谘詢電話
ENGLISH0755-88840386影響回轉式水泥包裝機動態計量精度的因素及其解決措施
發布時間:2021-06-30 17:18:10 |來源:網絡轉載
隨著水泥行業節能減排的需要,水泥企業對水泥包裝機精度的要求越來越高,因為提高水泥袋重控製水平,減小袋重偏差會帶來重大的經濟效益。
1與回轉式水泥包裝機精度有關的幾個常識
1)袋裝水泥袋重的三個數值
目標值即設定值;顯示值是儀表示值;實際值為電子秤的複檢值。現實中目標值絕對等於實際值是不存在的。
2)回轉式水泥包裝機屬於動態計量器具,影響動態計量的因素很多,不再隻是電子稱重儀表和傳感器。
3)電子稱重儀表(以下簡稱儀表)、稱重傳感器和秤架組成包裝機計量稱重係統;閘板、電動機及其組成機構是灌裝計量的控製係統。
4)一般水泥袋需用時7~10s完成50kg的灌裝,如按50000g/10s計算,則灌裝速度為500g/100ms,或5g/ms。
5)電子稱重儀表是包裝機稱重係統的核心部件,應符合GB/T7724—2008《電子稱重儀表》標準要求,軟件上應具備自動零位跟蹤和掉袋自動清零功能。
6)精度指標要求符合JC/T818—2007《回轉式水泥包裝機》。
2影響回轉式水泥包裝機動態計量精度的主要因素
2.1速度因素
儀表檢測到傳感器轉換的mV級信號,並判斷是否到達目標設定值,發出程序指令控製外部電氣元件動作,最終控製閘板機構和灌裝電動機停止供料,這些過程控製執行需要一些時間,造成關斷延時,使顯示值和實際值大於目標值,俗稱“過衝”。測試現階段國內大部分普通水泥包裝機發現:目標設定值一般設定為49.5kg,灌裝後實際值最大約50.50kg。
因此水泥包裝機在結構設計和器件選型上應盡可能選擇執行速度快的,表1是兩種不同結構的水泥包裝機的對比數據。
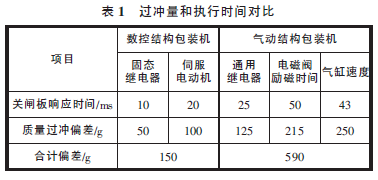
從表1中計算結果可得出:固態繼電器控製伺服電動機直接拖動扇形閘板的形式比通用繼電器控製氣缸拉動直板型閘板的形式總共快118-30=88ms,質量過衝小(590-150=440g)。
至於儀表的A/D采樣頻率,CPU運行速度一般都在1~2ms及以下,基本上是可以忽略不計的。因此主要影響反應速度的是外部的執行元件和執行機構。
措施:如果發現袋重過衝大,則設定值應小些;如果過衝小,設定值大些。這個措施有效的前提是包裝機出灰管處水泥K8凯发登录入口恒定,才能夠單純靠加大或減少“過衝”,緩解精度偏差過大問題。
2.2K8凯发登录入口因素
單位時間內,通過出灰管截麵積的水泥質量就是灌裝時水泥的K8凯发登录入口。其他因素不變的前提下,包裝機倉壓、水泥的密度和葉輪對水泥流化程度不同對K8凯发登录入口有明顯影響:倉壓和水泥密度大就會造成K8凯发登录入口大。反之,K8凯发登录入口小。包裝機主機頂部大蓋上都安裝有檢測倉內水泥高度的料位計,一般該高料位點距機倉頂部300~500mm,倉內水泥大約2t左右,但該項技術隻能保證倉壓維持在一定範圍,不能解決水泥密度和葉輪對水泥流化時K8凯发登录入口波動的影響。該因素與上述速度因素相輔相成,同時對精度造成影響。通過對國內大部分普通包裝機測試,發現K8凯发登录入口不穩造成的精度偏差可以達到±500g。
