谘詢電話
ENGLISH0755-88840386基於PLC的閥口袋自動上袋控製係統設計
發布時間:2021-03-23 10:34:05 |來源:網絡轉載
0引言
目前,粉體材料在化工、建材、冶金、電子、醫藥、生物工程、陶瓷、農藥塗料、國防及尖端技術領域得到了廣泛應用,作為國民經濟許多領域的配套產業,全自動粉末包裝機械行業發展潛力巨大[1,2]。在工業發達國家,粉體包裝設備自動化技術較為成熟,大多數粉體物料生產廠家都裝備了自動化包裝生產線,現場生產環境整潔且工作效率高[2]。國內的粉體包裝企業因為開發粉體包裝技術的高難度而不願涉足該領域,很多粉體企業依靠進口包裝設備或采用傳統的人工上袋方式進行生產,生產成本代價高昂且生產效率低下,隨著國內用工成本的增加和環保意識的加強,粉體包裝機械設備以光、機、電、氣、磁為載體,朝著智能化和自動化方向發展[2~4]。PLC作為工業控製係統核心,其編程語言簡單且具有較強靈活性和可靠性,粉體包裝設備自動化中利用PLC作為控製係統,能夠使其自動化水平得到提高[5]。PLC控製係統在抗電磁幹擾、高溫、粉塵等方麵能力很高,在工業自動化領域應用最廣泛,其應用的廣度和深度成為衡量一個國家工業自動化程度高低的重要標誌,也是未來粉塵包裝機械領域發展方向[6]。本文利用ER10-C10型埃夫特機器人控製櫃係統,西門子S7-1200PLC控製櫃係統,智能相機,輸送機構,對企業提供的含有密封裝置的軟紙質閥口袋實現自動定位-拾取-夾緊-開袋-套袋等連續過程控製係統設計,利用MCGS觸摸屏實現對粉體包裝生產過程監控、參數輸入、報警輸出,操作簡單便捷。經過現場調試運行,係統運行穩定,具有較高的定位精度和上袋效率,可代替人工上袋,對相關粉體包裝設備實現自動化具有借鑒和推廣價值。
1自動上袋工藝過程
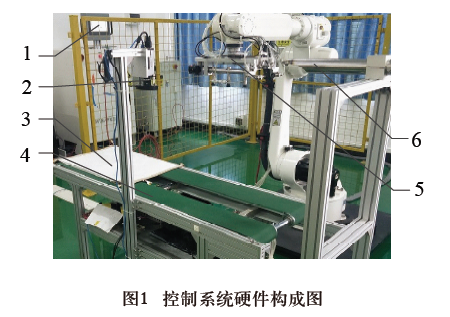
整個控製係統硬件構成如圖1所示,本係統實現的功能是輸送機構4將閥口袋3運送至光電開關處,輸送機構停止,延遲200ms觸發相機2拍照,經過圖像處理之後將閥口袋位姿信息發送給機器人,機器人末端執行器對閥口袋實現拾取-夾袋-開袋過程,最後將閥口袋套在出料嘴6,然後返回起始點待機,如此循環的等待下一個閥口袋,最終實現閥口袋自動上袋的全自動循環過程。