谘詢電話
ENGLISH0755-88840386PLC在幾內酰胺包裝秤中的應用
發布時間:2021-06-08 13:47:02 |來源:網絡轉載
我公司的幾內酰胺包裝秤係90年代初期產品,為單螺旋給料方式,稱量精度差、誤差大,其電氣控製係統中中間繼電器,時間繼電器,計時器種類多,數量多,多年運行後時間繼電器,計時器損壞率很高,價格較貴且不易購買,出現問題不易檢修(檢修時間長),嚴重影響生產正常運行。本文采用S7-200可編程控製器對包裝秤的電氣控製係統進行了技術改造。
設計過程的基本步驟為:①分解被控對象或機器。②建立功能規範。包括輸入/輸出(I/O)點,操作的功能描述,每個執行器允許狀態,操作接口的描述以及與被控對象或機器的其他部分的接口等。③安全電路設計。④詳細說明操作員站。⑤建立PLC配置圖。
幾內航胺包裝秤組成和工作原理
1.組成結構
包裝稱主要由控製櫃、加料裝置、放料裝置、夾袋裝置、稱量鬥、稱重顯示控製器、傳感器、氣動係統和框架結構等組成。
2.工作原理
被包裝物料通過加料係統進入秤鬥,在重力作用下,秤鬥將重力傳遞至傳感器,使秤重傳感器彈性體產生形變,貼附於彈性應變梁上的應變橋路失去平衡,輸出與重量數值成比例的電壓信號,經線性放大器放大,再轉換為數字信號,由儀表的微處理機對重量信號進行處理後直接顯示重量:數據,重量數字信號變化過程由儀表設置參數控製在設置值上轉換成開關信號輸出。開關信號輸入可編程控製器(PLC),開關信號在PLC內經過程序控製,輸出PLC開關信號,控製各電器執行部件,再由電器執行部件轉變機械動作,控製物料粗加料、細加料、停止加料以及秤鬥放料等動作。
3.工作過程
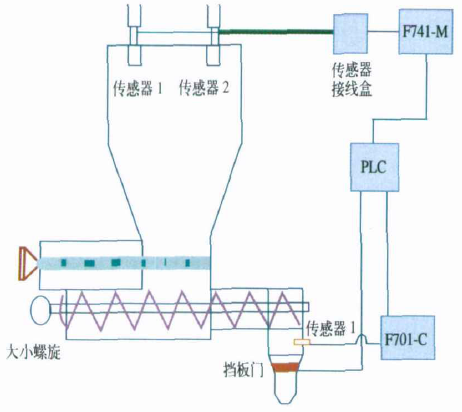
現以一台包裝秤的設備圖說明它的包裝過程,如圖1所示。
打開控製盤麵板上的電源開關,按下啟動按鈕SB1,此時稱重顯示控製器F741-M接受傳感器1、2的檢測信息判斷是否高料位、低料位,如果是,發出相應報警,如果不是則等待操作命令。此時按動手動套袋開關,夾袋氣缸機構動作,稱重顯示控製器F701-C接受PLC的啟動信號打開擋板門,並回饋PLC信息大螺旋機構動作開始粗加料,加到設定之後,小螺旋機構動作開始細加料直至達到設定值。稱重顯示控製器F701-C接受PLC的啟動信號關閉擋板門,PLC控製執行機構釋袋完成-個工作循環。
S7-200簡介及控製電路
S7-200具有緊湊的設計,良好的擴展性,低廉的價格及強大的指令,可以滿足多種多樣的自動化控製需要。1台S7-200MicroPLC包括一個單獨的S7-200PLCCPU,帶有各種各樣的可選擴展模塊。根據包裝秤的控製要求,我們選用PLC的型號為CPU224。
其輸出類型為繼電器-幹觸點,電壓允許範圍為5~250VAC,可直接帶220V的負載。繼電器開關延時最大為10ms,機械壽命(無負載)為10000000開/關,這樣大大提高了使用壽命。
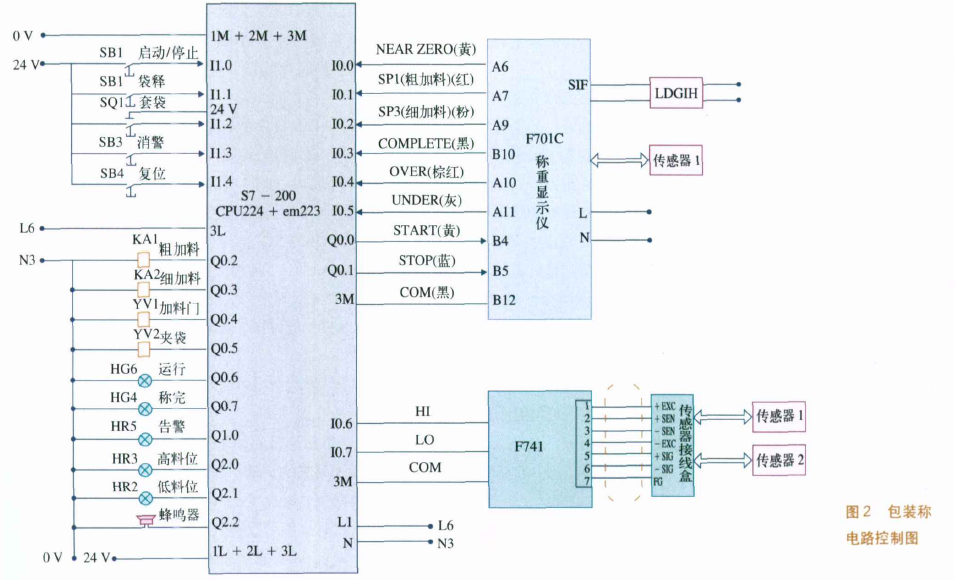
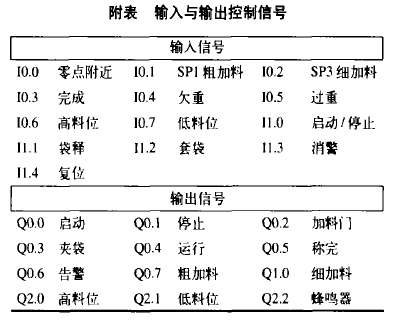
根據控製要求,包裝秤的電路控製如圖2所示。其輸入信號,輸出控製描述如附表所示。
軟件編程
使用SIEMENS的編程器PG710,用PC/PPI電纜建立通信(接口為RS485),就可以與S7-200CPU建立在線聯係。即可以對幾內酰胺包裝秤進行軟件的編程,調試工作。它采用STEP7-Micro/Windows32軟件包,支持32位Windows95/98/NT/2000環境。
S7-200CPU程序由3個基本元素構成:主程序,子程序(可選)和中斷程序(可選)。S7-200CPU連續執行用戶程序,控製一個任務或過程,利用STEP7-Micro/Windows32可以建立用戶程序並把它下裝到CPU。在主程序中,可以調用不同的子程序或中斷程序。
編程采用SIMATIC指令與STEP.7-Micro/Windows32軟件。與STEP7使用3種編程語言:語句表、梯形圖和功能方框圖。當係統較大,程序較複雜時,用梯形圖和功能方框圖更方便。
結束語
采用S7-200PLC後,控製線路簡單,維護方便。由於沒有中間繼電器,計時器及時間繼電器的轉換,使係統可靠性大大提高,動作靈敏準確,故障率,維護費降低。設備運行周期得以提高,保障了化工生產的穩定運行。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:自動稱量包裝秤使用分析
- 下一篇:定量包裝電子秤
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器