谘詢電話
ENGLISH0755-88840386自動定量包裝秤常見故障原因及改進
發布時間:2020-05-13 15:18:55 |來源:網絡轉載
- 概述
青海某發展公司日包裝產量高達 6000 餘噸, 因此十條包裝秤起著非常關鍵的作用。DCS-50II-SD 雙螺旋給料自動定量包裝秤人工套袋、觸動感應開關後,自動完成稱重、夾袋、放料、封口、輸送,具有稱量快,計量準確,經久耐用的優點。
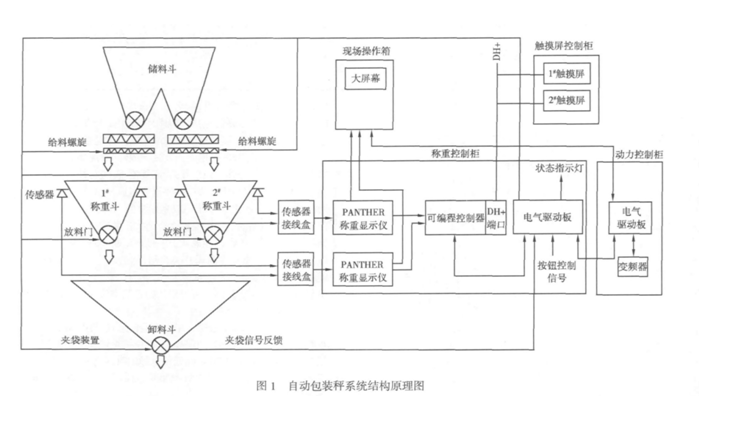
該自動定量包裝秤(圖 1)機械部分主要由儲料鬥、大小螺旋、稱重料鬥、放料過渡倉、夾袋器組成;電氣控製部分由稱重傳 感器、稱重顯示儀表(PANTHER)、PLC(SLC500)、夾袋開關、電磁閥和富士變頻器等組成。
- 故障及原因
- 不夾袋,不放料,通常是夾袋開關、放袋開關、控製夾袋的電磁閥或氣缸方麵的問題。
- 大小截料門、稱鬥放料門打不開或關不上,通常是控製電磁閥或氣缸方麵的問題。
物料稱量完畢後,不能自動打開料門放料和鬆袋,如按手動放料按鈕也不行,一般為控製料門的電磁閥或氣缸有問題, 更換備件後會恢複正常。如按手動放料按鈕可行,說明是稱重超差或係統參數設定錯誤。
- 稱鬥口或夾袋口漏料,通常是秤體密封不嚴、氣壓不足(檢查氣源大於 0.4MP 即可)電磁閥或氣缸方麵的問題。
- 計量不準,儀表顯示不穩定。可能是儀表零點漂移(拿標準砝碼標定)或參數設定需要重新修正(PV600 觸摸屏上重新設定)、或稱重傳感器故障(更換傳感器並拿砝碼標稱)。
- 當係統不能正常放料時,將選擇開關置於手動,然後按下放料按鈕 3s 以上,則相應的包裝秤初始化操作後可恢複正常。
- 問題及改進
- 夾袋口物料粉塵大。稱鬥下料口至夾袋器之間距離有 2m,50kg 的物料由於重力作用在夾袋口產生粉塵,飛濺物料影響人工套袋人員的健康,同時落地鉀肥也加重了工人的勞 動量(之前在夾袋口裝有除塵係統,但效果不明顯),2009 年在放料過渡倉之間加裝了由截料板、氣缸、電磁閥組成的二次截料裝 置,減緩了物料下降所產生的重力勢能,減少了物料向外飛濺 量,緩解了對周邊附件的汙染和腐蝕,有利於夾袋口操作人員的 身體健康,減少了自動定量包裝秤的故障環節,提高了包裝產量,相應的減少了操作人員的勞動強度。
- 稱重料鬥漏料。自動包裝秤實際生產能力遠遠大於設計能力 600 包/h,在包裝秤超負荷運行下,單組稱重料鬥 24h 工作次數近萬次,稱鬥密封磨損嚴重,在物料溫度高達 50~60℃( 物料在進包裝秤之前經過流化床冷卻處理)的情況下,密封條很 容易老化脫落,嚴重影響計量精確度。2008 年采用不鏽鋼材料改進稱重料鬥的密封後,無需不定期更換密封條,漏料現象基本 消失。
計數器改進。當稱重工作結束後,係統自動檢查夾袋情況,如果料袋夾好,則 PLC 向電子計數器發出一個計數脈衝進行計數,然後放料門打開進行放料,如果此時袋未夾好,則等 待袋夾好後再進行放料。在每個班結束時把 10 個不同的計數器數據和人工匯總的產量匯報到控製室。改進後通過繼電器通斷 給計數器發送信號至數字模塊上,通過 PLC 通信上傳到上位機上,把計數器搬到上位機係統畫麵上,不必在控製室和配電室 之間來回穿梭,直觀明了每班的工作任務。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:我國包裝機械技術引進概況
- 下一篇:自動定量包裝秤的誤差淺析
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器