谘詢電話
ENGLISH0755-88840386全自動裝包機及控製係統
發布時間:2021-03-29 15:14:52 |來源:網絡轉載
唐山某糖業 2015 年 9 月引進意大利某公司生產的全自動包裝機兩套,用於50公斤的白砂糖編織袋淨重稱量、包裝、封口。白砂糖生產線包裝能力:淨重50公斤/袋,每條生產線包裝速度為 850/900包每小時。快速並精確地稱量、包裝,要求設備完美運行。全自動包裝機的結構組成:稱量部分、上袋部分、裝糖部分、運輸部分、縫包部分、控製部分。
1稱量部分
全自動淨重秤,型號 NET/CC-G。主要係統構成:供料漏鬥、弧形給料門,稱量料鬥,稱重控製器;產品從供料漏鬥由重力作用下落, 通過弧形給料門攔截,稱量料鬥稱重量、稱重控製器計算發出粗給料、細給料、關閉命令給電磁閥到氣缸驅動弧形門執行動作,完成精確稱重。
供料漏鬥為倒錐形,作為連續供料的供料槽,要確保產品供料漏鬥內產品連續不斷。對此安裝三個料線指示器,料線滿時,打斷接收產品;料線低時,及時向供料漏鬥連續供料;料線極低時,稱重部分等待。
弧形門設計,開關迅速、不擠壓產品,不存在關不嚴的和擠碎物料的情況。門的開關有雙氣缸聯動,控製三個位置打開、中間、關閉。打開位機械開度可調,高速供料;中間位機械開度可調,低速供料; 高速是為提高加工速度,低速保證供料速度降低到精加工速度,提高控製精確度。
稱量料鬥由稱重傳感器和稱量鬥組成,在此得到精確的產品重量, 稱量鬥下部是兩個金屬窗門氣動氣缸驅動快速開關,迅速收放產品; 稱重傳感器原理電阻阻值與產品重量成正比關係,通過惠斯通電橋引入電路測量放大通過控製器處理轉換成數字量。稱重控製器是整個稱重部分的核心,控製器型號:BRAN+LUEBBE SWA 2000C 負責采集數據、顯示重量、自動運算並發出稱量指令等的任務。控製器連接包裝機的 PLC 係統,控製所述稱重執行器,以盡可能準確地執行稱重的步驟。
2上袋部分
上袋部分構成:自動袋倉、真空係統、取袋組、夾鉗提袋組。真空吸盤從袋倉提取空袋,放置於運動的懸鏈線上,袋子運動到可旋轉90°的機械臂下,機械臂頂端氣動手抓住平袋子旋轉 90°送到固定鉗變為豎向夾持。為開袋、裝袋做準備。
袋倉平行三個倉位,堆疊空袋,由電機帶動循環使用,空倉手動填補袋子。自動移動到真空吸盤下,上袋倉側麵由光電開關確定袋子的精確定位。真空泵提供負壓,通過吸盤將編織袋吸起到運動中的懸鏈線上,負壓保持延時停止袋子落在懸鏈線,移動到袋子水平抓取位。懸鏈線是施耐德變頻器控製,有啟停命令和加減速點,速度可調,通過光電開關信號和機械擋板確保袋口水平完好停在機械臂氣動手抓取位。有袋厚檢測探頭模擬信號進入 PLC,判斷是否雙袋,如果袋厚超過設定值,機械臂送到固定鉗位,固定鉗不夾取。固定鉗夾袋等待移動組取袋,到裝糖位。
3裝糖部分
裝糖部分的結構組成:移動組、束袋機。移動組從固定鉗夾取編織袋通過兩排負壓吸盤吸開袋口,運動到束袋機下結合好撐開的袋口接受稱量好的糖。
移動組是運送裝滿袋子的設備,擔負著取空袋和運送滿袋的任務。移動裝置臂分為兩個部分,第一部分是從上袋部分的固定鉗處提起空袋,通過吸盤負壓打開袋口,並運送到束袋機下填充位置;同時第二部分是將束袋機下裝滿糖的袋子夾送到運輸部分,通過運輸部分將產品傳送的到縫包部分。移動組裝置水平來回往複運動,由齒形帶傳送減速電機驅動,變頻器驅動電機,六個接近開關分別控製正反轉啟停命令、加減速命令。
