谘詢電話
ENGLISH0755-88840386基於PLC的全自動包裝機控製係統開發與實現
發布時間:2021-02-22 14:08:03 |來源:網絡轉載
隨著生產和生活的不斷發展,人們對包裝技術提出了更高的要求。各類物料的計量精度直接關係到包裝企業的產品銷售,進而對企業的生存、發展和經濟效益產生影響。大多數機械生產企業都重視采用高度自動化的生產線,相比之下,化肥產品的生產包裝本身就不夠重視自動化生產線,其應用很少,相關研究也不多,在化肥行業中各物料的計量精度,更沒有引起企業的高度重視。提高化肥各物料的計量包裝精度一直是困擾企業的難題[1]。筆者根據化肥的特點研製開發了化肥的自動計量混合包裝機控製係統,著重介紹了一種基於PLC和觸摸屏的全自動包裝機控製係統,並對控製係統的流程和實現作詳細介紹。
1計量包裝機的構成
1.1全自動計量包裝機的設計與實現
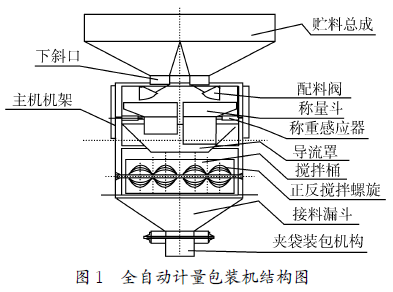
全自動計量包裝機主要用於各粉狀、顆粒狀肥料的定量計量包裝,混料攪拌桶內設有渦輪攪拌器,驅動渦輪由輸入軸穿過密封固定座聯接傳動機構。以電動機為動力,實現了混料機對物料的自動攪拌、自動下料控製,運輸機的自動運輸,包裝機的自動打包,以達到混料機內部任何位置物料混合均勻的目的,可在無人操作的條件下達到自動包裝的目的。下料泵、攪拌器、混料攪拌桶主體(含驅動葉輪)、工藝管、附件及計量檢測裝置的定位等設計見圖1
1.2自動運輸機的結構設計與實現
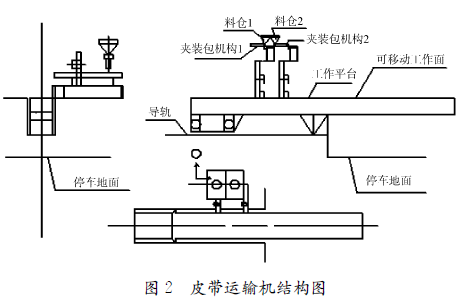
全自動計量包裝機中各物料的定量計量是本機的關鍵技術,包括稱重采用波紋管稱重壓力傳感器檢測裝置、A/D轉換器采用FX2N-4AD模擬量輸入模塊、氣動電磁閥、PLC采用三菱FX2N-32MR等裝置。皮帶運輸處理裝置包括上級皮帶運輸機、熱鎖口機和下級皮帶運輸機[3]。在混料機中經混合攪拌後的均勻
物料放到包裝袋後,經過上級皮帶運輸機運送到鎖口機鎖口,鎖口後送到下級皮帶運輸處理機,將包裝好的包裝袋輸送上汽車裝運。為了滿足工藝要求,不使皮帶運輸機超載和貨物堆積,在啟動時反啟,停止時順停。皮帶運輸機結構見圖2。
2自動計量處理裝置的設計與實現
