谘詢電話
ENGLISH0755-88840386基於PLC的主從式飼料配料控製係統的開發設計
發布時間:2021-06-18 15:52:52 |來源:網絡轉載
0 引言
隨著畜牧業的發展 , 飼料配料精度以及自動化飼料生產越來越多地引起飼料行業的關注。 伊犁某飼料加工企業原有的設備在經過多年的使用後係統老化 ,故障率也有所增高 , 對產品的質量和產量都有較大的影響。 針對飼料廠原有的工藝和要求 , 我們采用 PLC與數據庫管理係統設計開發了自動控製係統 , 提高了設備的自動化控製水平。
1 係統的功能與組成
1. 1 係統的組成
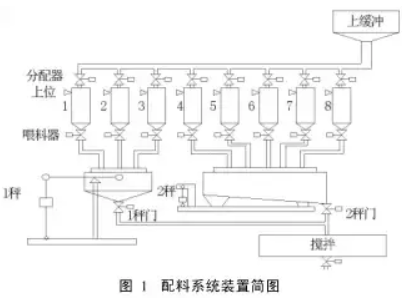
本係統的運行過程是先由上位計算機將原料配方數據傳到下位機 PLC, 然後再由 PLC進行控製。 PLC將各種原料按配方要求分別送到大、 小配料秤 , 在配料秤內進行配料。 通過重量傳感器檢測後 , 大、 小秤信號經稱重顯示控製儀、 A/D轉換模塊傳回 PLC, 配料完成後 , PLC依照控製程序打開料門 , 原料進入混合機進行攪拌 , 達到要求後 , 在 PLC的控製下 , 料門開啟出料。 配料係統裝置簡圖見圖 1 。
1. 2 係統功能
為了完成配料控製 , PLC需要具有重量信號輸入、重量信號處理、 處理結果輸出等功能。下麵就介紹一下PLC程序是如何完成這些功能的:
( 1) 兩台配料秤的重量信號分別經稱重顯示控製儀和 A/D轉換後進入 PLC 。
( 2) 根據配料工藝的要求 , 所有原料的加料過程都包含點動過程 , 以保證配料的精度。 加料停止後 ,PLC將原料重量與給料量比較 , 在允差範圍內為合格; 小於允差下限 , 應進行點動加料; 大於允差上限為超差。
( 3) 由於配料係統采用的是累加秤 , 即由一台秤按先後順序加入幾種原料 , 這樣除第一種原料外 , 得到的重量都是幾種原料的總和。在 PLC程序中需將幾種原料的重量分開 , 得到每一種原料的重量。 程序是如此處理的: 在每種原料稱量時 ,記下此時的重量 , 稱量時用總重量減去先前記下的重量 , 得到的就是此種原料的實際重量。
( 4) 秤體上粘附的原料使配料產生偏差 , 需要進行去皮處理。 去皮的方法與上述方法相似 , 即按下“去皮” 鍵時 , PLC記下此時的重量 , 此重量即為基準零點。 在稱量時用總重量減去基準零點值 , 得到的就是原料的準確重量。
( 5) 加料停止後 , 從螺旋喂料器到秤鬥之間還滯留一部分原料要落入秤鬥中 , 為了使配料精度達到要求 , 在程序中需考慮這一重量 , 程序中用 “提前量” 代表這個值 , 當原料重量達到 (給料量 - 提前量 )時停止加料 , 由滯留在空中的原料補充提前量差值 , 從而達到精度要求。
( 6) 考慮到有可能因突然停電而造成配料停止 ,為了不使已配好的原料浪費 , 對已配好的原料的重量需要增加停電保護功能。 程序中 , 我們把這些重量信號存在可斷電保持的數據寄存器中。
2 係統的硬件設計
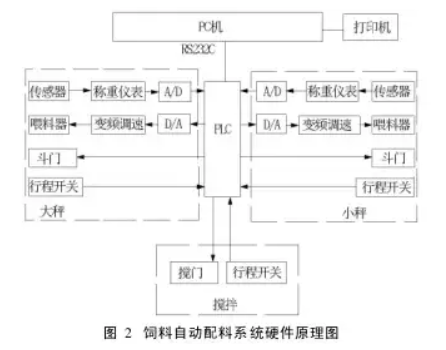
