谘詢電話
ENGLISH0755-88840386鐵合金廠配料係統配料小車的定位控製
發布時間:2021-04-23 14:53:07 |來源:網絡轉載
0引言
文中以鐵合金冶煉生產過程為具體研究對象,通過氧氧精煉鐵合金節能減排工藝研究,構建鐵合金生產過程DCS節能控製係統,創建高碳素鐵水直接生產中低碳銘(錠)鐵的新工藝,開創氣氧精煉鐵合金節能工藝產業化生產的先例,實現銖合金企業生產過程節能降耗的全局優化,提升吉林省工業節能科技創新的水平。
實際生產過程中,配料小車能夠及時、準確地到達指定的料倉口,並且定位精度要求控製在+10mm以內,完成與料倉口的快速、準確對位,對於提高整個配料係統的工作效率是極其重要的。然而,我國多數鐵合金生產企業配料係統配料小車仍是人工操作或半自動化操作,自動化水平低,故障率較高,定位精度不高,與國外先進水平的差距較大⑴。所以,有必要研究一種工作效率高、自動化水平高、故障率低、精確定位的配料小車智能定位控製係統。本係統則是采用以DSP與PLC相結合的智能控製策略,充分利用DSP的高速數據處理能力⑵和PLC控製的可靠性。DSP通過模糊控製算法完成了對小車的快速、精確、穩定的定位,大大提高了配料工作效率。
1係統組成及原理
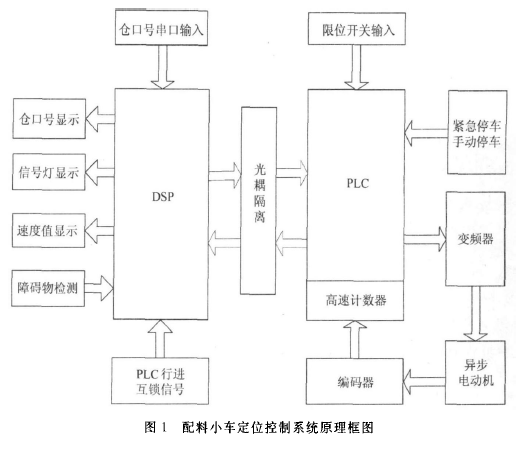
小車智能定位控製係統主要由PLC(帶高速計數模塊)、DSP、變頻器、異步電機及光電編碼器等組成。其工作原理為當DSP收到由中央控製室傳送來的裝載信號(料倉口號)指令時,DSP將傳送過來的料倉口號與配料小車現停料倉口號進行比較,即可得到一個帶符號數值。該符號數值與兩個料倉間距離係數相乘並取絕對值,即小車需要運行的距離⑶。該數值的符號用以判斷小車將要運動的方向,從而決定輸出給驅動電機正轉或反轉信號,DSP以此計算出小車走行該段距離編碼器需發岀的脈衝數作為設定脈衝數。通過設定脈衝數和運行實時釆集的脈衝數之間差值來判斷小車是否到達指定的倉口。DSP判斷預配料倉口號與現停倉口號之間的距離之後,根據距離的大小來給出初始速度值,小車初始速度值與距離成正比。DSP將初始速度值傳送給PLC控製器,PLC控製變頻器使電動機在較高的速度下運行。旋轉編碼器獲得電動機轉速信息並送到PLC中,旋轉編碼器的脈衝計數即異步電動機的轉子位置檢測由PLC(帶高速計數器)完成。由於PLC是一種順序控製器,難以單獨完成複雜的控製算法,因此檢測結果傳送給DSP,根據PLC傳送過來的位置信號,DSP完成控製算法,得到輸出控製量——速度給定值,DSP再將控製指令傳送給PLC,並進行結果顯示,使配料小車減速到相應速度下運行,當DSP發出配料小車停車定位指令並傳送給PLC,控製電動機延時停車。同時,編碼器檢測停車定位誤差,並將信息重新送回到PLC,且上傳給DSP,測到的定位誤差對延遲時間進行修正,PLC將速度給定值的模擬量送到變頻器的模擬控製端進行控製,形成位置閉環控製。為了確保小車安全精確定位在軌道上,設置接近開關並形成反饋的信號,進行階段行程觸發和硬限位保護作用。障礙物主要包括人和除人以外的任何物品。與之相應的檢測方法為用GAF型反射式光電開關檢測軌前是否有物品;用0P型紅外線開關檢測軌道前是否有人。當兩個開關中的任何一個檢測到障礙物時,都將停止配料小車運行,待障礙物清除後,配料車繼續向目標料倉口運行,最終實現在要求的精度範圍內快速、準確、可靠地停車定位。係統原理框圖如圖1所示。
