶中繼續前行並被移出工位。土壤調理劑自動定量包裝機的生產流程圖如圖7 所示。
- 結論
該設計方案采用了中間儲料的緩衝鬥和雙稱量鬥,集變頻調速自動喂料、自動稱量、自動縫包裝於一體,結構緊湊合理,具有稱量精度高,包裝速度快,自動落差修正,操作方便、便於清理維護、勞動強度降低、不泄漏、不揚塵等特點。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:淺談自動包裝機在醫藥行業的作用與維護保養
- 下一篇: 全自動定量包裝機的PLC控製係統
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器