谘詢電話
ENGLISH0755-88840386飼料顆粒機製粒過程的受力分析
發布時間:2020-05-12 10:17:31 |來源:網絡轉載
1.引言
飼料顆粒機的環模和壓輥是顆粒機的主要工作 部件,顆粒機製粒過程應滿足低噪音、高質量、高效 率的工作要求,低噪音、高質量、高效率取決於環模的 結構設計和環模與壓輥在工作狀態下的調整,而環模 的受力分析是環模結構設計的依據。在以往的受力 分析中由於忽略了環模中物料的可壓縮性和環模模 孔的導角對物料受力的影響,造成環模的結構設計的 誤差。筆者針對以上問題進行了深入的研究,對以往 的環模受力分析進行了修正,為環模的結構設計提供 依據。
2.環模製粒原理
如圖1所示。製粒過程中環模在主動力的驅動 下,以一定的轉速順時針旋轉,同時壓輥借助摩擦力 的作用順時針旋轉。隨著壓輥的旋轉,農業纖維物料 (以下簡稱“物料”)在擠壓力的作用下體積逐漸減 小,密度也逐漸增加,物料受到的擠壓力也越來越大, 在擠壓力的作用下物料相互移近和重新排列,物料間 所含氣體不斷逸出,從而使得物料間的間隙減小,聯 接力增加,最後被壓製成具有一定密度,一定強度的 顆粒飼料。在壓粒過程中,飼料的蛋白質和糖分受熱 產生可塑性澱粉部分糊化“壓粒”,簡單地說就是一 個擠壓式的熱塑過程。
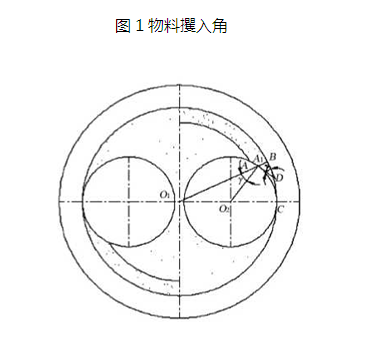
圖1物料攫入角
3.受力分析
3.1攫入角的定義
過環模中心01引一射線通過擠壓區,分別交壓 輥和環模於A1、兩點,引A1、的切線相交於D點, 則ZA1DB定義為壓輥對物料的攫入角y物料開始 攫入時Y最大,稱為最大攫入角。對於某一特定的物 料而言,角Y隨物料的不斷壓實、擠出而減小,直至為 零(c點處);在物料攫入的過程中,最大攝入角小於 或等於物料、壓輥之間的摩擦角或物料內摩擦角之 和。也就是說,當物料特性一定時,Y越小則物料越 容易被攫入.
3. 2對以往環模受力分析的討論
在以往的環模受力分析過程中,往往從物料擠壓 區內分離出一微元物料進行受力狀態的分析,認為這 時環模、壓輥和物料之間存在著以下諸力:壓輥作用 於物料的正壓力N,物料與壓輥表麵間的摩擦力F, 環模內壁的反力Q,物料與環模內表麵的摩擦力To 取環模擠壓區內一微元分離體,其受力情況如圖2所 示。
為了直觀的分析,假設所選取的分離體與環模內 壁接觸,位於圖1中的B點處。從圖1、2中可以看 出,力Q沿環模直徑指向環模中心(假設其圖作用點 為B點),力N沿壓輥的直徑方向向外,兩力之間的 夾角等於yo因環模擠壓區內任意位置的物料受到 的擠壓力始終沿壓輥直徑方向,所以圖2所示的受力 情況在環模擠壓區內任意位置成立。延長力N的作 用線交環模內表麵於一點,則這一點必然不會是圖1 中的B點。也就是說所選取的物料分離體在環模內 被壓縮時,環模內壁的支撐點並不是圖2中支反力Q 的作用點Bo然而在製粒的過程,環模中的物料是具 有可壓縮性的,在受到壓輥擠壓力後它必然會沿著所 受力的方向被壓縮。因此可以認為以往的這種分析 方法忽略了環模中物料的可壓縮性。
