谘詢電話
ENGLISH0755-88840386基於PLC的稱重包裝生產線控製係統設計
發布時間:2021-03-02 10:07:09 |來源:網絡轉載
隨著我國經濟的快速發展和生產製造企業自動化水平的逐步實現,企業對於降低勞動強度,提升生產效率越來越重視,化肥、糧食等顆粒物品對稱重包裝質量以及包裝效率的要求日益提高,由此也促進了企業對於稱重包裝生產線的現代化改造UF。傳統的人工包裝以及搬運由於勞動強度大、生產效率低等缺點,已不能滿足企業現代化自動生產的需要。目前國內全自動化稱重包裝碼垛設備主要依賴進口,國產生產廠家較少,因此全自動化稱重包裝碼垛設備的國產化,對於提升我國企業自動化水平,實現重要設備獨立自主具有重要的現實意義。
全自動稱重包裝碼垛生產線是集機、電、氣於一體的高技術機械設備,它主要應用於食鹽、糧食、化肥以及醫藥等行業中的粉、粒等物料的全自動包裝,即對包裝過程中的稱重、供袋、取袋、送袋、折邊、封袋、編碼打印、產品檢測、產品傳送、碼垛、托盤和垛盤的輸送等工作過程全部實現自動化。可編程控製器(PLC)因其具有抗幹擾能力強、可擴展性強、可靠性高、可編程能力強等優點,因此在環境相對惡劣的工業控製領域中得到了廣泛應用。基於此本文提出了一種基於PLC的全自動包裝稱重生產線控製係統,采用歐姆龍CJ1M-CPU13PLC以及電源、I/O等模塊相組合的方式實現對稱重生產線全自動控製,上位機采用維綸MT6071IP觸摸屏對整個稱重包裝生產線的運行狀態進行監測與控製。
1自動稱重包裝生產線工藝流程
自動稱重包裝碼垛生產線三維結構如圖1所示。自動稱重包裝碼垛生產線能夠自動的完成稱重、供袋、取袋、裝袋、封口、輸送、重量複檢以及碼垛等工作任務。稱重包裝生產線中主要機械係統包括自動稱重秤係統、倒袋係統、輸送係統、重量複檢係統、剔除係統、碼垛係統、托盤輸送係統、控製係統等。
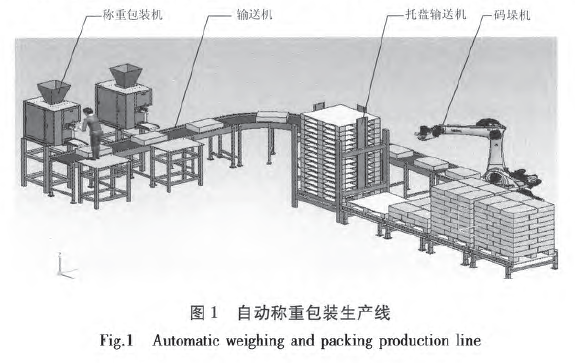
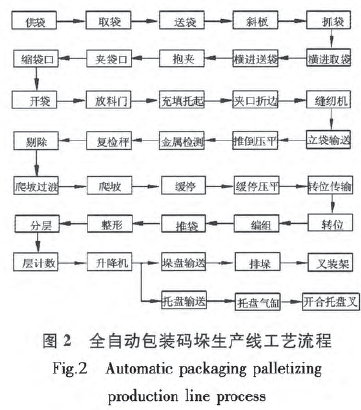
工藝流程可總結為:物料從自稱重係統的料鬥進入包裝秤的給料裝置中,通過粗料和細料供給係統完成粗料和細料的混合完成物料的混配。當自動稱重係統中的壓力傳感器檢測到物料重量與目標重量相同時,則傳感器將信號傳送到PLC中,PLC發出停止加料命令加料係統停止加料,整個加料稱重循環完成,此時稱重機等待下一次稱重加料信號。當自動裝袋機完成上袋後,傳感器檢測到信號後稱重箱中的卸料翻門打開,物料落入包裝袋中,卸料完成後翻門被關閉,包裝袋經過折邊機進行自動折邊,之後進入縫口機,當縫口機中的傳感器檢測到有包裝袋經過時,縫紉機開始進行縫合包裝袋動作,且自動的將縫合線割斷。包裝袋之後經過輸送機被送入到重量複檢機進行產品重量檢測,當產品被檢測到不合格時,包裝袋經過自動篩選機時就會被自動剔除,而符合標準的產品將以此通過噴墨打印機等設備,最後到達碼垛機係統中,碼垛機器人按照規定的排列方式進行自動擺放,在完成碼垛任務後。稱重包裝碼垛生產線整個流程如圖2所示。
