谘詢電話
ENGLISH0755-88840386基於PLC的全自動包裝碼垛生產線控製係統研究
發布時間:2021-03-01 11:53:26 |來源:網絡轉載
引言
全自動包裝碼垛生產線是機電一體化高技術設備。通過對上位機WinCCV7.0監控軟件的組態,達到對包裝碼垛自動生產線的各個工序的實時過程監控,有利於對包裝碼垛自動生產線運行過程所出現的故障,及時維修、解決。傳統繼電器控製係統由於線路複雜、故障率高,因此很難滿足自動化生產線的需要;相反,以PLC為控製方式的控製係統具有運行穩定可靠、抗幹擾能力強、功能強大、易於實現機電一體化等特點,所以被廣泛應用於工業生產領域的各種控製過程中。綜合各方麵因素,本係統采用PLC實現對全自動包裝碼垛生產線的控製,極大提高了生產效率,減少勞動成本,提高了生產自動化水平。
1、簡述全自動包裝碼垛生產線係統組成
全自動包裝碼垛生產線主要是對各個工序:稱重、供袋、裝袋、折邊、封袋、倒袋整形、金屬檢測、重量複檢、批號打印、轉位編組、碼垛、托盤和垛盤的輸送等作業過程進行全程監控,從而簡化了生產線工序結構,減少了人工操作,提高了生產效率,提高了包裝質量。通過PLC程序控製對整個自動生產線工作過程進行全程控製,可實現連續工作,具有故障報警、顯示及自動連鎖停機功能。全自動包裝碼垛生產線係統主要有以下幾部分構成。
(1)包裝機械單元。電子稱重機、自動供袋機、自動裝袋機、轉位輸送機、編組機、推袋壓袋機。(2)碼垛機械單元。分層碼垛機、升降機、托盤倉。(3)控製係統單元。PLC控製、人機界麵、WinCCV7.0監控軟件。
2、控製係統硬件組成
根據全自動包裝碼垛生產線整體設計指標及作業要求,其控製係統應滿足如下要求。
(1)實時協調控製各工序的執行機構,實現自動化生產線的高速、穩定、可靠運行。(2)實時監控能力高、動態響應性好。(3)人機界麵友好、編程簡便,操作簡單。(4)硬件結構緊湊,具有一定的可擴展性,易於維護。
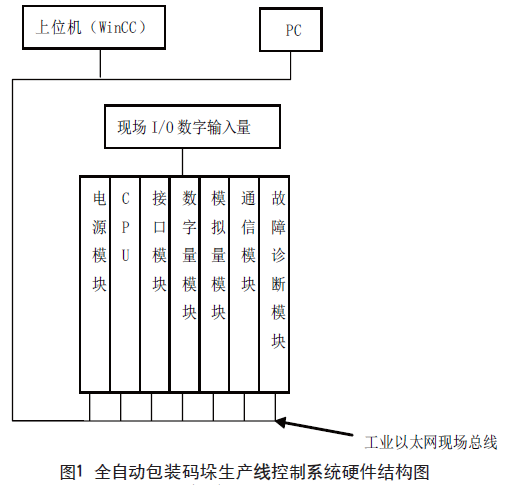
全自動包裝碼垛生產線的控製係統主要由軟件係統和硬件係統組成,該控製係統硬件架構如圖1所示,下位機采用S7-400PLC進行控製,上位機采用WinCCV7.0監控軟件進行實時監控,各組成部分通訊連接采用工業以太網現場總線。S7-400PLC采用模塊化設計,可根據不同需要選取不同模塊,本控製係統選用了電源模塊、CPU模塊、數字量模塊、故障診斷模塊、通信模塊等。
(1)電源模塊(PS)。它為CPU模塊、數字量模塊等提供電源。
(2)故障診斷模塊。CPU在識別到故障或編程錯誤時,將立即調用對應的中斷組織塊(OB),相應的中斷程序及時處理故障。(3)通信模塊。為上位機(WinCCV7.0)對下位機(PLC、變頻器等智能設備)之間的信息流通提供通信渠道。
3、控製係統軟件組成
3.1全自動包裝碼垛生產線工藝流程
全自動包裝碼垛生產線主要對粉、粒、塊狀物料實現稱重、供袋、裝袋、折邊、封袋、倒袋整形、金屬檢測、重量複檢、批號打印、轉位編組、碼垛、托盤和垛盤的輸送等自動化生產過程。其生產工藝流程主要有以下
(1)自動供袋。當按下包裝碼垛生產線準備就緒按鈕時,係統各部分歸位為初始狀態,當吸袋垂直氣缸電磁閥接通時,氣缸下降並且吸袋真空裝置接通工作,當吸袋真空閥達到設定值時,吸袋垂直氣缸開始上升,吸盤吸住袋子上升,當上限位開關打開時,觸發傾斜氣缸電磁閥接通,使垂直氣缸傾斜,把袋送入供袋輥子。完成吸袋操作。
(2)自動取袋。當上一工序完成後,自動取袋裝置開始工作,袋子被送到斜托板上,同時橫進裝置到達生產線裝袋位置時,觸發磕頭裝置傾斜,由限位開關進行限位,同時觸發真空電磁閥,實現真空吸袋,延時後,吸住袋並磕頭裝置立起,斜托板上升回到原來位置,完成整個取袋動作。
(3)送袋、開袋、裝料。當上一工序完成後,送袋、開袋、裝料裝置開始工作,初始狀態時,開袋、抱板與大夾子處於張開位置,橫進裝置向包裝線取袋方向減速移動,檢測到位後,抱板與大夾子閉合。橫進裝置向包裝線裝袋位置減速移動,由限位開關控製到位,觸發抱板與大夾子把裝滿料的袋子送到輸送帶上,同時夾輥氣缸動作,完成夾送動作。之後卸料門打開,開始裝袋。