措施:采用粗細流二次灌裝技術,可以減小K8凯发登录入口不穩對計量造成的誤差,簡單說就是袋重接近目標值時,人為幹預減少K8凯发登录入口進行細流填料,即便K8凯发登录入口不穩,也可以將偏差控製在很小的範圍。經實踐測試發現,在不影響產量前提下,細流灌裝控製在袋重45kg時開始比較好。如果包裝機閘板使用伺服電動機控製(或是伺服閥氣缸),通過PID調節控製技術,從此點開始還能夠實現袋重與閘板開度無級配合灌裝,可以使偏差更小。
2.3掉袋時跌落水泥和出灰管殘留水泥
灌裝完畢的水泥袋卸到接包機上,國內大部分包裝機還停留靠水泥袋的自重壓迫出灰嘴落下掉袋的形式(出灰嘴以圖1中A點為軸轉動),出灰膠管被擠壓回彈以及出灰嘴回位時會產生衝擊振動,同時不可避免地漏出一些水泥來。另外,掉袋後,出灰膠管和出灰嘴中殘留的水泥質量已經計入單袋袋重中了,但是這些水泥不一定落入水泥袋中,可能落到水泥袋外,還可能殘留在出灰嘴和出灰膠管中。經測試,這兩個部位可存留水泥約150g。
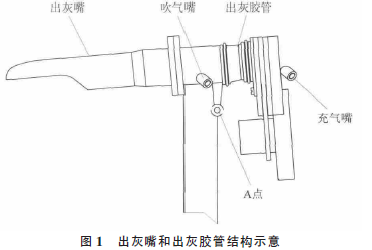
措施:活動出灰嘴改成固定出灰嘴,出灰膠管就不會受到擠壓了,並將出灰嘴前端改成尖形,減少出灰嘴存灰量,配套的掉袋機構(靠袋子自重形式)改成主動推袋機構,模擬人工將水泥袋緩送到接包機上,振動小,一般使用氣缸和伺服電動機都能完成此動作。但伺服電動機可以通過調節剛性度(速度位置增益參數)明顯減緩機構的衝擊和振動,減少掉袋振動引起的水泥溢出量,同時在閘板後端出灰膠管及出灰嘴增加充氣裝置,使掉袋前盡可能將出灰膠管和嘴中殘留水泥吹入水泥袋中。
2.4閘板關閉不嚴和彈片調整不及時
閘板由於磨損或是卡到鐵渣,會關不嚴,同時由於灌裝電動機會因慣性繼續帶動葉輪的運轉排出部分水泥,造成袋重超重。
使用彈片結構的秤架由於長期衝擊振動影響,產生鬆動,造成稱重波動大,重複性差,影響稱重精度。
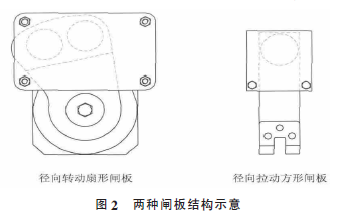
措施:利用振動篩篩除雜物,同時改變傳統閘板結構及控製元件,采用大扭矩(310N·M)徑向轉動扇形閘板控製技術(見圖2),能切斷5~6mm鐵質雜物,確保不出現閘板磨損和卡別等關不嚴的現象。
及時調整彈片,確保不卡、不別,連接螺絲緊固。或是結構上取消彈片機構,使用懸臂梁傳感器直連型秤架(參見2.7節)。
2.5水泥編織袋質量差
水泥編織袋質量差會造成灌裝過程中漏灰,使得袋重偏輕;當袋子跌落到接包機上時,或多或少的都會撒出一些水泥來。
措施:使用優質水泥編織袋。
2.6平穩性
通過測試水泥包裝機發現:包裝機運轉過程中的平穩性對精度也有一定影響。
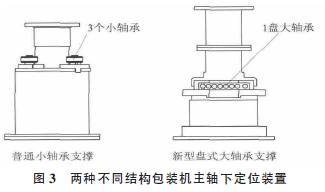
普通包裝機旋轉起來後由於回轉主軸的擺動(主軸上下支撐不同心)造成包裝機回轉不平穩,產生振動,造成同一水泥袋重在不同旋轉點質量不同,如每隔120°,測試發現顯示誤差最大為100g。
措施:包裝機主軸設計使用上下兩盤軸承結構(見圖3);主軸在生產製作中提高加工等級;在安裝時保證包裝機主軸上下同心。
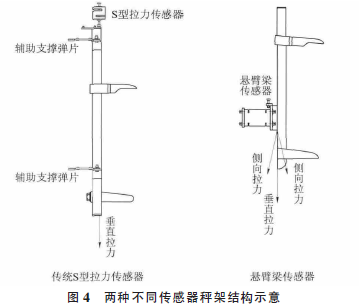
2.7離心力