2控製係統硬件設計
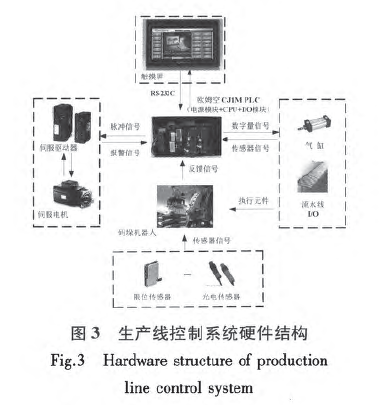
根據包裝工藝流程,本文釆用了“HMI+PLC"的控製模式,控製係統硬件結構如圖3所示。PLC可編程控製器作為觸摸屏與各信號傳感器之間的橋梁,將觸摸屏與各個信號緊密連接起來。因此觸摸屏、PLC、I/O輸入輸出模塊等組合在一起便構成了全自動包裝碼垛生產線控製係統。
2.1觸摸屏
觸摸屏(touchscreen)又稱為“觸控麵板”、“觸控屏”,可以取代機械式按鈕麵板,並通過液晶顯示畫麵生成生動的影音效果。觸摸屏一般接收觸頭等輸入信號,當接觸液晶屏幕上的圖像按鈕時,屏幕上的觸覺反饋係統可依據設定好的程式驅動各種連接裝置,其作為一種全新的輸入輸出硬件,已成為目前最簡單、方便的人機交互設備。本係統所要求的觸摸屏性能並不是很高,但應用場合可能是化肥廠、麵粉廠等較惡劣的工作場合,所以要求所選擇的觸摸屏性能可靠,使用壽命長,為此本係統觸摸屏選擇台灣威綸型號,通過該觸摸屏可實現生產線參數的輸入,並實時對生產線目前的生產狀態等信息進行顯示。MT6071IP係列觸摸屏具有多個串口(RS-232/RS-485)可同時與下位機實現通訊,擁有400MHz的32位RISC處理速度、輸入電源為24VDC,能夠實現一分鍾的500VAC超高耐壓。
2.2PLC
根據稱重包裝碼垛生產線工作流程,選擇模塊式的PLC,主要組成單元有CPU模塊、電源模塊、基本I/O模塊和通信模塊。對機器人係統進行擴展時,隻需要在原係統上增加相應的功能模塊,就可以完成功能的添加,設計成本低、效率高。為盡可能提高包裝生產線生產效率,要求所選擇的CPU處理速度較高,又能支持多種功能模塊的添加,經過對歐姆龍PLC各係列CPU模塊的比較,選用的CPU模塊為CJ1M-CPU13。
該PLC係統功能模塊較多,考慮到今後功能模塊的擴展,選擇輸出容量較大的電源模塊,型號為CJ1W-PA205R。該模塊電源電壓為AC100-240V,DC5V輸出容量5A,DC24V輸岀容量0.8A,總消耗功率為25W。數字量輸出信號主要有流水線的控製信號、抓手氣缸的控製信號等,選擇的輸出模塊型號為CJ1W-OD211,該模塊為16點晶體管輸出,開關能力為DC12-24V0.5A,外部連接形式為可卸端子塊。由於PLC采用模塊式,輸入輸出信號增多時,隻需添加相應的模塊即可。
