谘詢電話
ENGLISH0755-88840386基於連續回轉式充填方案的開袋補償分析
發布時間:2021-03-24 15:58:39 |來源:網絡轉載
0引言
多功能袋包裝是集製袋、充填、封口、分切於一體的包裝機[1-2]。20 世紀 90 年代以來,隨著包裝材料的不斷更新,商品的軟包裝領導著包裝的主要潮流,多功能袋包裝機得到了迅速發展。袋成型—充填—封口包裝機作為一種高效的、優秀的軟包裝機械,適用於各種塑料複合薄膜袋和鋁箔複合薄膜袋,在我國輕工、食品、藥物、化工等行業的產品包裝中應用非常廣泛[3-4]。然而,目前此類包裝機基本是以間歇式製袋充填包裝的形式,包裝的速度和產能受到很大限製,影響了包裝效率和水平的發揮,急需開發高速高效的自動化包裝設備,實現規模化生產[5-7]。
多功能袋包裝機的包裝工藝一般由製袋、開袋、充填、封口等工序組成,製袋完成後再分切成獨立的單袋進入充填,充填裝置通常需要停頓以便接袋、開袋及充填,這些停頓時間相對較長,限製了包裝機的生產效率[8-9]。因此,研究設計適合連續多功能袋包裝的包裝袋形式及開袋充填方式,對於實現包裝的連續高速化作業具有重要意義。
1連續回轉式充填工藝方案研究
1.1連續包裝袋
包裝袋形式對製袋、開袋充填工藝有很大影響。多功能袋包裝機主要用於小袋包裝。在線製袋小袋的包裝形式有很多,按袋的形狀和成袋工藝主要分為枕形袋、四麵封口袋、三麵封口袋和直立袋。其中在臥式多功能袋包裝機中, 以三麵封口和四麵封口製袋充填封口包裝機為主[10]。
傳統的臥式四麵封袋成型 - 充填 - 封口包裝機中,薄膜經製袋裝置成型後由切斷裝置將其分切為一個個獨立的未封口的包裝袋,再由充填裝置進行接袋、開袋、充填完成包裝[11]。
單個包裝袋進入充填裝置後,接袋、開袋、充填等各動作都是針對單個包裝獨立完成,充填裝置通常需要停頓以便接袋、開袋及充填,這些停頓時間相對較長,限製了包裝機的工作效率。為解決這一問題,設計一種連續包裝袋形式及其接袋、開袋,充填包裝工藝方法,連續包裝袋進入充填裝置時的狀態,所有的包裝袋作為一個相互連接的整體。
1.2連續回轉式充填工藝
如上所述,欲提高包裝機生產效率,必需同時對多個包裝袋同時進行充填。所有的包裝袋作為一個相互連接的整體,包裝袋一個接一個連續進入充填裝置完成開袋、充填動作。借鑒飲料灌裝生產線的運作形式,采用回轉式開袋充填方式,在充填裝置回轉的過程中,完成開袋、充填動作。
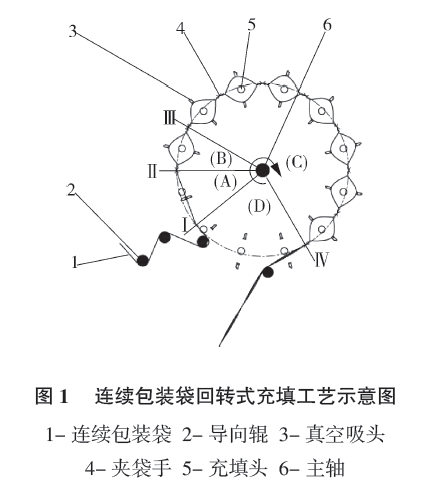
圖 1 所示為連續包裝袋回轉式充填工藝示意圖,一個包裝袋對應一個工位,I 為接袋位置, II 為開袋位置,III 為開袋完成位置,IV 為充填完成位置。製袋裝置製成的連續包裝袋經導向輥在位置 I 由接袋夾袋手夾持進入充填裝置,夾袋手夾持連續包裝袋繞主軸旋轉,包裝袋由位置 II 旋轉到位置 III 的過程中由夾袋手和真空吸頭協同完成開袋,開袋完成後充填頭下降伸入袋內開始進行充填,包裝袋隨著主軸旋轉過程中持續充填,到達位置 IV 時充填完成,然後由牽引裝置牽引離開充填裝置。
