谘詢電話
ENGLISH0755-88840386全自動包裝碼垛機器人生產線係統設計
發布時間:2021-03-02 14:42:23 |來源:網絡轉載
0引言
製糖行業是廣西的重點行業之一,具有強烈的地方特色,全廣西約有100多家糖廠,產糖量約占全國60%。然而廣西糖企大多數建成於60~90年代,生產線老舊,特別是在成品糖包裝碼垛工段,采用勞動力密集作業方式,工人數量約占全廠工人25%~30%。隨著我國的產業結構調整,經濟結構轉型,糖業作為生產連續性高,重複勞動多,勞動強度大的企業,運用工業機器人技術對成品糖完成全自動包裝碼垛作業,能從根本上解決企業用工難的問題,降低人力管理成本,同時能最大限度降低工人在生產中遭受意外傷害的風險[1]。
食品行業對成品包裝材料有嚴格的要求,廣西糖企廣泛采用可分離的雙層編織袋作為包裝材料,包裝時內袋單獨封口,縫紉時僅縫紉外編織袋。內外分離的雙層編織袋從物理結構上能夠確保白糖的密封性,避免了漏氣,變潮,甚至滋生細菌,會嚴重影響白糖品質。
基於以上的行業背景,廣西機械工業研究院成功自主研發國內首台應用內外可分離編織袋包裝碼垛生產線,生產線具備全自動取袋、袋口校準、開袋上袋、計重稱量、自動卸料、自動熱封內膜袋、自動內袋置入外袋、自動縫紉外袋、自動編碼打印、自動倒袋、自動輸送、自動碼垛作業等功能,代替傳統的人工包裝及碼垛作業,有效降低包裝和碼垛工人的勞動強度,提升企業生產效率,降低用工數量及勞動成本,為企業節約生產成本,創造效益。本文根據某糖業實際生產線情況,設計了一條全自動包裝碼垛生產線係統,並對生產線係統進行自動化控製及監控。
1全自動包裝碼垛生產線係統的基本問題
1.1基本要求
設計一條成熟的包裝碼垛生產線需要考慮非常多的因素,但最主要的因素是一樣的,主要包括以下幾點:
(1)包裝碼垛生產線產能;
(2)企業生產線設計產能;
(3)要充分考慮企業場地情況,盡量提高包裝碼垛生產線的生產效率,節約企業前期投資;
(4)對生產線總體設計時,應注意生產線的匯線設計,防止匯線過程中成品堆疊,造成碼垛機器人損壞。
因此在設計過程中,首先需要確定企業的生產產能;其次根據產能需求,來選配合適的包裝機數量以及碼垛機器人數量;再次,在選定包裝機和碼垛機器人後,根據企業的布置圖,設計恰當的生產線布置圖。最後,在設計布置圖時,根據包裝機數量和碼垛機器人數量,選擇合理的匯線和分流方式,並設計合理的控製邏輯。
1.2係統流程設計
糖業是注重生產連續性的企業,包裝碼垛生產線在係統設計時就必須考慮多台全自動包裝機與多台碼垛機器人之間的生產效率的關係。為達到更高效的工作效率,其根本原則是碼垛機器人生產效率略大於包裝機生產效率。在此條件下,可采取多台包裝機匯流到到一條輸送線,再將生產線分流到多台碼垛機器人。全自動包裝碼垛生產線係統設計的一般流程圖如圖1所示。