其中,圖1中5表示自主設計的專用末端執行器[7],圖中1表示MCGS觸摸屏。為了準確控製整個運行過程,在旋轉氣缸、夾緊氣缸、開袋氣缸處均設計有氣缸用傳感器電子設備,檢測旋轉氣缸、夾緊氣缸、開袋氣缸的運行狀態。在末端執行器開袋氣缸處設計安裝顏色傳感器,根據金屬出料嘴和閥口袋表麵反射顏色信號的差異去檢測套袋是否成功,保障了粉體包裝套袋過程的安全性[8]。
2閥口袋識別
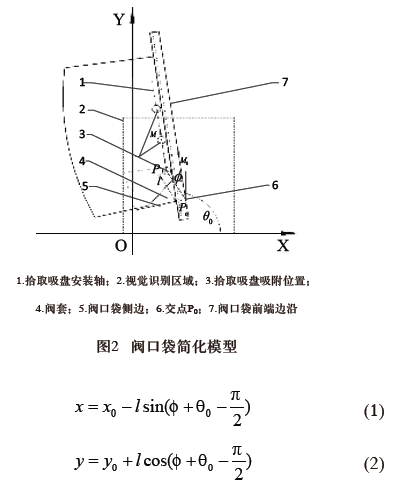
選用SV4-30M智能相機、H0514-MP2鏡頭、分辨率為640×480,支持100Mbps以太網通訊方式,通過內含的CMOS傳感器來采集傳送帶上的閥口袋圖像,對其進行圖像畸變校正、二值化、濾波、特征信息識別等處理過程,最終利用定位工具對其特征(圖2中5與7)進行識別。利用自帶的二次開發軟件X-SightStudio對特征信息進行腳本編寫,最終相機輸出圖2中編號5與7的交點P0(x0,y0)以及閥口袋前端邊沿P0M0所處的角度θ0,建立相機與PLC以太網通信,將識別的特征信息發送給PLC。對於同一種型號閥口袋,圖中的l和大小確定,建立如下方程式即可求得P(x,y)和PM所處的角度θ。經過手眼標定轉換矩陣和坐標轉換,即可獲得機器人拾取閥口袋坐標(X,Y,a)。

3閥口袋自動上袋控製係統設計
3.1控製係統框架
采用S7-1200PLC作為係統控製核心,完成對相機、機器人、昆侖通態MCGS人機界麵、啟動按鈕、光電開關、急停按鈕,輸送機構和末端執行器上各種傳感器檢測裝置等器件的通信控製工作。昆侖通態顯示屏自帶良好的軟件設計界麵,將編輯好的設計界麵下載到人機界麵中可以實現對生產過程的操作和監控功能,故障自動報警以及故障查詢功能,使生產操作簡單化,自動化。
在TIA博途開發軟件編寫PLC程序,通過與機器人建立通信連接,實現精確控製機器人自動上袋過程,從而實現超精細粉體包裝過程。
編寫手動和自動程序,在手動情況下,可以調試輸送機構的啟動,相機光源打開,觸發拍照,末端執行器的旋轉氣缸、開袋氣缸動作等過程,確保接線的準確性。在自動運行的過程中,確保運行安全性,對閥口袋拾取坐標值限製在一定範圍內,超出設定坐標值範圍內將啟動報警程序,停止運行。
3.2硬件組成