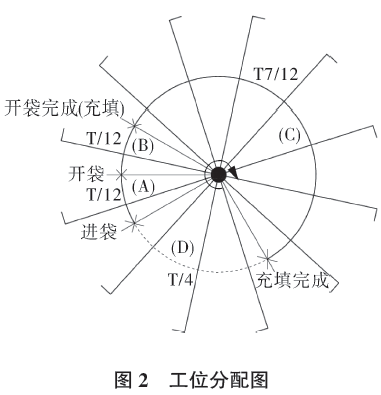
圖2 所示為連續包裝袋開袋充填工位分配圖。傳統的獨立單袋開袋充填裝置通常有 6 個或 8 工位,對於連續包裝袋開袋充填,由於其整個過程是連續無停頓,必須充分保證其充填時間,借鑒飲料灌裝生產工藝與裝置,將連續袋開袋充填裝置設計為 12 個工位,其中接袋部位 A、開袋部位 B 各占一個工位,充填部位 C 占 7 個工位,部位 D 占3 個工位用於夾袋手接袋準備和真空吸頭開袋準備,各個工位緊密配合,連續工作。
在該連續包裝袋開袋充填工藝中,包裝袋在充填裝置回轉過程中連續完成接袋、開袋、充填動作,中間無停頓,減少了傳統的臥式四麵封袋成型 - 充填 - 封口包裝機接袋、開袋及充填的等待時間,且包裝袋是連續的,充填後可直接牽引後端的袋子來實現袋體的傳送。包裝袋充填完成後再進入封口裝置進行封口,再由分切裝置將其切斷為獨立的包裝袋,大大提高了包裝機的工作效率。
2開袋補償技術研究
2.1開袋補償技術方案
對於連續包裝袋,包裝袋在開袋的過程中將在長度和寬度方向上尺寸出現減小,尤其是袋口寬度方向尺寸的減小對開袋充填的同步性有很大影響。為消除這種減小量,需要在開袋前道或後道工序給予寬度補償,由於旋轉式開袋方式,開袋完成後需繼續保持袋口形狀以方便充填,後道工序不便給予寬度補償,因此應在開袋過程中由開袋前道工序進行寬度補償。圖 3 所示為連續包裝袋開袋前後的狀態,連續包裝袋開袋後在寬度方向出現減少,由開袋前道工序提供寬度補償。
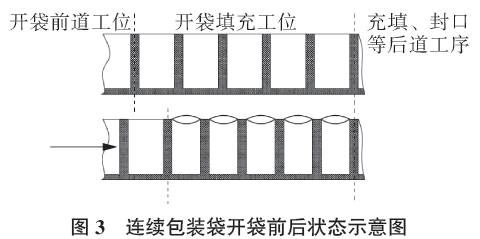
圖 4 所示為連續袋開袋補償工藝示意圖,主軸旋轉,連續包裝袋由接袋夾袋手夾持依次進入充填裝置接袋工位 A、開袋工位 B 及充填工位 C 以完成開袋充填,工位 A 和工位 B 協同完成開袋與補償。
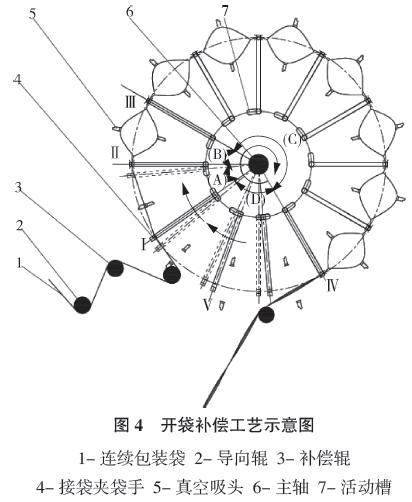
由於開袋造成包裝袋寬度方向尺寸減少,必須給予補償,因此接袋夾袋手除了隨主軸旋轉外, 還需通過額外的旋轉拉扯後麵的包裝袋給予開袋補償,即開袋夾袋手通過在活動槽內繞主軸中心額外旋轉夾持連續包裝袋由位置 I 旋轉到位置 II 的過程中完成拉袋補償,夾袋手由位置 II 旋轉到位置 III 的過程中開袋完成,包裝袋通過調整補償輥的鬆放和角速度來提供所需補償長度。
2.2開袋補償參數分析
通過對拉袋補償量與補償時間之間關係進行參數分析,對於協調開袋與補償及充填的同步性[12],提高包裝機生產效率具有重要意義。
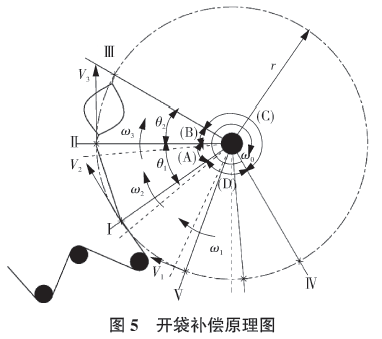
