谘詢電話
ENGLISH0755-88840386一種新型混凝土攪拌站計量係統的設計
發布時間:2021-06-18 13:34:06 |來源:網絡轉載
1、概述
攪拌設備是將各種物料進行計量、輸送和混合攪拌的大型成套設備,這些物料一般包括骨料(砂石)、粉料(水泥、粉煤灰、礦粉)、水、外加劑等[1]。從攪拌設備的生產工藝上看,主要有攪拌站、攪拌樓兩大形式,目前多以攪拌站為主。
攪拌設備的發展曆史已有一百多年了,但在我國的發展是從上世紀五十年代開始。從參考國外產品的狀態開始,逐步發展到標準化的研發和生產,我國的攪拌設備技術已達到發達國家水平,特備在生產效率和控製技術上有自己獨特的地方[2]。但由於發展迅速和國內一些客觀思想,攪拌站技術在一些基礎研究、安全設計等方麵還需進行深入的探究,對計量係統的研究和改進就是其一。通過在硬件和控製技術的發展,使攪拌站的質量更加穩定和可靠。
2、計量係統
攪拌站傳統的計量方法有兩種:
一種是采用稱量模塊(或稱重傳感器)+顯示終端(儀表):通過采集稱量模塊的模擬量或數字量信號,經傳輸把實際工況要求呈現在顯示終端,這個過程一般需要PLC和PC來處理實際稱重任務。
另一種是采用控製器直接或間接利用稱重模塊信號進行處理:直接利用PLC進行處理,或者利用顯示終端顯示+PLC或IPC等處理的辦法[3]。
2.1方式一
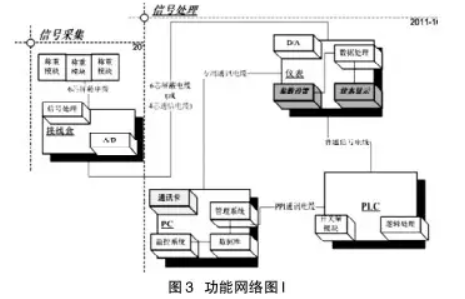
由於顯示終端可以快速進行各種計量功能且該計量技術已經很成熟,具體產品包括儀表和承重模塊,如圖1所示;圖2為常見的稱重顯示控製器組成的計量網絡係統。
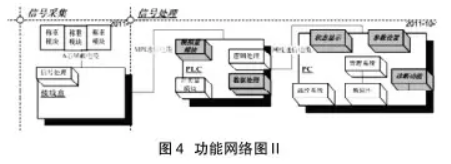
如圖3中所示,稱重控製模式為PLC+PC+終端儀表,其工作原理為:通過[PLC]啟動顯示終端[儀表]開始工作,由顯示終端[儀表]完成配料中稱量(粗稱、精稱)的工作;配料完成後[儀表]將配料信息再反饋給控製係統[PC];顯示終端[儀表]具有配料(和配料狀態顯示保持功能),同時具有參數設置、配方操作、秤校訂等設置功能。
除PC、PLC外,其中的關鍵部件為稱重模塊和顯示終端儀表。顯示終端比較好的品牌有常州托利多(合資),典型的攪拌站設備製造商有三一重工、南方路機等。
該技術降低了對控製係統的要求,但在核心技術掌握(需要二次開發)、升級服務等方麵存在局限,同時還存在的以下技術問題:
(1)校秤操作比較麻煩。當秤參數變化時,對計量係統影響比較大,有時甚至是致命的。有些廠家升級了智能儀表,具備一定的智能診斷功能,如秤係數維護、量程判斷等。隨著科技發展,需要進一步提供完善的智能診斷,如秤係數自動診斷、動態差值檢測等。
(2)由於設計幾部分的連接,除稱重模塊和顯示終端的連接外,一般需要處理PLC、PC和終端儀表之間的通訊;而通訊本身容易受如感應雷、感應電磁等幹擾而出現異常;當然也會引入部分線路故障。
2.2方式二
針對以上方法的不足,國際上一些混凝土攪拌站廠商如LIEBHEER、AMMANN、SCHWING等采則用第二種計量算法[4],且目前使用狀況良好;該算法易於實現通訊、網絡升級、智能診斷等,為客戶提供更好的升值服務。也有攪拌站控製係統專業廠家也采用類似處理方式,如DORNER控製係統。國內還有一些攪拌設備製造商對該升級算法進行了改進和簡化:將稱重信號用簡化的儀表終端進行顯示,用PLC進行控製算法,如徐州利勃海爾。
該類算法既有傳統計量儀表的優點,又充分適應了科技的發展,但硬件、技術要求比較高,開發周期相對較長。目前國內廠家成熟運用該成套實現方案的廠家比較少。
本文立足於此類方式,根據對攪拌站行業計量過程工藝的掌握,設計一種用於使用PLC+PC直接實現儀表功能的}昆凝土攪拌站控製計量單元。
3、新型計量係統設計
具體如圖4所示:
