谘詢電話
ENGLISH0755-88840386基於機器人群控技術的碼垛生產線控製係統
發布時間:2021-03-03 15:20:44 |來源:網絡轉載
據調查,在商品的整個生產過程中,大約僅有5%的時間用於加工和製造,而大量的時間用於包裝、檢測、存儲和運輸。勞動成本僅占中成本的10%左右,而存儲和運輸等費用接近一半[1]。這是因為,當前我國的許多企業還處於人力搬運的落後階段,有些公司雖然部分實現了自動化,但其自動化程度還不夠高,傳統的物流倉儲模式極大地占用了生產運輸時間和商品成本[2]。由此可以看出通過碼垛機器人技術的運用來降低生產運輸過程中的時間和經濟成本是極為必要的,該技術在提高勞動生產效率、降低生產成本、降低工人勞動強度、改善生產環境等方麵具有很大潛力。
1係統要求
對碼垛工業機器人程序主要有兩個方麵的要求[3]:一方麵,不同大小的物件機器人執行進的距離不同;另一方麵,不同物件的放置位置不同。以往,為了滿足上述要求,每當物件改變一次,就需對程序進行一次修改。對於某些品種多、生產批量小的企業,需要頻繁的修改,顯然不夠便捷且不易管理。因此,文中對控製係統的要求為:係統集中管理,具有便捷的人機交互;工業機器人能根據預設值或傳感器檢測值控製執行器的行進距離,完成對不同大小物件的抓取及放置動作;工業機器人能根據預設自動分配位置,將物件進行堆垛。
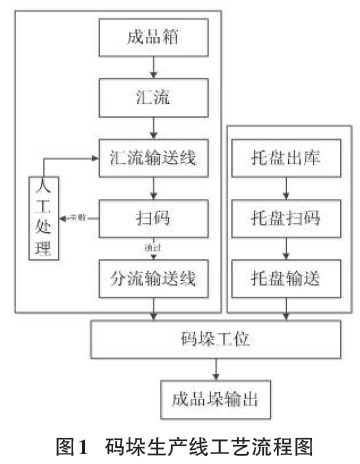
碼垛生產線的工作流程可分為成品輸送分流,空托盤輸出供應和成品垛輸出三部分。成品箱輸送分流是指產品經過包裝成為密封完好的成品箱之後輸送至碼垛工位的過程,首先成品箱經過掃碼區,讀取到產品信息之後根據產品信息由分流機構對紙箱進行分流使其進入不同的工位。當出現重碼、條碼不能識別等情況時,則進行人工處理。空托盤輸出供應是指托盤從托盤庫輸送到碼垛工位的過程,為了便於管理托盤出庫後首先進行掃描記錄,每個托盤都有一個唯一的識別碼,當碼垛作業完成時會釋放一個碼垛完成的信號,此時成品垛從作業位置移出並將空托盤輸送到對應位置。成品垛輸出部分是指成品垛輸送線及升降設備將成品垛輸送至倉庫的過程。工藝流程如圖1所示。
2係統控製原理
本設計以S7-300PLC為主控製器,機器人及其外圍設備為執行機構,工業計算機為上位機,實現車間碼垛線上多台機器人的遠程監控。係統框圖如圖2所示。
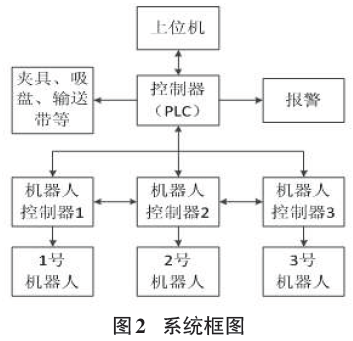
