谘詢電話
ENGLISH0755-88840386LF爐精確配料控製係統的設計
發布時間:2021-07-06 10:43:55 |來源:網絡轉載
1概述
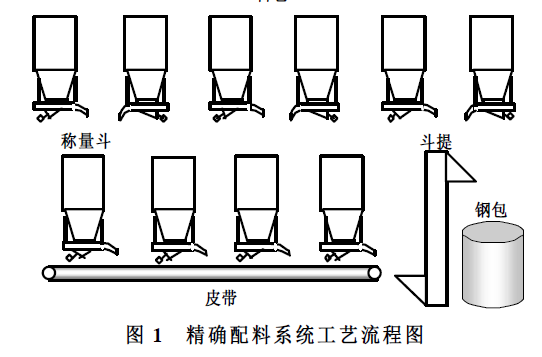
攀枝花某有限責任公司的鋼板坯連鑄LF爐,用於對鋼水加熱時,加入合金,並對鋼水成分微調。雖然鋼水在出轉爐時加入了合金,但合金含量比較大,稱量比較粗。須在LF爐中對鋼水取樣,進一步分析鋼水成分,加入適量合金。因此,準確控製加入LF爐的合金對保證鋼水質量,確保連澆的正常運行有著非常重要的作用。LF爐合金加料係統,共8個料倉,4個稱量鬥,由振動給料機下料,工藝流程見圖1。以前由人工操作,操作工啟動振動給料機,觀察電子秤的顯示板,當稱量的料快要達到設定值時停止振動給料機。雖然電子秤的精度比較高,但是由於振動給料機的慣性和操作工的反應時間,稱量的動態誤差比較大,嚴重影響了連鑄坯的質量。為此,在稱量係統改造中,采用PLC控製,以解決動態誤差問題。
2係統配置
LF爐合金稱量係統隻有一套,沒有備用設備,如果不能正常工作將影響連鑄的正常生產,為了提高係統的可靠性,采用PLC控製。
整個合金稱量係統I/O點數統計如下:數字量輸入DC24V134點
數字量輸出DC24V 56點
數字量輸出AC220V24點模擬量輸入4~20mA12點模擬量輸出4~20mA12點
西門子的S7-300在攀鋼公司用得比較多,考慮到備品備件,以及維護方便,采用S7-300控製。
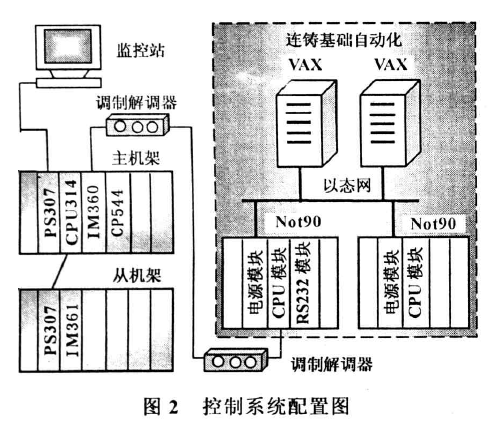
S7-300有開關量1024點,模擬量64點,編程方便,質量可靠,能滿足鐵合金加料控製的需要。S7-300有CP544模塊可以與連鑄過程計算機VAX通訊,另外西門子新推出的監控軟件WinCC可用於微機,滿足工藝監視及操作的需要,PLC的配置見圖2。
3係統功能
3.1電子秤
電子秤由稱重傳感器和稱重變送器組成。稱重變送器將重量信號轉換為4~20mA信號輸出給PLC,從而實現給料、配料的自動控製。由於稱量鬥附近空間狹窄,環境惡劣,無法采用傳統的砝碼標定。因此在本次改造中電子秤的標定采用對比法,實現無砝碼標定,即用加力裝置、高精度傳感器,高精度顯示器組成標定設備。由加力裝置對稱量鬥施加一個力,將標定設備測出這個力的大小與電子秤稱出的值進行比較,按這種方法對電子秤的有關量值逐一進行標定。這種無砝碼標定精度較高,比用砝碼標定的勞動強度減少了許多。
3.2稱量控製
控製下料量的大小是精確稱量的關鍵。給料機的下料速度與給料機的振幅及頻率成正比,振幅不能隨意調整,因此隻能調頻率。頻率越快,下料量越大,反之頻率越慢,下料量越小。給料機采用富士的交交變頻器控製。變頻器的輸出頻率由PLC輸出4~20mA給定,當PLC給出4mA時,變頻器輸出0Hz,給出20mA時,輸出50Hz。
