谘詢電話
ENGLISH0755-88840386配料秤計量過程管理實踐
發布時間:2020-05-09 09:23:34 |來源:網絡轉載
0序言
馬鋼港務局原材料製造廠現階段老城區有11台配料秤,新城區有10台配料秤,肩負著攪拌礦配製的工作中,配料秤半年開展一次鏈碼校準。但在具體工作上,因為當場自然環境的危害和各種各樣機械設備、家用電器、儀表故障導致配料秤數據信息誤差,比較嚴重危害攪拌礦品質,以便立即合理的監控器配料秤運作是不是平穩,選用了與計量秤和料位計開展班班核對的方式 ,以完成對配料秤的實時監控係統,將對配料秤的計量管理與加工過程緊密聯係在一起。
流程管理
配料秤運行模式如圖所示1圖示。
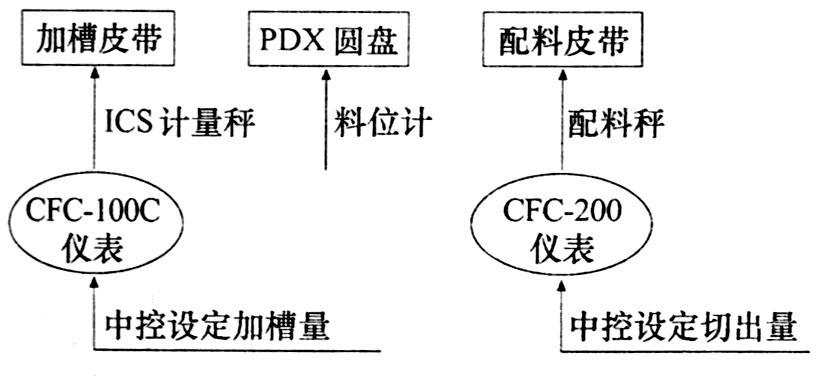
圖1配料秤運行模式平麵圖
計量秤我廠老城區選用2台加槽秤,新城區選用3台加槽秤,依據料位容積及造堆種類各自添加園盤,再由園盤依據設置切出來量由調料皮帶開展造堆。在加工過程中,以便合理監控器調料成份,確保攪拌礦品質,選用了以下要求:
以加槽秤為攪拌生產製造的計量檢定標準,造堆量的統計分析務必是加槽秤的計量檢定值。
為保證加槽秤的精確,造堆全過程中,規定中控台在GDS上對老城區攪拌用加槽秤與老城區廠際秤開展班班核對;對新城區攪拌,能夠根據向老城區加槽時與老城區加槽秤開展核對的方法,來確定加槽秤是不是合乎計量檢定精密度規定。當核對結果誤差低於3,可覺得加槽秤合理;當核對結果誤差超過3,則班級每一次加槽都應核對,並通告技術性質管部。計算方法如下:
加槽秤相對廠際秤的誤差=(加槽秤顯示信息值-廠際秤顯示信息值)/廠際秤顯示信息值
造堆生產製造時,以便監控器配料秤是不是精確,選用“配料秤相對性加槽秤的總計誤差公式計算”,由園盤職位工班班開展測算,發覺總計誤差值超標準(5),在清除因職位維護保養不及時或因儀表故障而造成 的誤差超標準後,中控台采用排盡園盤積料、再投料、排盡的方法,以加槽秤與配料秤開展核對,若核對結果誤差低於標準值(大晴天誤差值7、下雨天誤差值10),保持生產製造;若誤差超過標準值,應關機解決。處理完畢後,園盤職位工應按清除故障後的值班數據信息從頭開始測算總計誤差(原總計量不記數)。計算方法如下:
配料秤相對加槽秤的總計誤差=(造堆原始槽總量+總計入槽量-總計出槽量-交接槽總量)/總計入槽量為避免經常調節,要求每一個攪拌礦成堆每台配料秤隻有調節1次。
選用5做為總計量誤差是充分考慮計量秤誤差值為2,配料秤誤差值為3,以便濾掉多餘的假信號而設置的參照標值。
故障管理方法
儀表秤故障涉及好幾個層麵,關鍵為儀表故障、儀表電子器件故障、皮帶方向跑偏、秤架本體積料、電氣設備故障和張口度故障等,為合理預防故障的產生及迅速地處理加工過程中產生的故障,采用了下列對策。