束袋機裝置為填充單元,兩片扁帶從隔層伸出以配合被小吸盤吸開的袋口,將袋口撐開為近似長方形。完成卸料後扁帶向上移動,縮回到隔層,使袋子可以水平平移到下一工序。長方形側麵兩邊配有夾具,兩個卡鉗夾緊袋子的末端,限製袋口,讓編織袋與扁鋼結合密閉, 防止產品外漏也防止有雜質進入袋子汙染產品。裝滿袋結束後,扁帶收回,夾具卡鉗水平向兩邊移動拉平編織袋口。移動組夾緊袋子邊緣後,夾具卡鉗釋放回到初始位置,束袋機部分設備動作都是由電磁閥驅動氣缸完成的。
4運輸部分
運輸部分的構成:振動輸送機、夾送輥、輸送帶、袋子輸送機。其中振動輸送機和夾送輥裝在編織袋下方部與上部移動組配合使用,輸送帶承載滿袋產品與在上部夾著袋口的袋子輸送機以相同的速度運動,將袋子運送到縫包部分縫包。
振動輸送機的位置在束袋機的正下方,同時振動輸送機、卸料輥、輸送帶安裝在同一水平機械基礎上,該基礎可上下移動,調整高度以適應不同長度的編織袋。在袋子填充過程中輥式振動輸送機上下升降並振動,動作由下部氣缸驅動完成,主要目的是盡可能的將產品裝實。填充過程結束,輥道升起與上部移動組配合使滿袋產品向下遊移動。完成後,輥道重新降下來循環下一袋產品。卸料輥,輥道有多根並排的配有小齒輪的輥子構成,通過鏈式傳送帶來移動,變頻調速。卸料輥是裝料部分與縫包部分的過渡,裝滿產品的編織袋由束袋機下過渡到輸送帶上(承載重量),袋子輸送機在上部夾緊平整的袋口,同步運輸到縫包機處縫口。袋子輸送機是通過兩個對立傳送帶夾緊編織袋口,並引導袋子的進給,確保袋邊完美對齊。變頻調速確保與下麵的輸送帶同步。
5縫包部分
縫包部分功能構成:折邊裝置、有袋感應探頭、斷線檢測傳感器、縫包機、切刀等。
折邊裝置安裝在袋子輸送機上,進縫包機前。彎曲形狀的金屬板由氣缸帶動旋轉,當有袋感應探頭經過袋子觸發,電磁閥驅動氣缸動作一次,袋口在進縫包機前被平整折起。縫包機啟停時機由有袋感應探頭觸發,PLC 內部定時器設定延時控製。縫包機頭通過變頻調速, 與運輸部分速度相匹配。針線和底線分別穿過斷線傳感器,斷線報警停止運行,防止縫包不嚴產品灑出。在編織袋縫好出縫包機後,氣動驅動切刀動作切斷鏈狀針線,完成縫包。
6控製部分
控製部分構成:動力櫃和控製櫃、分散 IO、閥島、檢測原件、執行元件等。動力櫃內主要是電源回路、接觸器變頻器等電機控製回路。電源配電器件選用西門子產品,變頻器選用施耐德ATV32 係列。控製櫃內主要是 PLC、繼電器、安全模塊裝置、接觸器等。
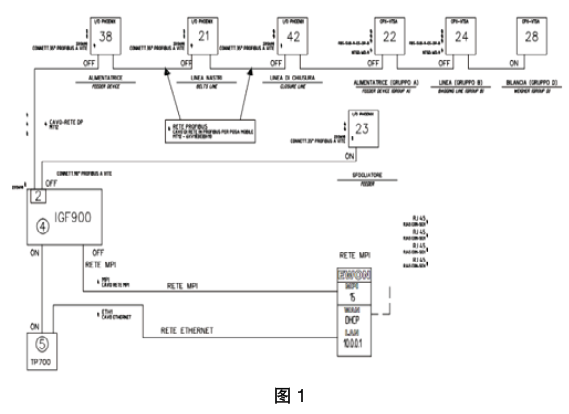
PLC 選用S7 315-2DP 處理器,擴展設備通過DP 通訊協議, 連接有分布 IO,TP700 人機界麵、FESTO 閥島控製電磁閥。網絡拓撲圖如圖 1。
IGF900 是整個控製係統的大腦,S7 300CPU 運算、處理采集設備的狀態數據,發出指令給各輸出設備執行相應的動作。 所有設備按CPU 內編好的程序運行,當運行階段出現故障或有中斷條件,設備停下來在 TP700 操作麵板上會出現停機原因。排除故障或解除中斷條件後重新啟動設備、自動運行。TP700 人機界麵內容豐富,可以監控設備的狀態,可以在線修改設備運行參數,調整設備。可手自動切換, 正常運行在自動狀態,調試設備、處理故障時可手動在觸摸屏上操作動作設備。
作者:王曉明
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器