碼垛工作由3台工業機器人完成。機器人經Profibus總線與主電櫃PLC進行通訊[4]。主PLC向機器人發出相應的碼垛指令,碼垛機器人將動作的執行情況向PLC進行回饋。上位機不直接與機器人進行通訊,而是通過與PLC的通訊讀取機器人信息。上位機采集到輸送設備以及機器人的信號和數據,再通過PLC對其進行相應控製。在上位機讀取信息後,可以對機器人的手動/自動狀態、啟停狀態進行切換,對碼垛速度和動作編號等變量進行讀取和設定。
機器人之間采用集中式控製方式:使用一台機器人作為主站,另外兩台作為從站,構成了一個相互幹涉的控製網絡[5]。每個機器人都將各自的動作路徑和碼垛情況上傳到網絡中,另外還接收其臨近機器人的動作路徑和碼垛情況,通過相應的邏輯運行來判斷此時應該是執行碼垛指令還是等待命令。
3多機協作控製算法
3.1空間布局
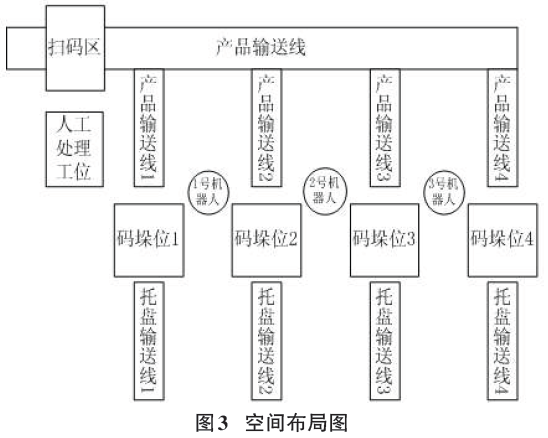
圖3是碼垛生產線的空間布局圖,本係統中使用三台機器人對應四個碼垛工位。這個是針對產品分類較多而且出料不甚密集的生產線的設計,減少了機器人的等待時間同時也降低了成本。
這一過程可通過精確數學位置計算和計算機輔助仿真來實現:
產品輸送線之間的距離S
顯然,輸送線間的距離必須大於機器人的最小工作半徑(Rmin)且小於其最大工作半徑(Rmax),因此
S=mid(2Rmin,2Rmax) (1)
輸送線最大來箱速度
由於係統中使用三台機器人對應了四條輸送線,其中2號輸送線和3號輸送線是有兩台機器人對其進行作業,而1號輸送線和4號輸送線是一台機器人對其進行作業,因此,各輸送線所能承受的最大來箱速度是不同的。設一台機器人碼一箱的時間為t,則:在分箱機製可承受範圍內,總輸送線的最大來箱速度
Vmax=3600/(t/3)=10800/t (箱/h) (2)
在附近輸送線停止來包的情況下,1,4號輸送線最大來箱速度
V1max=3600/t (箱/h) (3)
2,3號輸送線最大來箱速度
V2max=3600/(t/2)=7200/t (箱/h) (4)
在生產中可根據各產品的生產速度對輸送線進行分配。
完成空間位置精確布局後,各機器人之間的幹涉區域就得到確定。在機器人碼垛示教的過程中,就要注意進行分段或分區域示教,以保證各機器人在其安全區域內高效工作。
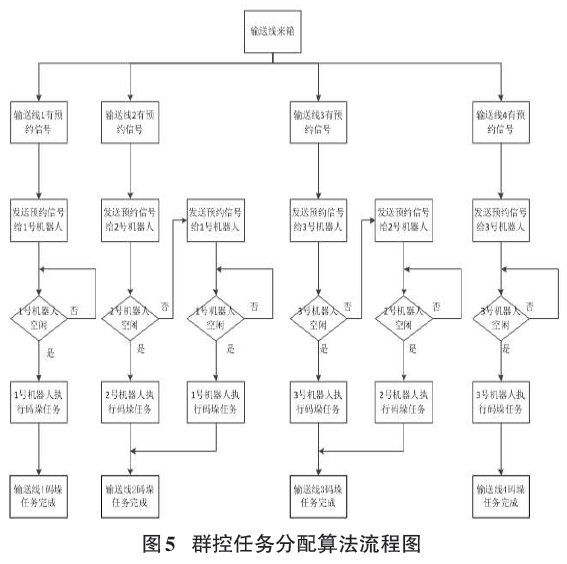
3.2機器人群控任務分配算法