2硬件設計的實現
2.1PLC控製器
PLC控製器根據小車本身控製係統總體要求而選擇確定,附帶高速計數功能。本係統選用西門子S7-3OO(帶高速計數器),中央控製單元選用CPU315-2DP作為PLC的核心部件,進行邏輯和數字運算,協調整個控製係統。
2.2DSP處理器
數字信息處理器TMS320F2812作為核心處理器.TMS320F2812具有32位定點的C28xTM內核和150-MIPS的高速處理能力,TMS320F2812是一塊高集成度的控製芯片,可自如地完成大量複雜的控製算法。利用其豐富的片上外設可以方便地采集和處理各種傳感器的信號,實時控製配料小車的運動,同時完成與上位機的通信。
2.3變頻器
係統選用MM440⑸變頻器,利用變頻器外控開關量輸入端5和9以及6和9之間的開關輸入信號,可實現電動機的啟動及正反轉控製功能。利用變頻器本身帶有的可反映變頻器工作狀態的集電極開路輸出電路,實現配料小車的製動功能。利用變頻器內在的保護功能,實現電動機的失壓、過壓、過流、過載、過熱等保護功能。
2.4編碼器
係統選用內密控公司OVW2-10-2MHC型號旋轉編碼器,每轉輸出1000個脈衝。編碼器⑹作為反饋元件安裝在小車從動輪上,從動輪每轉一圈時發出1000個脈衝,配料小車的輪直徑為250mm,根據傳動比例關係,可以計算出編碼器每個脈衝代表小車所走的距離是0.8mm。
3軟件設計的實現
軟件設計主要是DSP程序設計和PLC程序設計。DSP程序設計包括主程序、運算子程序、與上位機通信子程序、與PLC通信子程序、輸出子程序、實時報警子程序。PLC程序設計包括主程序、與DSP通信子程序、控製子程序。其中,DSP程序設計中運算子程序是軟件設計的難點和重點,該部分主要用到的控製算法為模糊控製算法,下麵給出了該係統模糊控製算法的設計。
3.1模糊控製器設計
異步電動機是一個高階非線性、多變量的複雜對象,難以建立精確的數學模型,因此給控製帶來較大困難。而模糊控製無需依賴被控對象的數學模型,隻要求將專家的經驗和知識進行歸納總結,形成控製規則,采用模糊控製理論進行推理、判斷,從而得到符合實際的控製輸出。設計模糊控製器的輸入量為位置偏差E和位置偏差變化率E。,輸出控製量為給定轉速U,考慮該控製係統在各個不同階段呈現不同的特點,應實施不同的'控製策略。而異步電動機定位控製性能的關鍵是定位精度的提高,因此,在位置誤差較大的地方采用“粗調”,在位置誤差很小時采用“細調”方案。
3.1.1粗調
考慮旋轉編碼器的計數範圍為[-600000,+600000]個脈衝數(PLC采用上/下計數方式),因此,粗調時偏差E的取值範圍為[—600000,+600000]個脈衝,E和的論域定為[—6,+6],量化為13個等級。輸出控製量U的取值'範圍為]-1500,+1500Jr/min,論域為[—6,+6],量化為13個等級。將上述3個連續變量離散化,描述E和Ec的模糊語言變量為7個:NB,NM,NS,O,PS,FM,PB;描述U的模糊語言變量為7個:NB,NM,NS,O,PS,PM,PB。
3.1.2細調
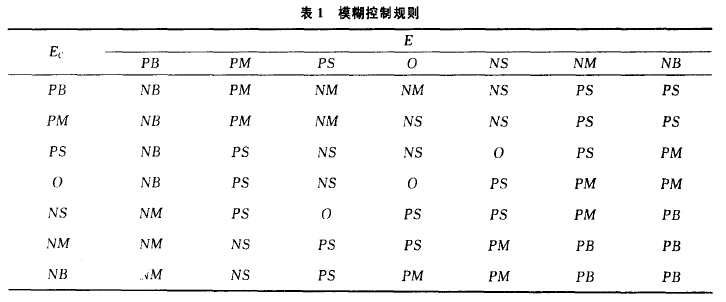
