谘詢電話
ENGLISH0755-88840386PLC在陶瓷配料係統中的應用
發布時間:2021-06-21 16:13:23 |來源:網絡轉載
1 引 言
陶瓷廠配粉效果的好壞對瓷磚後期的質量影響非常大,一個好的配料控製係統能充分發揮潛力,提升產量,可以對設備狀態進行預知性分析,及時對設備非正常狀態進行檢測並告知工作人員,因此,設計一個優秀的拋光磚電氣控製係統是拋光磚生產的必要因素。
2 PLC 硬件設計
2.1 PLC 選擇原則
對於拋光磚電氣控製係統來說, PLC 選擇的兩個最基本的原則就是擴展能力和程序容量, 在這裏我們選擇OMRON 公司的 CJ1H 型 PLC ,它可以滿足我們同時控製兩條拋光磚生產線。程序方麵, 至少要滿足程序容量在20000 步, PLC 掃描時間不長於 10ms 。
2.2 PLC 組成
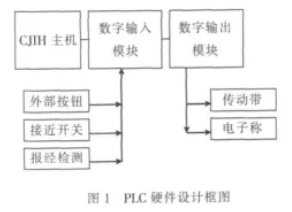
本係統由 CJ1H 型 PLC 主機 1 台, 32 點數字輸入擴展模塊 18 塊, 16 點數字輸出擴展模塊 10 塊,以及電源單元模塊 3 隻和擴展總線模塊 3 塊組成。
2.3 硬件設計框圖
硬件設計框圖如圖 1 所示。
3 PLC 軟件設計
本配料係統 PLC 軟件設計包含三個關鍵的控製算法,一是料鬥的缺料呼叫設計;二是電子稱的自動位移設計;三是皮帶臨控設計。為了減少程序容量和後期的可讀性、可維護性,這裏采用了模塊化編程方法,三個關鍵控製算法都封裝成了功能塊,方便在本工程中引用,並且為後期移植到其它工程提供了方便。
3.1 料鬥的缺料呼叫設計
對於由 3 台壓機組成的拋光磚送粉生產線, 共有 21個料鬥(其中 18 個色料鬥, 3 個基料鬥)的缺料信號呼叫有效。 這裏我們采用 OMRON 提供的腳本語言封裝成功能塊,這裏不詳細說明該 PLC 腳本語言的使用方法,讀者可自行參考相關說明文獻。
缺料呼叫需要達到的功能:
( 1 ) 相同編號料鬥呼叫,如 A11 、 B11 、 C11 , 則不清料。 這樣可以提高速度。 不同編號的料鬥呼叫,如 A11 、B12 、 C13 ,則執行清料功能,以防止混料。
( 2 ) 先呼叫先響應,有存儲呼叫編號的功能。
( 3 ) 詳細的程序略。
3.2 電子稱自動位移設計
3.2.1設計說明
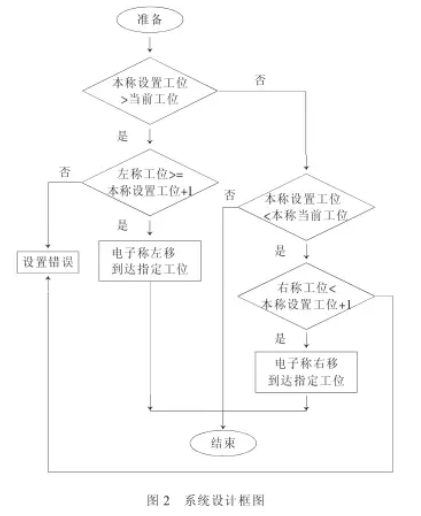
本係統中,共有 80 個料倉(共 10 排,每排 8 個料倉)存有不同的粉料,一共有 30 台電子稱(共 10 排,每排 3台電子稱),根據上位機操作發出的位置指令運行到不同的工位。在這裏,也采用模塊化編程方法,將程序封裝成功能塊,方便其它電子稱引用。
3.2.2係統框圖
係統框圖見圖 2 。
3.3 皮帶監控設計
一個完整的電氣控製係統不僅能對現場設備進行準確控製,還應包含完善的報警預知功能,隻有及時、有效地監測未知和已知的故障內容,才能使設備的利用價值最大化, 並且能最大程度地減少設備故障帶來的損失和工人的勞動強度。
3.3.1設計思路
為了降低傳送帶和電子稱皮帶斷帶、斷軸、電機卡死等故障,在傳送帶被運邊裝設一個花軸的檢測輪,檢測輪邊上裝設一隻接近開關,傳動帶帶動檢測輪旋轉,每旋轉一周產生 6 個脈衝信號, 此信號輸入 PLC 內部用以複位定時器;當定時器在一定時間內沒有被複位時,就產生一個報警輸出,在上位組態軟件裏麵彈出報警內容,方便操作工查看和處理。
3.3.2程序樣例
程序樣例見圖 3 。

4 結束語
完整的配料係統控製軟件比較複雜,它包含料鬥呼叫、電子稱自動位移、線路運行、選倉信號、底倉以及連線運行、色料基料擺管運行、皮帶監控、報警處理等內容。本文隻對關鍵控製算法作了說明, 相信讀者掌握了上述控製方法後一定能設計出優秀的控製程序來。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:皮帶秤稱重模塊的設計
- 下一篇:定量給料秤係統的給料設備和控製方案優化設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器