根據稱重包裝生產線控製係統的要求,控製器需要和觸摸屏進行數據傳輸通信。CJ1M-CPU13含有一個USB接口連接PC機,主要用於程序的下載與調試,另一個RS-232C口與觸摸屏連接,完成上位機界麵的傳輸。係統需要選擇一個串行通信模塊與示教器等設備通信,具體的型號為:CJ1W-SCU21-VI,該模塊含2個RS-232C口,每個端口都可以選擇協議宏、上位鏈接、NT鏈、串行網關等功能。RS-232C采用全雙工傳輸方式,傳輸速度:4800,9600,19200、38400、57600、115200bps,8位數據位格式,奇偶錯誤校驗方式,傳輸距離15m以內。
3控製係統軟件設計
觸摸屏MT6071IP與CJ1M通過串口RS-232CS實現通信,觸摸屏首先通過參數設置畫麵向PLC寄存器中輸入參數,主畫麵向PLC發出命令,並由觸摸屏顯示PLC中開關量的狀態以及寄存器中數字變量的值,PLC在將動作指令按照程序邏輯分配到各執行機構中,同時采集生產線現場數據,對信號進行處理,並將數據上傳到觸摸屏中,由觸摸屏進行動態顯。
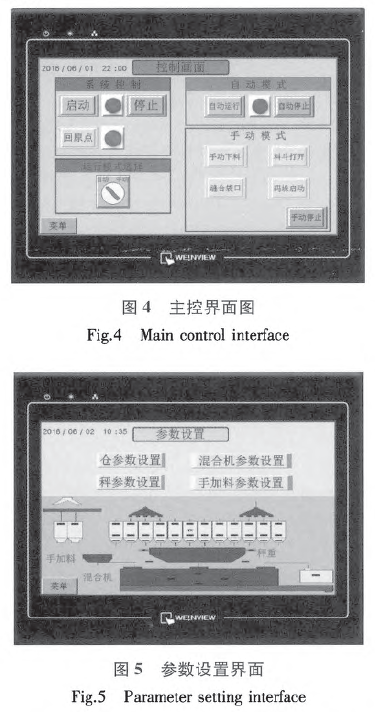
該觸摸屏軟件程序中主要包括主控界麵、參數設置界麵以及監控三大部分。主控界麵中主要包括啟動、停止、自動模式以及手動模式,控製畫麵如圖4所示,參數設置界麵如圖5所示。報警畫麵中主要顯示生產線中的報警信息,主要包括倉物料報警、加料不足、加料過重、秤門未關、放料失敗、總重量超重、手加料不足、手加料過多等等。結合報警畫麵中的信息,生產線的工作人員可以及時發現故障並排除故障,保證生產線的生產正常進行。報警界麵如圖6所示。
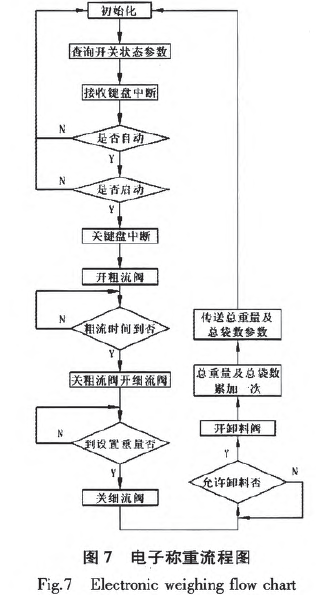
全自動包裝碼垛生產線中的邏輯控製程序主要包括以下幾個模塊:自動供袋子程序、自動取袋子程序、自動裝袋子程序、拆邊縫口子程序、倒袋輸送子程序、重量檢測剔除子程序以及碼垛分層子程序。在此處給出了稱重包裝碼垛生產線控製係統軟件采用模塊化設計,主要分為電子稱重模塊、自動供袋模塊、自動取袋模塊、自動裝袋模塊、拆邊縫口模塊、倒袋輸送模塊和重量檢測剔除模塊,上述模塊主要通過聯鎖進行協調控製,此處給出電子稱重模塊軟件流程圖,如圖7所示。
4結語
本文以稱重包裝碼垛生產線為研究對象,以歐姆龍CJ1M-CPU13PLC以及電源、I/O等模塊相組合的方式實現稱重生產線全自動控製,並用威綸觸摸屏MT6071IP實現了上位機對稱重包裝生產線生產全過程的實時監控。本文所設計的PLC和觸摸屏相結合的全自動稱重包裝碼垛生產線控製係統充分發揮了PLC和觸摸屏的技術優點,該控製係統自動化程度高,實時監控能力強,程序結構簡單易於擴展,有效提高了企業生產效率,並大大降低了工人勞動強度。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器