輸入變量仍為E和在粗調的“零”域內進行細調,給定E的取值範圍為[—50000,+50000]個脈衝。E和Ec的論域定為[—5,+5],位置偏差E量化為11個等級,即一5〜+5,離散化後的模糊語言變量為7個:NB,NM,NS,O,PS,PM,PB。輸出控製量U的取值範圍為[—100,+100]r/min,論域定為[_4,+4],&和U量化為9個等級,離散化後的模糊語言變量為7個:NB,NM,NS,O,PS,PM.PB。
為了調高控製的靈敏度,盡快消除誤差,選取正態函數作為模糊變量的隸屬函數。根據大量的操作經驗可知,若使異步電動機的轉軸在給定位置定位,則當轉子位置距離給定位置較遠(即位置偏差較大),希望電動機以較高轉速旋轉,給定轉速應該大一些;當位置偏差較小時,希望電動機轉速低一些,盡量不衝過給定位置,此時,給定轉速應該小一些;當位置偏差到達誤差限之內時,希望電動機停轉,給定轉速應該為零。將E,Ec,U進行總結,可分別得到粗調、細調時模糊控製規則曹一旳。其中細調模糊控製規則見表1。
根據表中規則進行模糊推理,求出每條模糊規則的R,,在計算出每一條模糊條件語句的模糊關係R後,由於存M語句之間的“或”關係,可計算岀整個控製係統模糊控製規則的總模糊關係,即:
![]()
還可根據推理和規則求出其輸出語言變量論域上的模糊集合U,即:
![]()
最後按加權平均法(加權平均法應用最為普遍)對每個模糊子集U進行模糊判決運算,得到粗調和細調的模糊控製查詢表。此表可以直接用於電動機的實時控製,減少了複雜的運算,保證了控製的實時性,可以實現電機在指定位置的停車定位。
3.2實驗結果分析
通過實踐運行結果可以得到配料小車運動的曲線,如圖2所示。
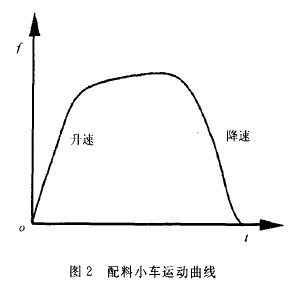
從圖中可以看出,配料小車的運行曲線分為升速、恒速、降速3個階段。根據實際運行情況可以看出,配料小車當前所停留倉口號位置與目標倉口號距離較近時,小車恒速階段f值較小,且升速、降速時間會相對較短。當該距離較遠時,恒速階段的值會很大,且升速、降速時間會相對較長。這說明配料小車能夠根據預運行距離的長短自動選擇升速、降速階段的運行時間和恒速階段的速度值,實現了配料小車的自動化和智能控製。
4結語
配料小車實驗運行100h後結果表明,定位精度達到了土5mm,完全滿足係統士10mm的要求,且配料小車的運行、定位速度完全滿足係統要求運行最長3min的時間要求,而且小車啟動和製動停止沒有明顯的抖動,較為平穩。
本研究提出了基於DSP芯片與PLC控製器相結合的配料小車精確定位控製係統,大大提高了係統的自動化程度,減少了大量的繼電器和硬件接線,增強了配料控製係統的可靠性和高效性。采用DSP完成控製算法和PLC控製執行機構對配料小車的位置控製,具有定位精度高、動態響應好等特點,能夠平穩、快速、精確定位。
從節能角度說,鐵合金企業配料係統一般有幾十個料倉,都是采用傳送帶加配料秤的配料形式,這樣需要幾十條傳送帶和幾十個配料秤。而用到配料小車,且將配料秤安裝在小車上則隻需一條傳送帶和一個配料秤,大大降低了硬件投入和能源的消耗,達到了節能減排和高效率的目標。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
- 上一篇:配料樣使用經驗談
- 下一篇:小型集散係統S9000在配料控製中的應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器