拆換皮帶導致的故障配料秤皮帶在拆換過程中,因拆換皮帶工作人員對儀表不了解而對安裝在皮帶上的限速控製器、重量傳感器不采用保障措施,促使拆換皮帶後配料秤常有問題,導致在造堆過程中配料秤不穩定。以便避免該類狀況的產生及維修的便捷,在拆換皮帶前,規定儀表工將限速控製器拆卸。因重量傳感器較大承載力為255kg,要求工作人員不可以立在重量傳感器上,也不可置放重物在重量傳感器上邊。皮帶拆換完畢後要空運轉1天(提升磨合期,避免零點漂移),再開展再次校準。根據此方式 ,配料秤皮帶拆換再沒產生故障。(2)切出來量故障在中控台設置切出來量後有時候配料秤達不上預設值,沒法完成合理配製,儀表工調節PID值也沒法提升切出來量。根據研究發現,切出來量達不上預設值大多數與圓盤張口度和軟啟動器故障相關。規定職位工在切出來量故障時調節張口度,一旦張口度調節失效後,規定電氣設備設備維修工查驗軟啟動器,必需時調節軟啟動器頻率。根據此方式 ,切出來量故障基礎都能處理。
儀表故障
儀表故障非常複雜,將會緣故比較多,根據長期實踐發覺限速控製器故障多見。選用0.59m/s和0.3M/s的調料皮帶,限速端運行速度更快,而當場自然環境較為極端,塵土、浮料及發燙等緣故都將會毀壞限速控製器。在持續改進當場標準的基本上,把維修的重中之重放到限速控製器上,根據儀表控製麵板顯示信息的皮帶轉速比是不是平穩斷定限速控製器是不是存有故障。
零點漂移
零點漂移是較為普遍的故障,在無料的狀況下顯示信息夠味,夠味的狀況顯示信息無料(或明顯料量小)。導致零點漂移的狀況緣故許多 ,大多數與維護保養不及時及皮帶張緊等相關。為預防零點漂移故障,規定職位工嚴格依照以下要求維護保養機器設備:
配料秤周邊地區應維持整潔、無砂礫石及有損秤重特性的別的原材料,尤其是在運輸原材料溢漏過大時,應接著馬上消除,並盡可能處理溢漏狀況。
每日查驗秤重設備和機架中間有沒有髒東西卡死,秤牆上沉積的原材料應消除整潔,秤重緩衝托輥以及他緩衝托輥是不是旋轉,有沒有卡住。要定期維護驅動器滾桶和改向滾筒是不是跑偏,一般新用配料秤在一切正常運作一段時間後,環狀膠布會被拉伸,造成 皮帶不張緊而使滾桶跑偏。這時候需再次調節改向設備上的繃緊滾珠絲杆,將環狀膠布張緊。再次調節改向設備上的繃緊滾珠絲杆後,要查驗
皮帶是不是方向跑偏,在2個滾珠絲杆繃緊水平不一樣時,會造成 導向性設備防方向跑偏實際效果越差,因而,需再調節改向設備上的繃緊滾珠絲杆。要定期維護重量傳感器和限速控製器,避免沾到將會危害特性的原材料。定期維護驅動器滾桶和改向滾筒等處的滾動軸承是不是一切正常。
3 結束語
配料秤計量管理應以流程管理主導,要以精確計量檢定做為確保攪拌礦品質的立足點。融合設備維護保證事前預防、全過程監控器、過後危機處理。根據合理、科學研究的管理方法,我廠配料秤徹底可以考慮攪拌礦品質的規定,能夠合理降低配料秤故障,相對地降低了對生產製造占有的時間,間接性的確保了攪拌係統軟件的生產製造。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:配料秤計量準確度的提高
- 下一篇:間歇式瀝青混合料攪拌設配料秤的標定標準
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器