谘詢電話
ENGLISH0755-88840386PLC在配料係統的應用
發布時間:2021-06-18 10:29:01 |來源:網絡轉載
0 引言
PLC是麵向工業發展起來的一種新型的工業控製器 , 它將計算機的編程靈活、 功能齊全、 應用麵廣等優點與傳統繼電器控製係統的控製簡單、使用方便、抗幹擾能力強、 價格便宜等優點結合起來 , 且其本身又具有體積小、 重量輕、 耗電省等特點 , 在工業生產過程控製中得到了廣泛的應用。近幾年 , 在電石廠、冶煉廠、 鋼鐵廠等重型工業的配料係統和輸送係統中廣泛采用了 PLC控製 , 改善了工人的工作環境 , 精簡了操作人員 , 減少了配料中的人為誤差 , 取得了良好的經濟效益。
1 配料係統工作原理
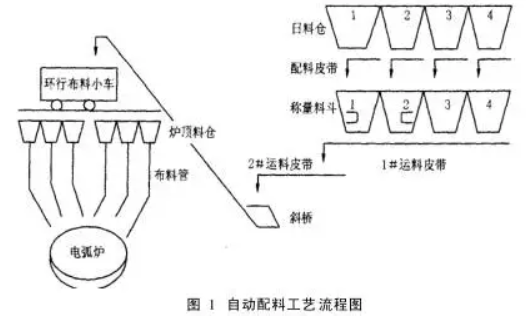
某冶煉矽鐵廠的自動配料生產工藝流程見圖 1 。配料係統是鐵合金冶煉中原料係統的重要組成之一。原材料焦炭和矽石通過破碎、篩選後 , 由配料係統按照其大小不同分別送入日料倉 , 每個料倉下有一個稱量電子秤。 根據冶煉工藝要求 , 配料操作人員分別在大焦、 小焦、 矽石和附加料的電子秤設定所需質量值和料的批數。 按下啟動按扭 , 首先電子秤測量稱量料鬥的皮重, 將皮重存入電子秤並顯示皮重, PLC檢測日料倉、 稱量料鬥倉門的合位信號 , 當各料鬥門合位到位 , 啟動配料皮帶 , 輸出控製信號打開料倉下的氣壓閥 , 開始下料 , 配料皮帶將料送入稱量料鬥 (每個稱量料鬥內裝有兩個稱量傳感器 ) ,電子秤連續檢測稱量料鬥的質量並連續顯示質量值。 當質量值達到該稱量料鬥的設定值時 , 電子秤給 PLC發信號 , PLC輸出信號關閉料倉閥門和配料皮帶電機 , 停止給料 , 然後啟動運料皮帶 , 開啟稱量料鬥底門 , 運料皮帶將物料送入斜橋料鬥 , 料鬥通過斜橋將物料送入四層環行布料小車 , 完成一個稱量運料過程。 當斜橋料鬥送完物料返回到裝料地溝處時 , PLC進行下一個配料過程。PLC記錄配料批數 , 當配料的設定批數到時 , 所有的設備停止運行 , 處於準備狀態 , 等待下一個爐頂要料信號的到來。當要料信號到來 , 需要第二批上料時 , 重複上述操作過程。
2 配料係統的組成
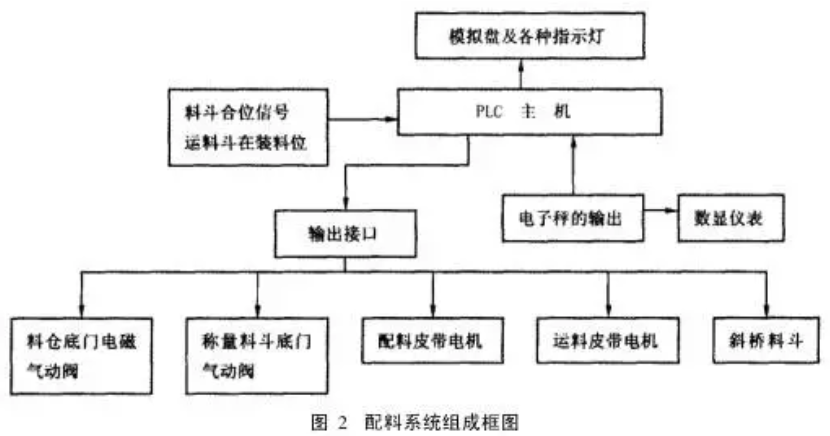
配料係統組成框圖見圖 2 。它主要包括: 4台電子秤 (每個稱量料倉放置 2個稱量傳感器 ) , 4個料倉 , 4條配料皮帶 , 2條運料皮帶 , 1個斜橋料鬥電機 , 8個氣動電磁閥。
2. 1 稱量料鬥式電子秤的工作原理和功能
該電子秤由 2個裝於料鬥底部的應變式重力傳感器和信號處理部分組成 ,其額定載荷為 250kg,它的輸出信號驅動其微型輸出繼電器 , 以開關量形式將信號送入 PLC, 它有調零、 去皮重、 加皮重和撥碼盤設定稱量值等功能 , 每個電子秤采集 2個稱量傳感器的輸出信號 , 求其平均值 , 所以其稱量精度高。
2. 2 PLC的選型
由於該係統的控製量為開關量 ,根據控製要求和可編程控製器的性能特點 ,選擇三菱公司的 FX 2N — 40M RPLC 。 FX 2N 係列的特點是采用積木式模塊化結構, 係統構成靈活, I /O口擴展方便 , 指令豐富 , 編程方式多樣化 , 既可使用梯形圖語言 , 又可使用 SFC方式。
3 控製方式
係統設為兩種工作方式 , 即自動和手動方式 , 用轉換開關來選擇。 其中手動工作方式是在調試、維修時使用或者在 PLC故障時應急用。