通過PLC+PC的組合,利用PLC機型內部邏輯關係運算實現終端儀表稱重功能,簡化控製構成、減少通訊/線路故障、提高響應效率;利用PC的監控管理係統作用實現複雜的模擬量運算,實現人機交互和智能診斷及其實現。
該係統具有完全的自主性能,易於實現人機交互和網絡功能;同時節約硬件成本。
3.1功能框架
根據計量功能,將各單元之間的關係表示如圖5所示:
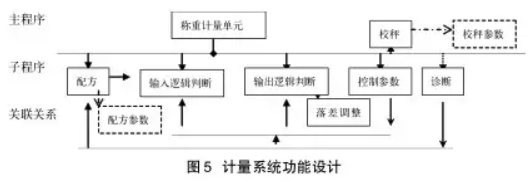
組成框架說明:
(1)配方:接受PC下傳配方、對配方的有效性進行處理(判斷和排隊),擴展一配方管理;(2)輸入邏輯判斷:外部檢測/處理信號判斷;(3)輸出邏輯判斷:輸出邏輯處理判斷(手自動、濾波、落差);(4)控製參數:濾波參數/落差參數;(5)診斷:硬件故障、通訊故障、輸入/輸出異常,返回上位機進行人機交互;(6)校秤:線性標定,擴展一一秤係數管理。
3.2功能實現
如圖4、圖5所示,考慮設計一個稱重計量係統,基本原理為:
通過PLC直接采集稱重模塊輸入的稱量模擬量或數字量信號,然後在PLC內部編程實現配方計算、配重運算、校秤和故障診斷等功能,利用PC實現一般的參數輸入、狀態顯示/診斷等人機交互功能,其具體實現為:
(1)將稱重模塊輸出的信號直接引入PLC對應模塊,實現稱重信號的采集。如果輸入的信號為非標模擬量信號,可通過信號轉換器進行處理;必要的,可加入濾波信號處理單元,實現對幹擾信號的過濾。
(2)由PC輸入生產配方傳至PLC中。配方如含水率、百分比等數值的計算可由PC進行,亦可由PLC進行;同時可易於實現配方的一般性故障判斷診斷;同時可利用PC人機交互的優勢進行完全多配方係統管理如刪減、修改、查詢等等。同時,可考慮PC網絡功能自動將配方參數進行聯網管理。
(3)由PC輸入配重控製的如精/粗稱比例或絕對值、穩秤時間等控製參數,PLC根據生產工藝要求對稱重任務逐一進行稱量。同時,稱量過程中,可不斷檢測稱重信號的穩定狀態並給出處理辦法如斷路停止、稱量超差報警等,超差數值可在PC上設定;依據稱量結果,易於實現人工幹預或自動處理如扣秤或補料、落差手動或自動調整。
(4)配重結束後,各種配重信息如稱量數據、故障信息直接傳人PC。由於PLC控製配重的各種信息狀態直接和PC通信,易於實現友好的人機功能;同時易於實現數據管理。
3.3落差算法
落差算法的優異與否直接影響成品混凝土的質量,而且對攪拌站的生產效率起著一定的提高作用。落差調整計算方法可采用模糊PID控製、差值修訂法[5]等。
3.4校秤
稱重模塊的校訂,直接通過PC操作即可實現,可采用普通的2點校秤原理。同時,記錄校訂的結果,易於對秤係數進行維護管理:在稱重單元不發生變化情況下,直接進行數據的簡單拷貝即可實現;對同類型的配置,簡單修正即可。
同時,可通過PC對校秤結果進行管理和分析,如秤係數值存在較大差異時,實施提供報警提醒信息;當稱量出現異常如超差等,即時提醒操作員進行幹預或維護。擴展地,可通過網絡功能,實現秤係數的監管和故障分析。
4、結語
經實驗驗證,本設計算法具有以下優點:
(1)采用PLC+PC的控製運算模式,可利用PLC內部程序設計替代終端儀表稱重功能,降低了電氣/通訊儀器儀表故障的可能性、提高了係統的可靠性和可維護性;
(2)實現了配方計算、配方管理、等操作的網絡化管理;網絡化的功能,還能便於遠程監控、實時故障分析處理;
(3)實現了稱重運算邏輯組織,包括精粗稱、落差計算、時序控製等,實現了稱重過程的實施監控和過程診斷,實現了稱重的人機交互如扣秤/超差處理等;提高了校秤操作的簡易性和稱量數據管理的便捷性。
綜上所述,本設計算法具有很強的實用性和推廣型,不僅對提高攪拌站整體質量和技術水平有著積極得意義,更能為客戶創造出更多的價值。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器