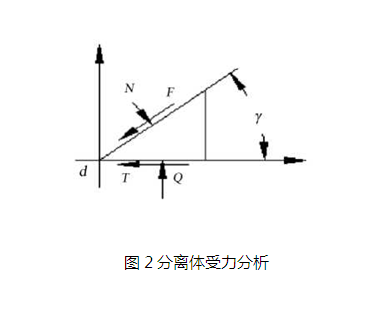
圖2分離體受力分析
另外,在製粒的過程中,進入擠壓區的物料始終 處於被逐漸攫入到更小空間的過程中,也就是說在物 料開始被攫入到被完全擠出的整個過程中應滿足式 (1)。這就說明在y角逐漸趨於零的過程中,物料受 到的壓輥的摩擦力(F =缶Ncos y )會逐漸增大,並最 終達到最大值。因此由以往的這種方法可推出:壓輥 是主動運轉的,但在實際的製粒過程中,壓輥與環模 間存在間隙,壓輥並非主動運轉的,它旋轉的動力主要來源於被壓縮的物料對它的摩擦。因此得出:在y 趨於零的過程中,式(1)左邊部分的值趨於最大值, 而右邊部分的值卻趨於0,這就說明,圖2中所示的 力F的方向與實際情況相反。
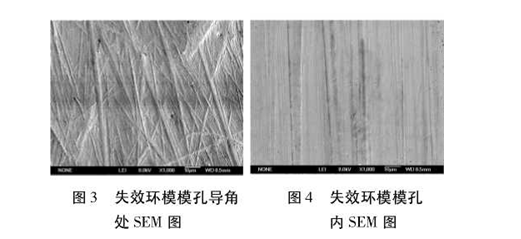
再者,按照上麵的平衡條件分析,環模孔內(包 括孔的內倒角部分和直孔部分)的物料受到的力應 該都是沿環模直徑方向,則在內倒角錐麵上的磨痕應 該會沿倒角錐麵的母線方向整齊地排列,倒角處和直 孔內部具有相同的磨損機理。然而,作者在環模失效 機理研究中發現,從失效環模模孔導角處和直孔內壁 的SEM圖上可以看出:導角處與直孔內表現出不同 的磨損機理,且磨痕方向混亂。如圖3,4所示。
3. 3受力分析的修正 3. 3.1環模內壁的受力分析
處於擠壓區內的物料受到的壓輥的作用力均沿 壓輥直徑方向,受力情況如圖5所示。從圖中可以 看出,在連續製粒的情況下,壓輥因受到摩擦力而轉 動。物料在被逐漸攝入的過程中,物料除隨環模一起 轉動外,還將沿壓輥直徑方向被壓縮。
現從擠壓區內任取一物料塊進行分析,物料塊受 力情況如圖6所示。
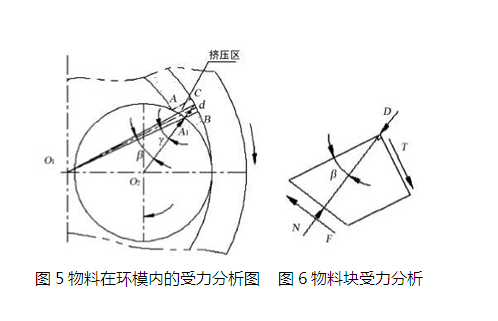
圖5物料在環模內的受力分析圖 圖6物料塊受力分析
物料受到壓輥擠壓力N,環模的反作用力Q,環 模內物料隨環模旋轉所需的力T和壓輥對物料的摩 擦力F的作用。其中N的方向沿。2九1指向物料,Q 方向與N相反沿CO2指向物料,T垂直於O1D, F垂 直於O2A1 o因為環模上存在模孔及模孔倒角
由此可以推斷,環模內壁所受物料的作用力受到 擠壓力N,內摩擦係數戍,和角0的影響。其中壓輥 對物料的擠壓力N隨著被壓縮物料體積的減小而增 大,受到物料的粒度和物料內摩擦係數等因素的影 響。內摩擦係數戍同樣受到物料粒度的影響。
3. 3.2模孔倒角處受力分析