(4)折邊、封袋。當上一工序完成後,折邊、封袋裝置開始工作,包裝袋通過夾口整形機和立袋輸送機進入自動折邊機,經過折邊後,光電開關檢測到包裝袋後,觸發縫紉機工作,縫合包裝袋。
(5)倒袋、輸送、整形。當上一工序完成後,倒袋、輸送、整形裝置開始工作,此時,包裝袋由縫口機進入倒袋輸送機,檢測裝置檢測到料袋後,觸發倒袋氣缸伸出,將包裝袋推倒,進入整形工序。
(6)金屬檢測、重量複檢。當上一工序完成後,金屬檢測、重量複檢裝置開始工作,檢測裝置檢測到金屬物體並發出報警,觸發自動撿選機將含金屬的料袋進行剔除。重量檢測裝置檢測料袋重量不合格時,也將被自動撿選機剔除。
(7)轉位、編組。當上一工序完成後,轉位、編組裝置開始工作,編組傳輸光電開關對袋數進行計數,根據計數結果來確定轉位機的不同動作。料袋至編組傳輸位,編組傳輸電機開始運轉。
(8)推袋、分層。當上一工序完成後,推袋、分層裝置開始工作,編組機滿信號則激發一次推袋動作指令。之後,料袋進入分層機並側麵整形擋板合上,壓袋機向下壓袋。當托盤處於分層碼垛位置時,分層機打開,升降機下降。當壓袋機壓到位後,光電開關觸發壓袋和側麵的整形氣缸返回,升降機停止下降。當分層機空並且壓袋機返回到位時,分層機開始關閉。
(9)升降機控製。當上一工序完成後,升降機控製裝置開始工作,分層機動作及分層機滿光電開關觸發一次層計數,升降機根據層計數的結果確定是否需要排垛操作。完成了升降機控製動作。
(10)托盤、垛盤輸送機控製。當上一工序完成後,托盤、垛盤輸送機控製裝置開始工作,當升降機進行排垛時,托盤及垛盤輸送機是需要否起動排垛操作,取決於垛盤位是否有空。
(11)托盤倉控製。當上一工序完成後,托盤倉控製裝置開始工作,托盤倉空時,觸發聲光報警。當托盤倉上升時,上升到一定位置托盤叉打開,之後,托盤倉繼續上升,直至到達頂部,頂部限位開關閉合,停止運動。等到托盤倉下降時,降到托盤倉中位時,托盤叉合上,托盤倉繼續下降,直至到達底部,底部限位開關閉合,停止運動。
3.2上位機的組態
上位機監控係統采用WinCCV7.0自帶的組態軟件進行組態。WinCCV7.0軟件具有模塊化結構,支持現場總線技術,具有自己的網絡體係和通信功能,能方便快捷的與下位機進行實時通信,組態監控技術為快捷的數據采集、過程監控、生產控製提供了基礎平台。WinCCV7.0監控軟件畫麵的工作流程主要包括以下:
1)上位機監控係統主畫麵如圖2所示:
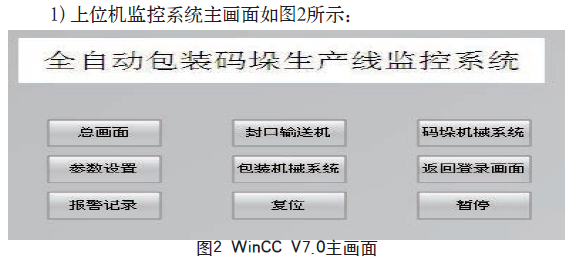
2)上位機監控係統碼垛機械單元畫麵。當點擊監控畫麵碼垛機械係統按鈕時,可以查看分層碼垛機、升降機、托盤倉等板塊的監控信息,並且可以對這些板塊根據需要進行操作。
3)上位機監控係統包裝機械單元畫麵。當點擊監控畫麵包裝機械係統按鈕時,可以查看電子稱重機、自動供袋機、自動裝袋機、轉位輸送機、編組機、推袋壓袋機等板塊的監控信息,並且可以對這些板塊根據需要進行操作。
4)上位機監控係統報警畫麵。當全自動包裝碼垛生產線出現故障或錯誤報警時,報警指示信號自動彈出,可以點擊主畫麵報警記錄按鈕查看,並根據相應提示信息進行操作。
5)上位機監控係統參數設置畫麵。當全自動包裝碼垛生產線要進行某個動作時,要通過參數設置畫麵進行參數設置,點擊主畫麵的參數設置按鈕,進入參數設置畫麵。參數設置主要涉及控製參數、工藝參數。
4、結束語
本文以全自動包裝碼垛生產線為研究對象,以S7-400PLC為基礎設計了全自動包裝碼垛生產線的控製係統,並用WinCCV7.0軟件作為上位機監控係統實現了對生產全過程的實時監控。本文所構建的全自動包裝碼垛生產線的控製係統能充分發揮了PLC、WinCCV7.0的技術特點,具有高度自動化、實時監控能力強、功能完善、運行穩定等突出特點,具有廣闊的工業應用前景。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器