谘詢電話
ENGLISH0755-88840386水泥生料配料控製係統設計
發布時間:2021-06-22 14:27:09 |來源:網絡轉載
0 引言
水泥的生產通常可以簡要地概括為“兩磨一燒” , 即首先將原料粉磨成生料, 然後經過煆燒形成熟料, 再將熟料粉磨成水泥。具體工藝過程是將石灰石、 砂岩、鋼渣、 粉煤灰破碎均化後經過定比配料係統混合成原料粉,傳送係統將原料粉傳送進粉磨機進行生料製備, 製備好的生料進原料倉。原料倉裏的生料通過定量給料機將生料送進五級懸浮預熱器預熱後進回轉窯係統煆燒成熟料。煆燒後的熟料經過冷卻破碎後送入熟料倉。根據水泥品種的不同要求, 在熟料內摻入適量石膏及混合材,經高精度計量秤配料後送入水泥粉磨設備, 製造出符合要求質量優良的水泥。 因此,生料配料過程是水泥生產的基礎, 如果配料的質量達不到要求,輕則造成原料、 能源的浪費, 重則影響產品的質量和產率, 甚至會釀成生產事故。總之,控製生料質量是水泥生產企業質量控製的關鍵之一, 而生料配料過程中能否實現規定的配比則是生料質量控製的重要內容。
1 水泥生料配料係統工藝結構
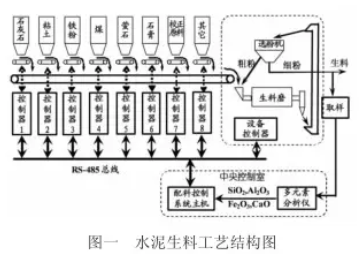
水泥生料配料係統主要由物料配料秤係統、物料輸送皮帶、 選粉機、 生料磨、 多元素分析儀和集散控製係統等組成,其工藝結構如圖一所示。
2 水泥生料配料係統控製結構設計
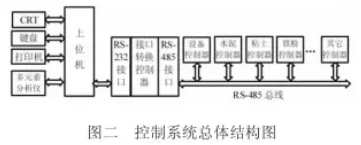
根據係統總體工藝結構,采用上位機作為主控器,通過RS-485 總線與各功能控製器進行數據通信,組成總線式集散控製係統。基於 RS-485 總線所組成的網絡允許接入一個主控製器,即是主從工作方式。總線的控製權始終在於主控製器, 主控製器與各功能控製器的通訊采用廣播式,這種方式下的純數據采集係統通訊協議簡單, 通訊差錯開銷少。適合於集散式控製測量的場合。上位機是控製係統的核心,實現水泥生料配料的多種配方的存儲與計算, 進行係統運行的綜合管理與監控,通過 RS-485 總線向各控製器索要生產數據、監控設備運行狀態、 發出控製命令及參數, 指揮協調各部分有序高效工作, 實現生產過程的自動化運行。控製係統總體結構如圖二所示。
係統實現對多種物料的進料量及配比進行實時控製管理,定時對生產數據進行存檔和打印, 隨時以圖形及數據顯示各物料的進料量、配比和電動機轉數的設備運行參數,可隨機地依據化驗分析結構進行標準值的修改完善工作。
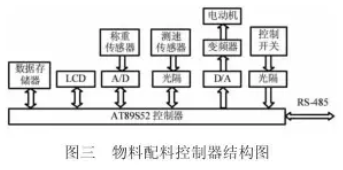
石灰石、鐵粉、 粉煤灰、 粘土、 螢石、 石膏等物料控製器結構如圖三所示。物料控製器功能以 AT89S52 單片機為核心,對稱重傳感器和測速傳感器的信號進行處理, 經 A/D 轉換送入單片機, 單片機按上位機預先設置的配方值采用 PID 控製算法運算, 去控製相應電動機的下料速度,實現對物料的計量控製。置光電隔離器以提高係統抗幹擾能力, 實施相關設備的控製以及相應參數的LCD 顯示。
3 主副隨動控製器結構設計
設物料 i (i=1, 2, …, 8 ) 的皮帶秤由電動機 i 帶動 (其中物料 1 為主料石灰石 )。工藝要求提高調節所有電動機轉速來保持主料與各副料的重量K8凯发登录入口比值為 αj,即
G1/Gj =αj (j=2,…, 8) (1)
其中: G1,Gj 分別表示主料和各副料的重量K8凯发登录入口,單位為(Kg/s)。
稱重傳感器檢測量是皮帶機物料的單位長度ΔL 上的重量 gi, 即
Wi=gi/ΔL (i=1, 2, …, 8 ) (2)
設皮帶傳輸秤的皮帶線速度為 Vi(m/s ) , 則
Gi=∫W i Vi dt (i=1, 2, …, 8 ) (3)
將式(3)代入式(1)得
∫W i V i dt / ∫W jV j dt=αj (j=2, …, 8) (4)
顯然,如果保持 W i V 1=αjW j V j,則可以得到工藝所要求的主料與個各副料的比值, 即:
G1/Gj= ∫αj W j V j dt / ∫ W jV jdt =αj ∫WjVjdt/ ∫WjVjdt=αj (5)
由稱重傳感器的信號經處理得到Wi , 由測速傳感器的信號經處理得到Vi , 由 W i 和Vi 可得到物料 i 的檢測值Ui 。
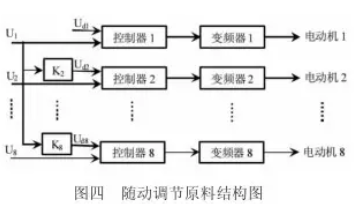