1)PLC采用S7-1200PLC,CPU型號為1215C/DC/DC/DC,本地板載I/O為14個輸入,10個輸出,擴展數字量模塊為SM1223DI16×24VDC/DQ,共計16個數字量輸入模塊和16個數字量輸出模塊[9]。
2)機器人選用型號為ER10-C10埃夫特機器人,該機器人具有6個自由度、由帶有編碼器的伺服電機驅動、其最大運動半徑1640mm、末端最大負載10kg、重複定位精度±0.05mm、控製係統為C10平台,可以方便的在示教器上編寫程序代碼。
3)交換機選用上海造瑞電子科技有限公司的ZRS108-D型號的8口工業交換機,完成相機和PLC、PLC和機器人之間的信息交互,完成閥口袋拾取坐標的傳送以及實現PLC控製機器人操作過程。
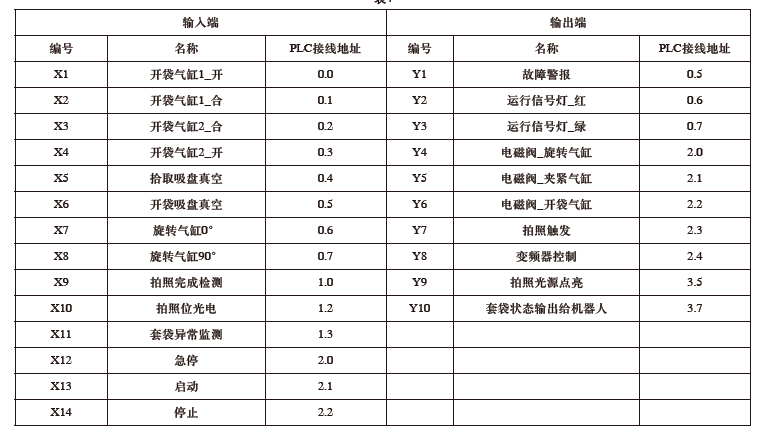
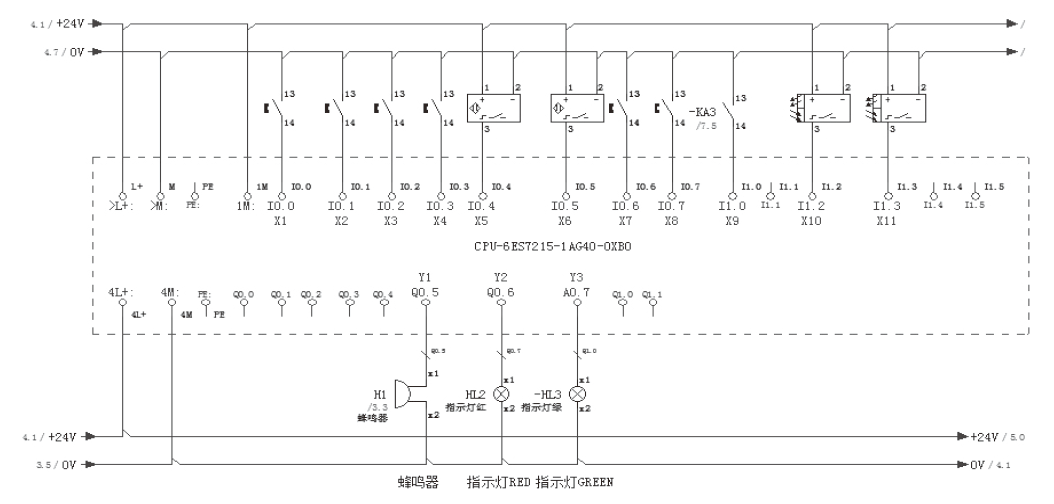
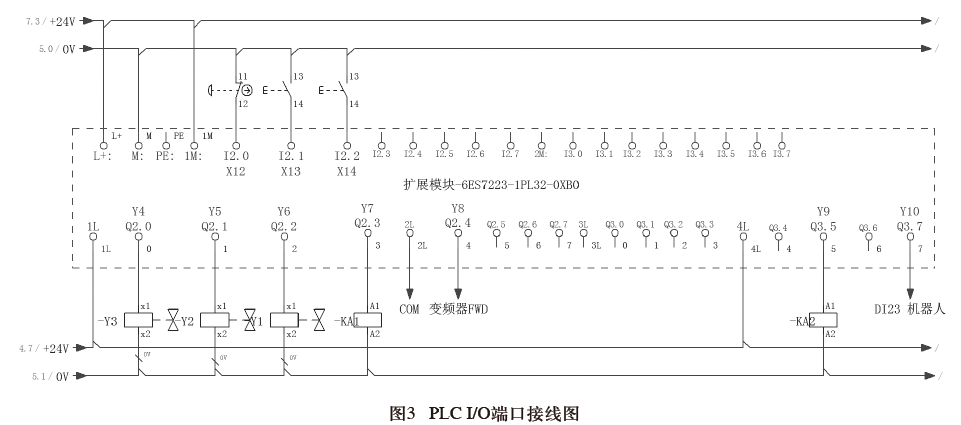
3.3PLC輸入/出端口設計
本控製係統S7-1200CPU采用源型輸入接線,M端接入24V直流電源的正極,擴展數字量模塊SM1223接線的方式與S7-1200PLC的CPU本體接線方式一致。按照各I/O端口地址進行接線即可,圖3是本控製係統I/O端口的接線圖。其中,-KA1、-KA2表示中間繼電器線圈,其常開觸點分別控製觸發相機拍照,以及環形光源(拍照光源)打開;-KA3表示中間繼電器常開觸點,相機拍完照之後將會從相機控製器SIC242的Y4端口發送信號,線圈得電使其常開觸點吸合,從而達到拍照完成檢測的目的。
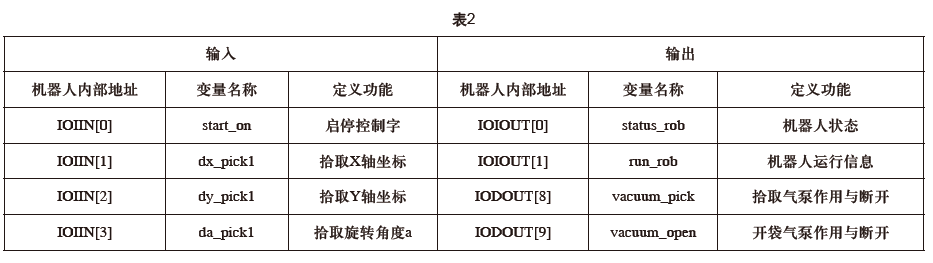
3.4機器人輸入/出功能設計
在實際工作過程中,PLC、相機、機器人通過以太網建立通信連接,PLC根據運行到不同階段通過start_on傳輸的內容去控製機器人運行過程,同時機器人通過status_rob、run_rob傳輸的內容將運行信息發送給PLC。
3.5係統軟件設計
結合閥口袋自動上袋的過程,控製係統軟件將PLC、相機、機器人、MCGS觸摸屏、傳感器及執行器件聯係在一起,使其能夠實現粉體包裝自動化。
1)相機與PLC通訊客戶端和PLC與機器人通訊客戶端程序