4 軟件設計思想
4. 1快、慢速給料控製
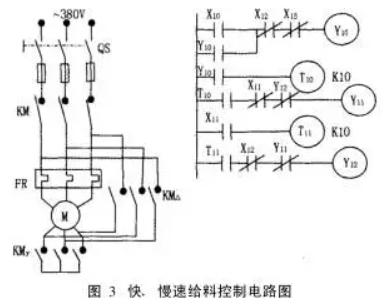
為了提高配料精度 , 給料方式采用快、 慢速給料。當料鬥料重小於設定值的 90 % 時 , 配料皮帶電機在三角形接線方式下運行 , 電機定子繞組電壓為380V, 電機轉速為額定轉速 , 即快速給料; 在料鬥料重大於設定值的 90 %時 , 配料皮帶電機在星形接線方式下運行 , 電機定子繞組電壓為220V, 電機轉速低於額定轉速 , 即慢速給料; 當料鬥料重等於設定值時 , 關閉料倉閥門 , 配料皮帶電機停止。 快、 慢速給料控製電路圖見圖 3, 其中 X 10 、 X 11 、 X 15 分別是料重小於設定值的90 %、 料重大於設定值的 90 % 、 料重等於設定值時電子秤的輸出信號 , X 12 是停止信號; PLC的輸出繼電器Y10 、 Y 11、 Y12 分別控製 KM、 KM Δ 、 KM Y 接觸器。
4. 2 料鬥放料控製
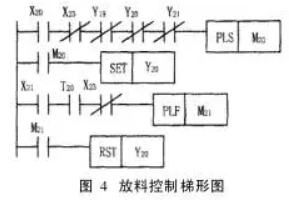
由於可編程控製器的程序執行方式為循環順序掃描方式 , 其程序運行時間最短為幾毫秒 , 最長為100ms,且時間的長短隨執行情況有所變化。為了確保控製的可靠性 , 隻允許料鬥底門在一個工作周期內打開一次。在編程中采用脈衝輸出指令PLS/PLF, 允許放料信號上升沿觸發一次掃描周期。其梯形圖見圖 4 。
4. 3 稱量精度的控製
由於料的粒度較大 (矽石的粒度在 40mm~80mm, 焦炭的粒度在 5mm~ 13mm) , 稱量料鬥中存在蓬料或粘料現象 , 使料鬥的料放不幹淨 , 造成稱量誤差。 可利用電子秤加皮重的功能除去稱量誤差。其過程如下: 按下加皮重按鈕 ,首先到 RAM中去讀取配料的理論重量 X e ,再將設定值 X e 與皮重 X o 相加送到電子秤中的 RAM作為電子秤新的設定值 , 以解決料鬥蓬料和粘料的問題。 又由於每次下料的量較大 , 料鬥的體積較大 , 因此每次粘料的重量也可能很大 , 況且多次粘料的積累 , 這個值可能相當大 , 當皮重值大於電子秤設定的皮重值時 , 電子秤給 PLC發出信號 ,PLC發出警報並使相關的設備停止 , 提醒操作人員去清除故障。
4. 4 斜橋料鬥中的料倒不幹淨或料鬥過翻
為了使斜橋料鬥的料倒幹淨 , 斜橋料鬥在斜橋頂端每次倒料兩次。 為了防止料鬥過翻 , 在斜橋距頂端5000px處裝一對光電開關 , 當光電開關發出第一個脈衝時 , 提升電機減速運行 , 減少料鬥的衝擊力。 如果料鬥過翻 , 料鬥在規定的時間內沒有下降, 光電開關的第二個脈衝沒有到來, 提升電機停止並報警 , 防止提升電機繼續轉動而使鋼絲繩拉斷。 同時在四層上料口設有手動控製提升電機的按鈕 , 當操作人員將過翻故障消除後, 可以手動啟動提升電機 , 使提升電機反轉帶動料鬥下降。
5 結束語
配料控製係統應用比較廣泛 , 采用了可編程控製技術 , 使整個控製係統的可靠性和精度大大提高 , 實現了自動控製。同時由於 PLC擴展容易 , 可以對它進行擴展 , 如隻需增加 I/O接口模塊就可擴展原料係統的輸送控製; 也可以與電爐控製係統連接 , 隻需增加通信模塊就可實現與上位機的通信 , 從而實現電爐整個係統的計算機管理。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器