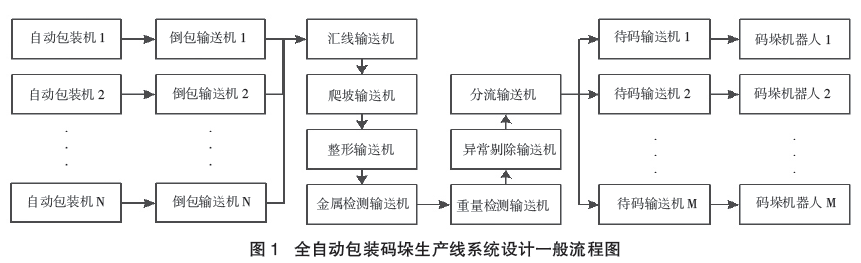
由於全自動包裝碼垛生產線在工作時,成套係統包括包裝、倒包、匯線、整形、金屬檢測、重量檢測、剔除、分流、碼垛均是自動完成,整個工作過程動作數量繁多,邏輯關係複雜,特別是在匯流部分,必須要確保上一包物料與下一包物料處於前後狀態,如處於上下重疊狀態,則會損壞碼垛機器人抓手,造成故障停機或,影響生產連續性。
1.3控製係統選擇
糖業對全自動包裝碼垛生產線的穩定性要求極高,控製係統各功能單元的工藝流程必須滿足技術參數才能保證動作執行流暢、協調、高效。該控製係統應具有以下要求[2-3]:
(1)可視化人機界麵,對工人操作技能水平要求不高;
(2)控製結構簡單、運行速度快、穩定性高;
(3)控製係統動態響應性能優良,能實時采集生產線各控製點信號並立即反饋處理;
(4)程序可編輯性強,方便更新控製程序。
根據以上需求,本文選用“HMI+PLC”的控製模式。通過可編程控製器PLC作為信號運算及傳輸的橋梁,把觸摸屏與各信號、各執行元件聯係起來。生產時,PLC通過光電開關信號進行邏輯運算,控製各個執行元件完成各類功能,並將生產線的運行狀態顯示到觸摸屏上,使得生產線的動作有條不紊的推進,生產平穩運行。同時,HMI具備友好的人機交互界麵,方便於生產監控與維護。在維護階段,通過觸摸屏輸入信號,給予PLC執行指令,調整各執行元件動作順序、幅度,以達到不同工況下的生產需求,完成生產線的調整、測試[4-5]。
2應用實例
某糖廠每天榨量8000t,共有4條人工包裝線,每條包裝線上有1個包裝秤及1台縫紉機,4條包裝線裝包後,全部匯入1條人工碼垛線。榨季期間,工人安排3班倒,每班工作時間為8h。白糖經過編織袋包裝後,每一袋白糖淨重50kg。
2.1產能計算
廣西區內的糖企的產糖率為12%,由上文可計算出該糖廠每天生產白糖T=8000×12%=960t,則算成每班白糖產量為T1=960÷3=320t,共P1=320×20=6400包。
廣西機械工業研究院全自動包裝碼垛生產線的包裝機每小時產能為410包/小時,碼垛機器人每小時產能為970包/h。通過現場了解,該糖廠每班工作時間8h包含了交接班時間、吃飯休息、設備簡單維護時間約7h。
首先確定包裝機的台數M。M=P1÷(410×7)=6400÷2870=2.2。由於包裝機的台數肯定為整數,而且如果選取2台,無法滿足生產需求,因此包裝機的台數選擇M=3台。
其次確定碼垛機器人的台數N。N=P1÷(970×7)=6400÷6790=0.94,碼垛機器人應選擇N=1台。