該程序使控製係統能夠不停地實現數據的讀與寫,該程序實現了圖像處理之後將特征信息發送給PLC及經過PLC數據處理之後向機器人發送抓取點坐標的過程,最終使機器人準確拾取閥口袋。
2)PLC數據處理程序
相機將閥口袋位姿信息發送給PLC,該數據處理程序將對得到的數據經過數據格式轉換,手眼標定轉換矩陣及坐標轉換處理之後,將抓取點坐標發送給機器人。
3)輸送機控製程序
根據係統實現的工作過程和前麵定義I/O端口,設計輸送機構控製程序。輸送機構程序在實現工作過程的要求之外,同時還要從安全角度出發,在程序中設計停止按鈕,急停按鈕,報警按鈕等功能。在程序設計時,為保障工序有條不紊的進行,在PLC電路中設計自鎖與互鎖電路,提高運行效率。
4)機器人控製程序
機器人控製程序分為兩個部分,分別是PLC控製機器人程序和機器人程序。PLC是根據接收到機器人運行狀況信號之後向機器人發送下一步運行指令來達到控製機器人,中間包括移動末端執行器到拾取點,接通拾取氣泵,拾取吸盤吸住閥口袋,采用延時法來使吸氣過程平穩;機器人末端執行器將閥口袋抬起一定高度,PLC控製旋轉氣缸旋轉90°,夾緊氣缸將閥口袋夾緊,采用延時法確保夾緊過程可靠;拾取氣泵斷開,拾取吸盤與閥口袋分離,回轉氣缸複位;按照既定路徑將閥口袋抬高到套袋起始點,PLC控製開袋氣缸作用,使其與閥口袋閥套貼合,開袋氣泵作用使開袋吸盤吸住閥套,采用延時法使吸附過程可靠,開袋氣缸複位,將閥口袋閥套打開,進行套袋程序[8]。在機器人示教器編寫程序,分別是數據判斷程序,目的是為了機器人運行安全,將抓取點坐標數據限製在一定範圍內,在該數值範圍內,機器人將進行下一步指令,超出該範圍,機器人停止運動,蜂鳴器報警;拾取閥口袋程序,按照既定路徑運動到某一位置,得到拾取點坐標值之後,移動到拾取點;套袋程序,目的是按照既定路徑,將閥口袋套在出料嘴上,完成套袋任務,之後,機器人將回到起始套袋點,處於待機狀態,在開袋氣缸上裝有顏色傳感器,一旦檢測到套袋失敗,停止套袋,並發出報警。
4MCGS人機界麵設計
人機界麵的主要任務是實現生產過程的實時監控,主要參數數據的監控報警,故障發生內容查詢,相關技術人員登錄權限設置,實現生產過程的管理。
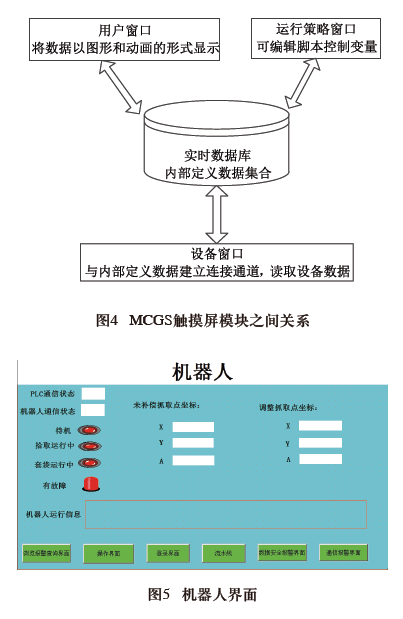