計量處理會影響整個包裝機的性能質量。在稱重計量環節,各計量桶內壁會粘附混合後的粉料,對實際稱重有一定的影響,各計量桶采用不鏽鋼內壁的結構來減少影響。為校正誤差,在每次進料之前,空鬥質量G0由可編程控製器控製自動稱量,並把G0作為下料稱量質量(G1)的參考點,物料的總重量G2通過係統運算得G2=G1-G0。外界因素引起的零點漂移現象對實際進料值受到的影響降低到最小值[4]。在包裝進料環節,為使進料速度和計量包裝的準確性得到保證,係統采用快速進料和微調進料相結合的方式。將快速進料閾值設置為目標值的90%,快進料速度較快[5],到達目標值後電磁閥關閉一部分。加料精確度可以通過微調進料來提高,微調進料的閾值等於目標值與過衝量之差。係統加料達到設定值時,微調進料閥會自動關閉,在加料裝袋過程中,物料的下料的衝擊對係統造成振動,會造成包裝質量瞬時增加,會造成過衝現象。實際加料量等於微調進料加上過衝量,為了使過衝量能使係統自動校正,係統采用閉環前饋控製技術。基本原理是根據上次裝袋的誤差來調整本次稱量計量過程中產生的過衝量,稱量值與目標值的偏差通過微進料閥門開關時間來調整,可以提高定量包裝的精確度[6]。
3係統軟件的設計
3.1觸摸屏畫麵設計
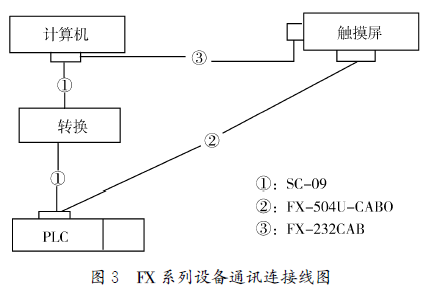
觸摸屏是專為PLC(可編程邏輯控製器)而設計的互動式工作站,具有與各種品牌PLC連線的監控能力,適用於惡劣的工作環境,能夠替代普通工控機。觸摸屏可以隨時跟蹤設備和係統的運行狀態,通過人機界麵向PLC發出指令和傳送數據,再通過可編程控製器完成對係統或設備的開關量和數據量進行控製。人機界麵可以製作成多幅多種監控畫麵,替代傳統的電氣操作麵板及顯示記錄儀等,而且具有功能更加強大的特點。人機界麵觸摸屏選用256色的三菱F940WGOT-TWD作為顯示、操作設定單元。計算機均采用RS-232通訊口,PLC的通訊口是RS-422,F940WGOT-TWD通訊口有兩個,分別為RS232C與RS-422/485。FX係列設備通訊連接線圖如圖3所示。
3.2程序流程
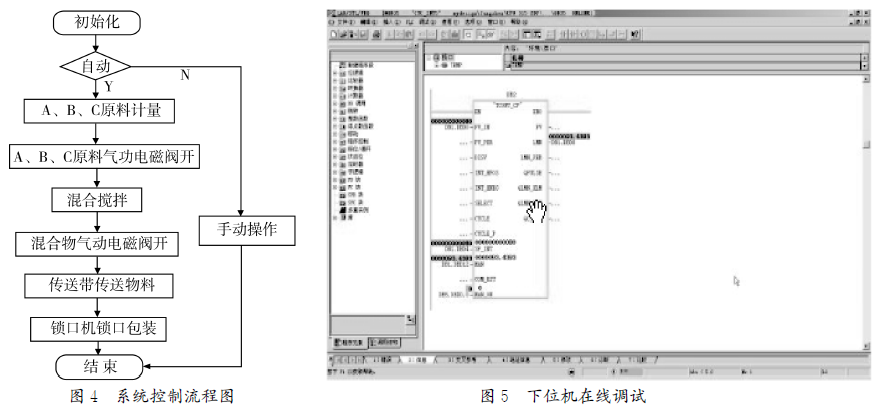
初始化是對所有輸入信號進行檢測,能否滿足啟動的條件包括檢測輸入信號是否有報警、負載過載等條件。在滿足啟動條件沒有報警時,執行後麵程序,在人機界麵選擇手動還是自動,選擇手動跳過自動程序,執行手動程序,選擇自動程序執行自動程序,跳過手動程序,優點是執行程序的時間縮短。