由上文計算結果可知,選擇3台包裝機及1台碼垛機器人,能滿足某糖廠生產產能要求,並有一定產能富餘,生產線具有較高的柔性。當包裝機包裝效率調整為V=P1÷M÷7=6400÷3÷7=304.8包/台/小時,即可滿足生產產能需求。根據多年的施工經驗,若V=320包/台/小時,能夠保護設備處於更優良的工作狀態,有利於提高設備的使用壽命。
2.2布置圖方案設計
根據某糖廠生產布置圖以及上文的計算結果,布置圖中把某糖廠原4條包裝線連續選擇3條技改成全自動包裝生產線,並拆除1條原包裝線。在碼垛生產線的設計上,將3台包裝生產線匯入1條碼垛機器人輸送線,並由碼垛機器人完成碼垛作業。具體布置圖如圖2所示。在方案中,要特別注意左側匯線輸送機的糖包、中間匯線輸送機的糖包、右側匯線輸送機的糖包之間的邏輯關係,防止糖包疊加一起,引起碼垛機器人意外損壞。
2.3控製邏輯設計
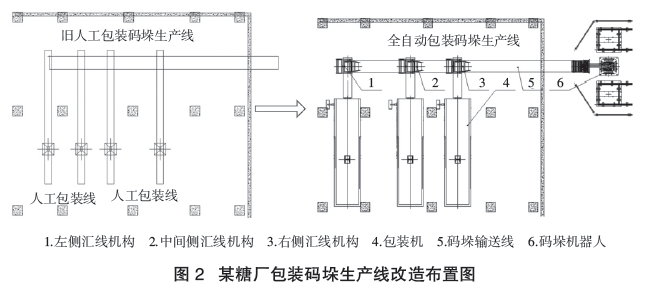
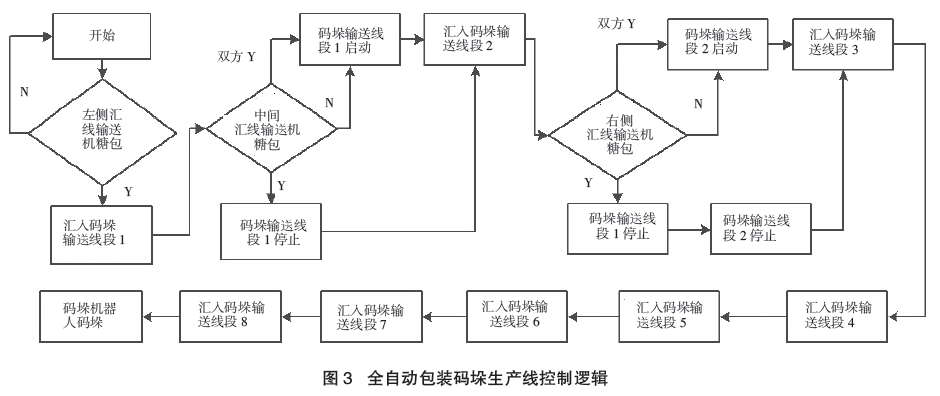
圖2全自動包裝碼垛生產線一共有8條碼垛輸送機,包裝機的工作時,極有可能3條包裝機匯線輸送機同時有白糖等待匯線,為避免糖包重疊的現象,需要對3台包裝機匯線成1條碼垛生產線時對控製邏輯進行設計。在設計之前,需要對皮帶輸送機的動作順序做如下定義,才能夠使得糖包按照約定的動作進行,不會產生同時有2包糖包匯入同一條碼垛輸送機上,造成疊包現象:
(1)當隻有碼垛輸送線上沒有糖包時,匯線輸送機才能把糖包匯入;
(2)當匯線輸送機把糖包匯入時,碼垛輸送線後段的糖包需等待匯入成功後才能啟動;
(3)當碼垛輸送線和匯線輸送機上同時有糖包時,優先讓碼垛輸送線通過,否則,則按先有糖包者優先處理;
(4)當碼垛輸送線前段停止時,後段必須全部停止。
控製邏輯如圖3所示,首先碼垛輸送線啟動,並判斷左側的匯線輸送機是否有糖包,若有執行匯線動作,碼垛輸送線無需停止,否則繼續等待糖包;其次判斷中間的匯線輸送機時候有糖包,若中間匯線輸送機匯線糖包先到,則中間匯線輸送機執行匯線動作,同時碼垛輸送線後段輸送機全部停止等待匯線完成,否則執行碼垛輸送線匯線動作,中間匯線輸送機停止等待。若兩方輸送機糖包同時到達,則執行執行碼垛輸送線匯線動作,中間匯線輸送機停止等待。右側匯線輸送機也進行同樣的邏輯算法判斷。最後碼垛輸送線按順序執行至碼垛機器人,並執行碼垛作業。
3結論
該全自動包裝碼垛生產線投入使用一年來,生產穩定,可靠性高。某糖廠在包裝碼垛工段未技改前,需要使用工人42人,技改後,僅需要使用12人,人數減少30人,讓該糖廠的自動化程度得到顯著提升,並取得了良好的經濟效益,本文提及的全自動包裝碼垛生產線具有極好的推廣意義。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器