多機器人多生產線碼垛時,各機器人均受中央控製器控製,根據生產線上的信號狀態來接受任務、產生對應動作。中央控製器首先要讀取每條生產上的產品預約信號,根據預約信號指令對應機器人做好碼垛準備,當產品準備信號發送至控製器時,指令相應機器人抓取碼垛。具體信號規則對應如下:
(1)當預約信號檢測到輸送線來箱時,向指定機器人發送預約信號,預約機器人前來取箱;
(2)當紙箱繼續前行,觸發準備就緒信號,機器人對該箱進行碼垛操作;
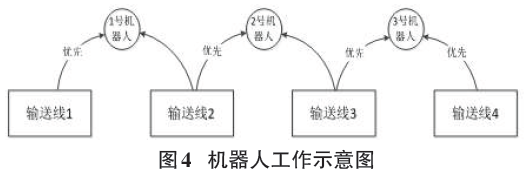
(3)機器人優先對其對應的優先碼垛位進行碼垛作業,以1號機器人為例,當產品輸送線1、2同時有料時,1號機器人抓取輸送線1上的產品進行碼垛;當輸送線1無料、輸送線2有料、而2號機器人正處於工作狀態時,1號機器人抓取輸送線2上的產品進行碼垛。
(4)當輸送線對應的機器人全部處於工作狀態時,紙箱在等待區等待,各輸送線都由多段滾筒組成,建立了積放係統,最大限度的增強了係統適應性。
4監控係統的設計及實現
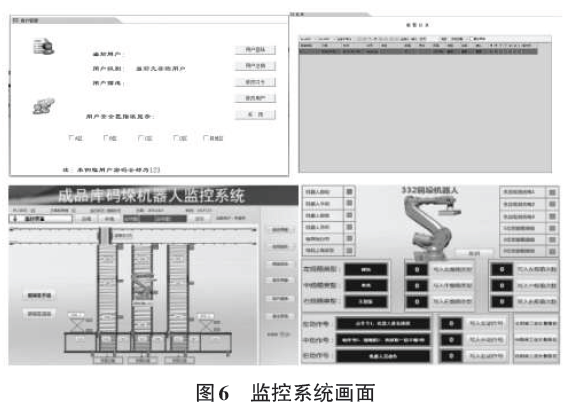
係統采用北京某公司的ForceControl(力控)軟件在實現對生產車間碼垛線的實時監控,該監控係統主要由用戶登錄和退出係統、監控界麵、設備操作、網絡狀態、報警信息等區域組成。
其中,用戶登錄和退出係統是為了保證係統的安全性,係統設定了擁有不同操作權限的用戶組,隻有正確登錄後才可以進行相應的操作;監控界麵包括控製主畫麵、機器人工作狀態畫麵、氣路畫麵、工作台畫麵、故障診斷畫麵等,將現場設備的布局和工藝流程真實的模擬出來,可以實時的監測現場的工作情況和數據;設備操作是設置了專門的操作界麵,主要是對碼垛機器人的操作和對普通設備(如傳送帶、升降機等)信息以及各個碼垛工位箱型的查詢和設定;網絡狀態是對各設備之間網絡是否連通進行監控,通過設備的顏色對其網絡的狀態進行直觀的判斷;報警信息主要包括故障時間、類型、位置和原因四個方麵,在上位機上可以直接讀取報警曆史記錄,便於設備維護和改進。
5結束語
經過研究,本文將機器人群控技術應用到碼垛生產線中,實現了一條由三台機器人為四個碼垛工位碼垛的自動化碼垛生產線,能夠快速精確地對多種成品件進行碼垛處理,具有操作方便、結構合理、生產效率高、穩定性強、便於維護等優點。目前已經應用於某藥廠車間,節約了成品入庫的時間和成本,對於提高生產效率和質量效果顯著。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器