在自動程序中首先對各混合原料分別進行稱重計量,所有原料達到要求的重量後,開啟各自的氣動電磁閥,將各原料放到混合桶中進行充分混合攪拌,攪拌均勻後開啟混合物氣動電磁閥,將混合物下料到包裝袋裏,同時開啟傳送帶電機,將包裝袋經傳送帶傳送到鎖口機進行鎖口。由於稱重計量到達要求和開啟氣動電磁閥有一定的時間延時,控製電磁閥要采用前饋控製。手動程序包括:各原料的手動計量、各原料的電磁閥手動開啟、手動混合攪拌、手動混合物後的電磁閥、手動傳送帶和手動鎖口等操作。手動主要是為了調試設備和出現故障時對故障設備進行維修。係統控製流程如圖4所示。
3.3邏輯控製
由PLC控製的全自動計量混合包裝機,采用了實現包裝機的自動計量、混合、傳送及鎖口等功能。PLC選用三菱FX2N-32MR,由於邏輯、順序較為固定,程序采用步進梯形圖控製,由於數量較大,數據存儲器要采用32位存儲器,否則數據會溢出。由步進順控指令完成手動/自動完成狀態的轉換,由功能指令完成稱量計量的實時數據采集和顯示、工作狀態及報警等信息。
4在線調試及仿真
在PC機上完成程序編製後,經過電纜下載到三菱FX2N-32MRPLC中,並經過軟硬件測試才能最終實現自動控製任務。GXSimulator是在Windows上運行的軟元件包,安裝GXDeveloper的計算機內安裝GXSimulator就能實現不在現時的調試。打開菜單欄的“工具”菜單,點擊“梯形圖邏輯測試啟動(L)”子菜單,啟動梯形圖邏輯測試。根據自己配置的輸入輸出進行測試見圖5。
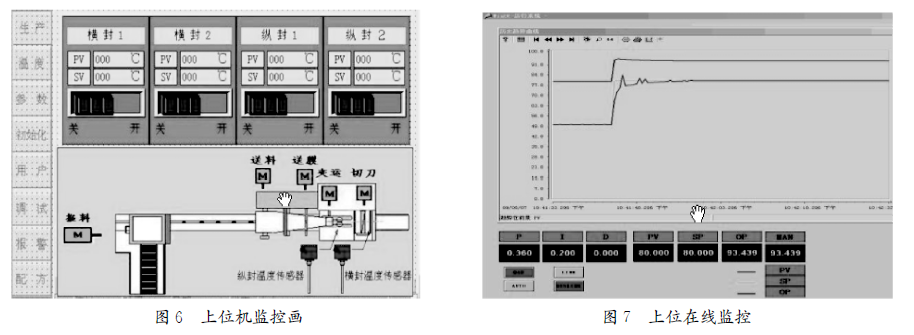
打開“GTSORTWARECHINESE”安裝文件夾,將”EnvMEL”文件進行軟件的使用環境的安裝。創建觸摸屏工程,針對全自動包裝機一個子係統的觸摸屏係統見圖6。在上位機建立了趨勢曲線,讓操作人員更直觀地了解係統及設備的運行的穩定程度,見圖7。
4結論
實際使用證明,使用了基於PLC的全自動控製係統後,與以前采用人工稱量計量相比較,精度得到了大大的提高,得到質量計量主管部門和用戶的肯定和認同。該控製係統已連續運行一年多,運行穩定、安全可靠、自動化程度高、操作方便,減輕了工人的勞動強度,充分發揮了可編程控製器運算速度快、功能強、程序設計固定簡便、修改程序方便、維護便捷、接線少、故障率低、維修保養容易、使用靈活、抗幹擾能力強等優勢,加之觸摸屏友好的人機界麵功能,獲得了用戶滿意的使用效果,值得推廣應用。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器