係統的配混工藝由原來的多料一秤改為多料雙秤同時配料工藝 ,大配比 (≥ 20 % )的原料送至大秤鬥 ,小配比 ( 5 %~ 20 % )的原料則被送至小秤鬥稱量。係統的控製部分 , 根據集散控製係統的構成原理 , 將原來的計算機集中控製改為由 PC機和 PLC組成的上、下位機控製係統。 硬件係統配置如圖 2所示。
上位計算機係統主要選用了台灣研華公司的產品 , 其配置如下: 顯存 32 MB 、 Windows2000/XP操作係統 , 內存 256 MB 、 硬盤 40 GB 、 組態王 5. 0版運行軟件。
下位計算機係統主要選用了日本某公司的FX 2N 係列 PLC 。按照在滿足控製要求的前提下力爭使用的 I/O點最少、 需要加上 10 % ~ 15 %的裕量以及今後將係統改造成多料數秤配料係統的原則 , 根據統計該配料係統有輸入點 12個 (傳感器 2個 ,開關 10個 )、輸出點 23個 (接觸器、電磁閥、指示燈等 )、 模擬量 2個 , 總的 I/O點數在 37個左右。 PLC選擇 FX 2N -128M R- D的基本單元。
3 係統的軟件設計
本係統的軟件分為上位 PC機的遠程監控軟件和現場PLC控製軟件。
3. 1 PC機的遠程監控軟件
對上位監控計算機的要求如下: 能夠對配料係統的工作情況、 配料數據和整個生產線的參數進行實時監控; 能夠根據配料的情況和成品生產的情況自動生成整條生產線的生產班報表、 日報表 , 並匯總生成月報表和年報表。
為了實現以上功能需將兩條生產線的 PLC 、 變頻器、稱重控製儀表等裝置的工作參數傳輸到計算機中 ,為此需采用組態軟件對各裝置進行組態工作。 根據廠家的要求和係統配置情況我們選用了國產的組態軟件“組態王” 5. 0。
“組態王”軟件由工程瀏覽器 ( TouchExplorer)和畫麵運行係統 ( TouchView)兩部分組成 , 前者為開發工具 , 後者為運行工具 , 兩者均可單獨運行 , 但在工程瀏覽器中開發的應用程序必須在畫麵運行係統的運行環境下方可運行。
3. 2 現場 PLC控製軟件
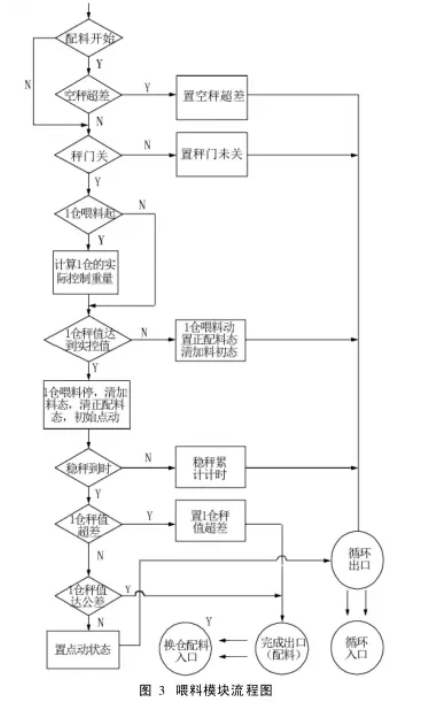
該軟件的開發是基於中文 Windows操作係統 ,采用 FXGP /WIN中文版梯形圖編程軟件進行程序編製 , 用戶可以方便地進行程序檢查、 調試、監控等操作。 其喂料模塊的程序流程圖見圖 3 。
4 結束語
基於 PLC的主從式飼料配料控製係統經設計和調試後 ,已取代了原繼電器控製係統。飼料廠通過使用該係統 , 提高了勞動生產率 , 減輕了工人的勞動強度 ,增加了企業的經濟效益 , 降低了成本。另外 , 該係統控製穩定可靠 ,原料的配比精度高 ,這樣可保證飼料的營養成分有效利用。 本係統不僅可用於飼料廠的技術改造 , 而且可推廣到水泥、 石墨、 製藥等行業 , 對於這些行業的技改及新係統設計都有很好的借鑒和指導作用。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器