由圖 5 所示為連續袋開袋和補償部分原理圖,主軸以等角速度ω 0 作主動回轉,ω 1 為夾袋手在位置 V 時夾袋手繞中心點旋轉的角速度,ω 2為夾袋手在位置 I 時的角速度,ω 3 為夾袋手在位置 II 時的角速度。包裝袋在位置 IV 充填完成後夾袋手鬆開包裝袋到達位置 V,位置 I 為包裝袋進入充填裝置由接袋夾袋手夾住包裝袋的初始位置,位置 II 為包裝袋完全完成開袋時左側夾袋手所處位置,夾袋手由 I 旋轉到位置 II 的過程中,完成拉袋補償動作。
夾袋手要實現拉袋補償,則要求後麵夾袋手旋轉速度大於前麵夾袋手旋轉速度,實現差速補償,因此需要給予後麵夾袋手額外的動力,使夾袋手在 I 位置時已達到合適的速度。為滿足這一要求,夾袋手需在位置 V 時開始加速,設其角加速度為β 1;在 I 位置時達到合適速度完成接袋,同時夾袋手到達位置 II 完成開袋後夾袋手速度與主轉盤速度大小一致,則要求接袋夾袋手在 I 到II 的過程中減速旋轉,設其角加速度為β 2。則有以下關係:
式中V0——充填夾袋手繞主軸旋轉速度/m·s-1
V1——夾袋手在位置Ⅴ時速度 / m·s-1
V3——夾袋手在位置Ⅱ時速度 / m·s-1

設包裝袋初始寬度為L1,開袋後包裝袋寬度為L2,在圖6所述開袋補償方案中,實際包裝袋寬度為夾袋手夾持長度d 與夾袋手外部包裝袋部分寬度之和,開袋補償量為包裝袋初始寬度與開袋完成後包裝袋寬度之差,即開袋補償量為:
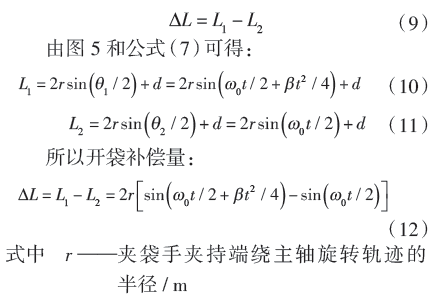
由公式(12)可知,連續包裝袋開袋補償量與主軸角速度、夾袋手接袋端額外補償加速度及夾持端軌跡半徑有關。實際上,在充填裝置外徑一定的條件下,環繞充填裝置的連續袋的總寬度是確定的,因此這時其開袋補償量與包裝袋充填時所需開口大小有關。對於規格在一定範圍內的包裝袋,在保證生產速度的前提下,可通過適當調整活動槽7(見圖 4)的活動範圍來改變夾袋手在接袋端的活動位置,或調整夾袋手在接袋端額外補償加速度大小來適應不同規格的包裝袋的開袋補償,以滿足不同規格的包裝袋充填時所需開口大小的要求。
通過對拉袋補償量與補償時間之間關係進行參數分析,對於後續充填裝置的結構設計和空間布局具有參考作用,要順利完成連續袋開袋充填動作,必須保證開袋與補償、開袋與充填的同步性。
3結束語
本文基於臥式回轉式充填結構,通過對連續包裝袋的特性分析,詳細研究了連續包裝袋開袋及補償的特點與要求,設計了連續包裝袋開袋充填工藝及補償技術方案,保證接袋、開袋及充填動作連續完成,減少了傳統袋包裝機中開袋充填的停頓等待時間,提高了袋包裝機工作效率。對拉袋補償進行了參數分析,探討了開袋補償量與補償時間的關係,有利於協調實現開袋與補償及充填動作的同步性。連續包裝袋開袋充填工藝與補償技術方案的.
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器