使用昆侖通態的“1061Ti”人機界麵,該款產品具有以太網接口,可以與PLC的FROFINT接口建立連接。該人機界麵自帶MCGS組態環境,其中包括主控窗口,設備窗口、用戶窗口、實時數據庫、運行策略窗口,能夠使用戶根據自己的項目需求組態人機界麵,模塊之間的關係如圖4所示,其中主控窗口是設置啟動窗口。將組態好的工程下載到MCGS模擬運行環境,進行仿真運行,確定無誤後將組態的工程下載到“1061Ti”人機界麵。本係統設計了用戶登錄界麵、操作界麵、機器人、流水線、瀏覽報警查詢界麵、數據安全報警界麵、通信報警界麵,能夠實現對開發係統的保護以及操作安全功能;實現對通信故障,機器人抓取點坐標數據超限及時報警,並在當前界麵以小窗口形式進行提醒和蜂鳴器閃爍報警功能;能夠對生產過程實現啟動、狀態跟蹤、停止、急停功能;能夠讀寫機器人閥口袋拾取坐標;能夠查詢一定時間範圍內故障報警信息等內容,機器人設計界麵如圖5所示。
5運行測試結果
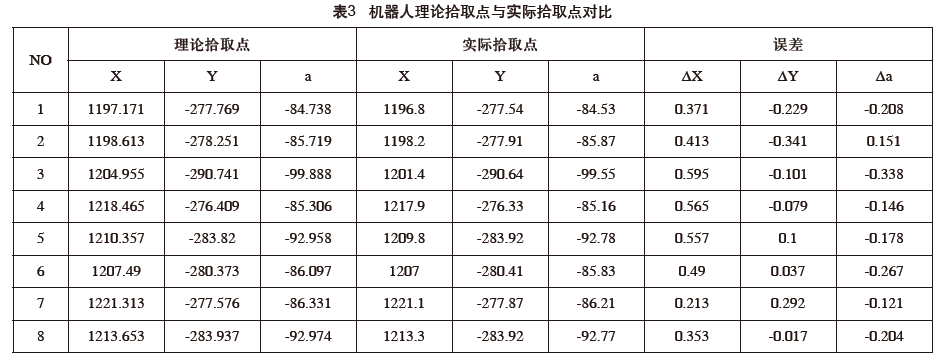
按照上述所設計的控製係統,經運行程序調試之後,所設計的控製係統運行穩定,實現對輸送機構、相機、機器人、急停、報警等子係統邏輯控製,MCGS觸摸屏實現對整個生產過程監控,主要參數數據的監控報警等任務,拾取精度較高,完全滿足後續末端執行器對閥口袋夾緊,打開閥口袋閥套及套袋精度要求,自動上袋效率較高,連續運行情況下上袋速度達8袋/分鍾。下表是對機器人抓取點坐標值的統計,由表1中數據可以看出,機器人對輸送機構上的閥口袋準確定位,X方向的拾取誤差小於0.6mm,Y方向的誤差小於0.4mm,閥口袋旋轉角度a的誤差小於0.5°。
6結語
目前,大多數粉體包裝企業采用進口國外全自動粉體包裝設備或者依靠人工上袋,不利於我國粉體包裝行業長久發展。本文基於機器視覺和PLC實現了閥口袋運輸、拾取、夾緊、開袋、套袋、套空檢測全自動化操作,設計了MCGS人機界麵,實現了生產過程實時監控,在保證係統運行安全與穩定基礎之上,將有效解決國家對生產粉體企業的環保要求和粉體汙染對人體危害的問題。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
- 上一篇:雙秤自動稱量裝袋機的設計
- 下一篇:粒料包裝機自動輸袋裝置的氣動係統設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器