環模在開始擠壓物料時,模孔倒角處所受的力主 要由內錐麵正對壓輥的那半部分承受,隨著模孔向水 平方向的運動,倒角內錐麵承受壓力的麵積逐漸增 大,並最終在水平位置處達到最大值。在環模上任取 一模孔進行受力分析:由前麵的分析可知,在製粒的 過程中環模內壁所受到的力Q=N(1-tg0),力的方 向沿壓輥直徑向外。所以,在模孔倒角錐麵上任意 一點受到的力的大小為Q1=Q=N(1 -tg0),它與倒 角內錐麵之間的夾角等於0 + a/2。如圖7、所示。 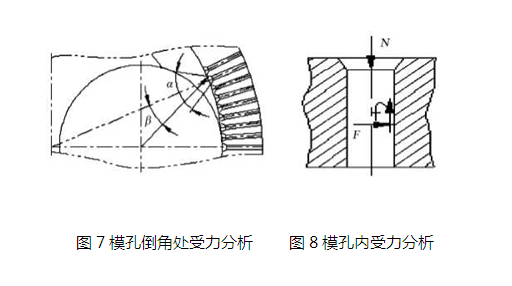
圖7模孔倒角處受力分析 圖8模孔內受力分析
由於模孔倒角錐麵上所受的力是沿環模軸向平 行分布的,所以當以上圖所示方式(即沿環模軸向) 在模孔倒角處作截麵時會產生一係列大小不同的角 a,由此可知:0 W a W錐角。
3. 3. 3直孔部分的受力分析
處於模孔直孔部分的物料所受的力主要來源於 物料間的擠壓力,且壓力的方向平行於模孔中心線。 如圖8所示。現假設模孔內物料所受擠壓力的合力 為Q,孔壁對物料的摩擦力為f物料對孔壁的壓力為 N,則模孔內物料必須滿足如下關係式:
N =f
/ = Ffi
式中:戍物料我草粉與孔壁間的摩擦係數;F為物料 對孔壁的正壓力。
通過實驗證明飼料粉粒的壓縮主要是在未進入 模孔前的擠壓階段完成。進入模孔後,壓縮量除剛 進模孔時有變化以外,進入直孔後未產生變化。同 時,農業纖維物料在壓縮時,物料在某一壓力下產生 了變形,當保持其變形狀態不變時,被壓縮物料的應 力會隨時間衰減的現象。從相關研究中可知,物料在 開式壓縮過程中(飼料製粒的過程屬開式壓縮過 程),整個壓縮室內的物料可劃分為3個階段:變形 反彈階段、應力鬆弛階段;再變形反彈階段,其中變形 反彈是被壓縮物料的內應力克服摩擦阻力的一種行 為,也是應力鬆弛的一種形式。從製粒的過程來看, 物料在環模內的壓縮屬於變形反彈階段,在模孔內的 擠出過程屬於應力鬆弛階段,而物料顆粒出模後的反 彈膨脹則屬於再變形反彈階段。所以說,要準確分析 模孔內的受力情況,必須明確正壓力F在物料擠出 過程中的變化規律,而這種變化規律的確定還需進一 步的實驗研究。
4.結語
為了準確分析環模製粒過程的受力狀況,應考慮 物料的可壓縮性,應考慮環模模孔導角處的受力,取 壓縮過程一微元進行受力分析不能全麵表述環模製 粒過程受力狀況,農業纖維物料的應力鬆弛特性影響 著環模的受力。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:食品包裝機械的自動化控製
- 下一篇:提高定量包裝秤效率方法的探討
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器