測試傳統S型拉力傳感器,包裝機高速旋轉到6~7r/min時,水泥袋質量顯示偏小:旋轉起來時顯示50.00kg,包裝機停下來,袋重顯示50.15kg,最大差150g。旋轉工作的回轉式水泥包裝機不可避免地造成秤架上的水泥袋對S型拉力傳感器產生側向力,而S型傳感器隻能線性地準確稱量垂直於傳感器方向的力,實踐證明S型拉力傳感器對側向力的檢測線性非常差。
措施:改用懸臂梁傳感器(見圖4),此種傳感器可測量剪切力引起的側向應力,輸出信號不受測力點位置的影響,線性好、精度高,特別適合側、斜壓力和拉力,抗偏載(檢測側向力能力強),抗衝擊,另外該種結構還能取消輔助支撐彈片。
2.8缺失檢測秤及其閉環稱重檢測係統
國外先進的水泥生產線上都有檢測秤這一生產工藝環節,掉袋後的水泥袋再經過檢測秤重新稱重,偏差過大的經破包機破碎循環。同時統計稱重數據,判斷袋重趨勢,通過反饋控製水泥包裝機儀表實時調節設定值,使水泥袋重曲線趨近於一條直線。而國內水泥企業在包裝生產線上配套檢測秤的寥寥無幾。
個人對此環節的認識如下:檢測秤反饋係統屬於滯後分析判斷,已經出現不合格或是偏差大的水泥袋了,才開始補償;另外由於諸多因素還不能立即修改,如複檢時袋重偏差過大,若是由於袋子漏灰造成的,立即修改下一袋灌裝的設定值反而會造成偏差更大。隻能是檢測若幹袋重之後,發現同一個嘴袋重出現同向偏差趨勢時,才能適當修改,這需要一個合理的算法。需要注意的是在閉環控製係統中,袋重以檢測秤為基準,但由於多個水泥包輸送線上連接不規則性,目前國內外校正秤都沒有自動除皮功能,因此生產過程中必須及時清理落灰,始終保持檢測秤零點穩定。
所以說檢測秤主要是能實時不斷地分析袋重趨勢,它對包裝機的精度控製起到監視補充作用,關鍵是提高包裝機本身的動態精度。
措施:適時增加檢測秤及其控製係統。
3總結
上述對水泥包裝機動態計量精度產生不利影響的因素中1~5項對精度的影響程度大些,因素6~8項影響程度小些,並且因素4和5項如果措施得當,維護到位是能減少和避免的。各水泥生產企業根據各自的情況,結合不同結構包裝機的自身特點,綜合考慮各方麵因素,采取不同解決措施,及時維護、適當改造或是更換計量精度更高的回轉式水泥包裝機,以期獲得更大的經濟效益。
通過分析影響包裝機精度的因素,唐山忠義公司於2011年研製開發了BHYW8S型數控回轉式水泥包裝機,該機綜合采用上述多種有利措施:高速響應伺服技術實現速度快、過衝小;PID調節無級閘板灌裝技術實現K8凯发登录入口無級調控;大扭矩徑向轉動扇形閘板實現不卡、不堵、不漏;懸臂梁傳感器秤架結構克服離心力影響;固定出灰管、出灰嘴及柔性推袋控製機構實現均衡落袋、減少對精度影響;主軸上下兩盤大軸承定位實現包裝機平穩旋轉減少對精度的影響。
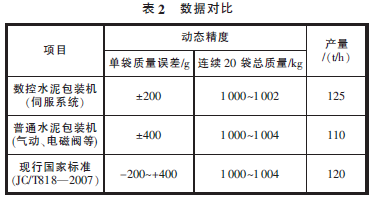
該款包裝機於2013年12月在冀東水泥集團唐山豐潤公司安裝使用,運行穩定。通過水泥廠技術人員長期監測,發現該型水泥包裝機各項性能指標均比以往有質的飛越:由於結構簡單,使故障率比普通包裝機下降50%;揚塵少,噪聲小,工作環境明顯改善。特別是動態精度比以往國內普通水泥包裝機提升一個檔次。具體數據對比見表2。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器