谘詢電話
ENGLISH0755-88840386配合飼料全自動包裝和堆碼線的方案設計
發布時間:2021-08-06 14:16:29 |來源:網絡轉載
配合飼料打包工段一直以來是以人工包裝為主,小型飼料廠是人工將包裝袋置於成品倉或緩衝鬥下進行灌裝,之後對包裝袋進行稱重、封口;一般中大型飼料廠則是人工將包裝袋置於稱重鬥下進行灌裝,之後送入皮帶機上用縫紉機進行封口和輸出,然後人工堆碼。無論哪種方式,其生產效率都不高,一般一個灌裝工位最多200包/h,勞動強度大,操作環境惡劣。先進環保的灌裝方式是采用全自動包裝線和全自動堆碼線方法,下麵對配合飼料全自動包裝和堆碼線進行方案設計,為開發相關產品提供設計思路。
1配合飼料全自動包裝線的方案設計
參照其它行業包裝線的設計原理[1-2],可製定配合飼料全自動包裝線的灌裝流程如下:人工將配合飼料包裝用的複合編織袋成疊地堆在放袋架上,用機械手配合吸盤將袋抓到喂袋滾筒上,由滾筒將包裝袋送到取袋架上,之後由取袋機械手將包裝袋放置在灌裝口處,由自動開袋裝置將包裝袋打開,且自動套到下料口上夾住,通過上部計量秤稱重將飼料灌到袋中,自動輸送和進行袋口整形,縫製上口,最後由皮帶輸送機輸出。其工藝流程如下:
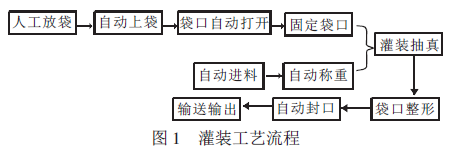
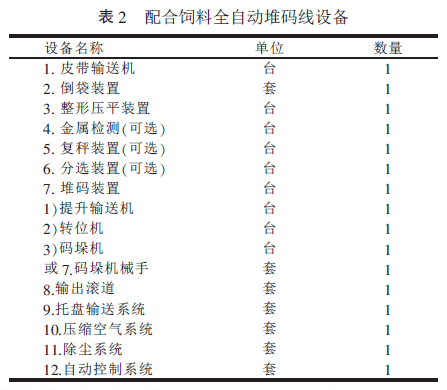
該自動生產線主要由自動上袋裝置、自動開袋裝置、自動稱重裝置、灌裝裝置、袋口整形裝置、封口裝置及輸送部分等組成。所需主要設備見表1。
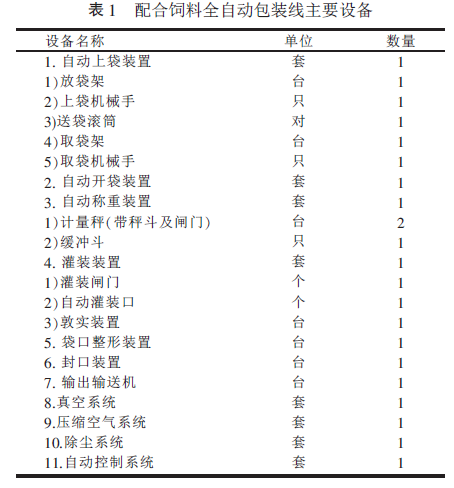
為保證自動包裝線的生產率,本包裝線並列設置了兩台自動稱重裝置,工作時采取交替稱重的方式,以滿足生產的需要。
配合飼料全自動包裝線設計的難點是自動上袋裝置和自動開袋裝置。
自動上袋裝置設計的難度在於複合編織袋較軟,不易可靠地將袋子從一疊袋子中取出,並送到灌裝口處,解決該難點的方法是機械手加真空吸盤,圖2為自動上袋裝置的方案圖;自動開袋裝置設計的難度在於複合編織袋具有透氣性,不易可靠的用吸盤打開,
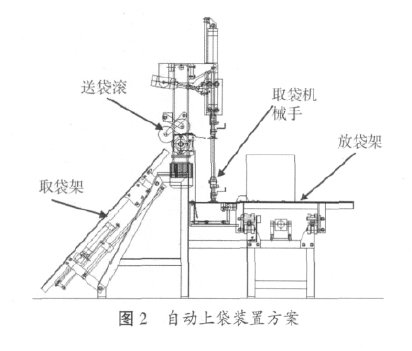
解決該難點的方法是采用多個特殊的真空吸盤。
①灌裝工位的時序分配
設包裝線實現每小時600包,那麽灌裝工位的總時間是T總=3600/600=6s。
在包裝線灌裝工位的工藝動作最多,包括:抓袋1、開袋2、灌裝3、合袋4和移袋5等五個動作,設它們所用時間分別為T1、T2、T3、T4、T5。
則T總=T1+T2+T3+T4+T5
根據試驗,T1、T2、T3、T4、T5的數值分別取0.5、1.5、1.6、1.2和1.2s比較合理。
T總=T1+T2+T3+T4+T5=0.5+1.5+1.6+1.2+1.2=6s
②轉位工位的時序計算
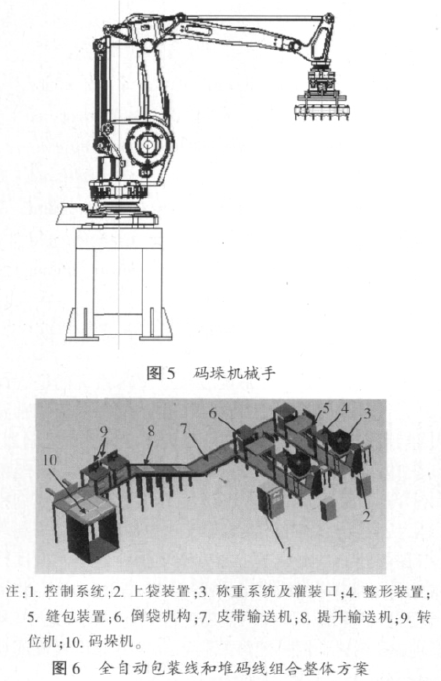
全自動堆碼線的轉位工位是耗時最多的工位,在該工位上包括上包1、夾包2、轉包3、鬆包4和下包5等五個動作,如果全自動堆碼線上隻有一個轉位工位,則該工位的總時間為3600/1200=3s,3s時間要完成上述5個動作顯然是困難的,為此在本方案中設計的是雙轉位工藝,見圖6中的序號為9的部件。由於是雙轉位工藝,則每個轉位動作所花時間為
T總=2×3600/1200=6s,設上包1、夾包2、轉包3、鬆包4和下包5所用時間分別為T1、T2、T3、T4、T5。
則T總=T1+T2+T3+T4+T5
根據試驗,T1、T2、T3、T4、T5的數值分別取0.8~1、0.6、1.2~2、0.3~0.6、1.0~1.8s比較合理。
此時時間:最小值為T1+T2+T3+T4+T5=0.8+0.6+1.2+0.3+1=3.9
為加快企業升級轉型,采用自動化生產線已成為當今企業的潮流,在現在招工難的情況下,用全自動包裝線和堆碼線替代人工操作具有十分重大的意義,所以未來開發和應用這類設備是必然的趨勢。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器