首先由U1 與給定值Ud1 進行比較得到偏差值 e1 , 依據偏差值 e 1 去控製調節石灰石電動機的轉動速度。然後將 U 1 經比值器 K j (j=2,…, 8)運算,作為控製器 j 的給定值 U dj , 並與 U j 進行比較得到偏差值 e j ,依據偏差值 e j 去控製調節電動機 j。 由於控製器的調節作用,保持了 U 1 =K j U j的比值關係,就形成了一個副料跟主料隨動的物料配比調節係統, 如圖四所示。
4 水泥生料配料係統控製算法分析
水泥生料配料控製係統是按生產工藝要求,把各種原料按照配方控製計量, 通過皮帶進入生料磨,然後通過選粉機,合格的生料入生料均化庫, 不合格的返回生料磨。
由上位機按預先設計的配方,確定各種原料的K8凯发登录入口給定值, 經係統 RS-485 通信總線將其發布給各物料配料控製器。
當上位機由通信總線得到主料即石灰石的K8凯发登录入口,因卡料、物料顆粒過大或過小、 物料濕度的因素的影響, 而有較大偏差時, 起動主副隨動算法, 動態地給出新的各物料控製給定值。
各物料配料控製器組成的單個物料配料係統可由圖五分析:按照工藝流程, 進入配料程序時,通過檢測皮帶機上物料重量和皮帶電機的轉速, 經計算得到物料的K8凯发登录入口,依據所采集的動態實時K8凯发登录入口數據與給定值比較得到K8凯发登录入口偏差, 利用控製算法按偏差進行皮帶秤電機的調速控製。同時將檢測參數上傳給上位機。
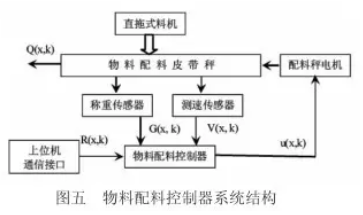
其中, u(x, k)表示在 k 時刻第 x 種物料皮帶秤機構控製值;
R(x, k)表示在 k 時刻第 x 種物料第 y 秤預期配料K8凯发登录入口;
G(x, k)表示在 k 時刻第 x 種物料稱重傳感器檢測的單位長度 ΔL 上的重量;
V(x, k)表示在 k 時刻第 x 種物料測速感器檢測的皮帶線速度;
Q(x, k)表示在 k 時刻第 x 種物料的實際配料K8凯发登录入口,
Q(x, k)=V(x, k)×G(x, k)/ ΔL。
e(x, k)=R(x, k)-Q(x, k),代表第 x 種物料的配料誤差。
上述的分析了水泥生料配料工藝流程和各參數。
5 水泥生料配料參數 PID 控製器設計
通常, PID 控製器的控製算式為:
U(k) =KpE(k)+KiΣE(k)+ KdEC(k) (6)
式(6)中,ΣE(k)=E(k)+ E(k-1)和 EC(k)=E(k)-E(k-1) (k= 0,1,2), 分別為輸入變量偏差與偏差變化,Kp,Ki 及 Kd分別為表征其比例, 積分及微分作用的參數。
比例係數 Kp 的作用在於加快係統的響應速度,提高係統調節精度,Kp 越大,響應速度越快,調節精度越高,但過大將產生超調,甚至導致係統不穩定。
積分係數 Ki 的作用在於消除係統穩態誤差,Ki越大,靜差消除越快, 但過大會產生積分飽和而引起較大的超調。微分係數 Kd 影響係統的動態特性,Kd 越大, 越能抑製偏差變化,但過大會延長調節時間,降低抗幹擾能力。
根據參數 Kp、 Ki、 Kd 對係統輸出特性的影響情況,可歸納出係統在被控過程中對於不同的偏差和偏差變化率,參數Kp、 Ki、 Kd 的取值原則:
(1)當偏差較大時,為了加快係統的響應速度,並防止因開始時偏差的瞬間變大可能引起的微分過飽和而使控製作用超出許可範圍,應取較大的 Kp 和較小的 Kd。另外為防止積分飽和,避免係統響應出現較大的超調,Ki 值要小,通常取 Ki=0。
(2)當偏差和變化率為中等大小時,為了使係統響應的超調量減小和保證一定的響應速度,Kp 應取小一些。在這種情況下 Kd 的取值對係統影響很大,應取小一些, Ki 的取值要適當。
(3) 當偏差較小時, 為了使係統具有較好的穩態性能,應增大 Kp、 Ki 值, 同時為避免輸出響應在設定值附近振蕩,以及考慮係統的抗幹擾能力, 應適當選取 Kd,其原則是:當偏差變化率較小時,Kd 取大一些;當偏差變化率較大時, Kd取較小的值, 通常 Kd 為中等大小。
這種控製方法對環境變化有較強的自適應能力,在隨機環境中能對控製器進行自動校正。 通過辨識能更好地了解被控過程,以便使控製器能跟上過程和環境的變化。 這樣,控製器本身就具有一定的適應能力。
6 結束語
本文對基於水泥生料配料係統的工藝過程設計了控製係統,基於主副隨動的設計思想, 在整體控製係統進行設計的基礎上重點設計了對下位機的物料配料控製器硬件,並設計了上位機的 PID 控製係統。實際工程應用表明, 該係統具有很好的控製精度和魯棒性。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:電子皮帶秤的應用及使用維護要點
- 下一篇:單片機在電磁振動給料機中的應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器