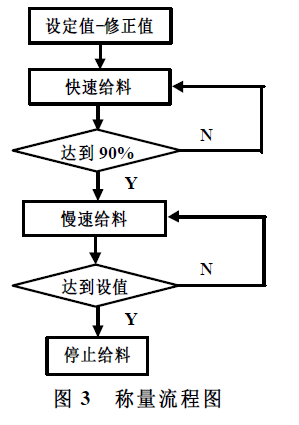
當稱量達到設定值的90%以前快速給料,
達到90%以後慢速給料,達到設定值時停止給料。但是給料機有慣性,即使電機停止後,仍在振動下料。因此必須提前停止給料機,把稱量的偏差作為修正值,提前停止給料機,給料機的工作流程見圖3。
給料機的偏差具有隨機性,偏差跟原料的濕度及顆粒度有很大的關係。如果隻用本次的偏差作為修正值有很大的隨機性,這次為正,下次為負,會引起偏差振蕩,使稱量更加不準確。故引入一個積累修正值的算法,公式如下:
kn+1=(4×kn+en)/5
kn-為本次稱量的修正值
en-為本次稱量的偏差
kn+1-為下次稱量的修正值
通過此算法修正後,稱量5次,稱500公斤的原料,偏差2公斤左右(不計電子秤的精度),足以滿足工藝生產的需要。
3.3顯示與操作
人機接口是自動化控製係統的重要組成部分,操作人員通過人機接口獲取生產過程的信息,然後通過鍵盤、鼠標操作,參與生產過程。自動化控製係統的發展趨勢是由CRT、鍵盤
和鼠標組成的人機接口代替操作台,在CRT上能夠生動地顯示工藝流程,既能顯示整過生產過程,也能顯示局部的詳細情況。在一台CRT上能夠做許多畫麵,節省了控製室的麵積。由於取消了操作台,畫麵變得非常重要,畫麵生動形象地反映了工藝流程,使操作很方便。
WinCC是西門子新推出的監控軟件,可安裝在微機上,在Windows98下運行,通用強,界麵友好。微機通過MPI接口直接與S7-300的CPU相連,不需要特殊的CP模塊,投資比較節省。
3.4與上位機通訊
連鑄基礎自動化采用貝利公司的DCS係統
Net90控製,上麵有2台VAX作為過程機,VAX通過以態網Net90相連。Net90不能與S7-300直接連網,隻能通過RS-232相連。S7-300係統具有智能模塊CP544,可用於RS-232通訊。LF爐操作室與連鑄操作室相距300米,RS-232協議不能傳輸這麽遠的距離,中間加調製解調器,實現了S7-300與Net90通訊。在VAX上根據鋼水的成分分析,計算出合金的加入量,然後把數據傳送給S7-300,由S7-300完成稱量配料過程。
4結束語
攀鋼連鑄LF爐合金微調稱量控製係統已經投運了一年多,運行狀況良好。配料時間由原來的12min縮短到現在的4min,稱量精度為2%,控製精度為1%,操作方便,控製品質好,稱量參數修改簡便,畫麵功能完善可靠,故障率低,維護方便,工作量少,保證了LF爐合金加料的精度,對提高鋼種的質量和保證轉爐的正常生產發揮了十分重要的作用。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:皮帶秤控製器稱重顯示器的使用
- 下一篇:稱重模塊在反應釜罐上的應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器