谘詢電話
ENGLISH0755-88840386基於PLC及HMI的包裝機集成控製係統設計與實現
發布時間:2021-01-28 11:47:05 |來源:網絡轉載
0簡介。
為滿足提高產品質量要求的需要,湛江卷煙廠GDX1和GDX2包裝單元新增了部分檢測器(稱為“外置式檢測器”),對產品質量進行檢測。這些外接探測器基本都是單片機獨立控製,工作環境差,粉塵和油汙多,工作溫度高。這種現象導致設備故障多,維護時間長,檢測功能升級困難,成本高。另外,很多外接檢測器的煙包剔除信號都是包裝機內部的手動剔除信號,在OPC控製麵板上沒有故障顯示和剔除原因顯示,無法快速發現和分析故障原因,給維護帶來很大不便。因此,包裝機迫切需要集成控製係統來集成這些外部檢測器,以提高維護效率和設備運行效率。
本文采用S7-200PLC和台達觸摸屏構建包裝機外部集成控製係統,不僅提高了檢測器的穩定性,還提高了外部檢測器的故障排除效率。
1.存在的問題及分析。
湛江卷煙廠包裝單元新增12種外接檢測器,如鬆包檢測器、透明紙駁接口檢測器、側翼開膠檢測器、煙包外觀成像檢測器、條盒透明紙偏置檢測器等。這些外部探測器基本都是由安裝在設備上的單片機獨立控製,粉塵和油汙汙染,故障率高。
這些外部檢測器都共享包裝機中的煙包剔除信號。當某個檢測器的靈敏度發生變化,出現誤剔除煙包的情況時,包裝機的OPC界麵上隻有手動剔除的卷煙數量增加,無法準確判斷哪個檢測器失效,車間的電氣維修人員隻能逐個檢查所有的檢測器。據統計,每次故障排除平均需要5.5分鍾,維護效率不高。
2.改造方案。
針對上述問題,本文結合PLC控製技術和HMI人機交互技術,構建了一個包裝機插件式集成控製係統。整個控製係統通過PLC輸入輸出實現邏輯控製,通過通訊實現人機命令的執行和狀態的顯示。整體設計遵循包裝機設備的工藝要求,以PLC和觸摸屏完成。
2.1PLC控製程序設計。
係統的控製器為S7-200係列PLC,安裝在包裝機的大型電控箱內,可消除油汙和粉塵汙染,降低PLC控製器的故障率。
查閱了GDX1和GDX2包裝機的電氣圖紙和操作說明書,結合車間的外部檢測器,總結了集控係統所需的檢測信號和執行機構的數量和要求,形成了PLC地址分配表,如表1所示。
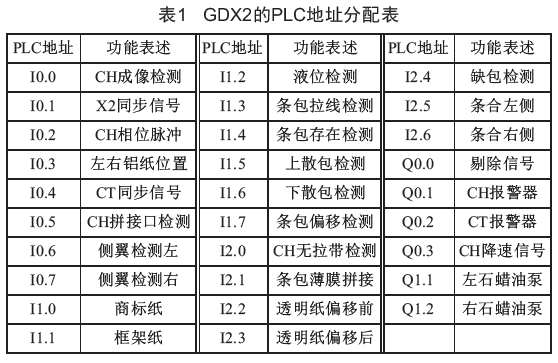
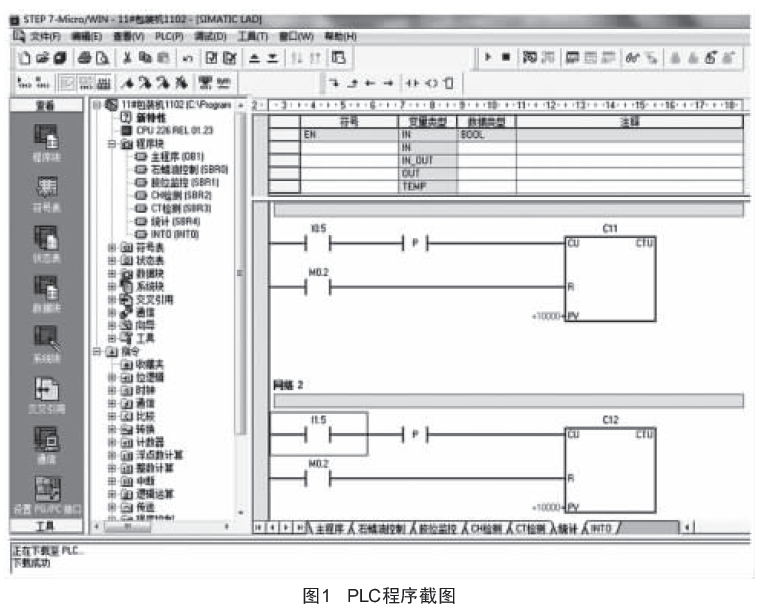
根據外部探測器的報警或拒絕信號,按照一個探測器信號對應一個計數器的原理配置計數器。當檢測器檢測到壞煙包時,檢測器輸出高電平,PLC檢測到檢測器報警信號上升沿時,計數器遞增1。該程序如圖1所示。當探測器被異常誤剔除時,計數器的累計值遠大於正常探測器的累計值,檢驗員可以根據計數值縮小探測器的故障範圍,從而提高維修效率。
2.2HMI人機交互設計。
係統的HMI人機交互硬件為Delta觸摸屏,安裝在包裝機的輔助部分,方便維修人員設置探測器參數和查閱故障信息。
觸摸屏是根據不同零件的工藝流程和故障排除要求設計的,不僅能真實反映缺陷的流程,還能顯示缺陷煙包的累計數量。為了提高觸摸屏傳遞信息的有效性,根據包裝機的工藝流程,將外接檢測器的人機交互界麵分為兩部分,即ch外接檢測器監控界麵(圖2)和CT、CV外接檢測器監控界麵。
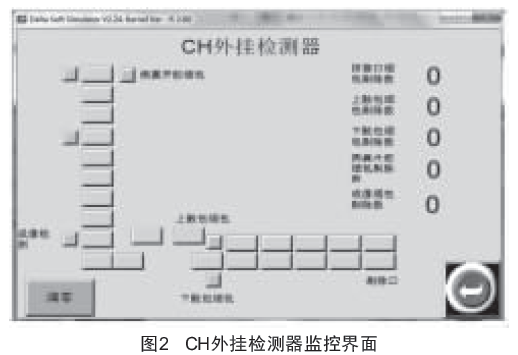
PLC控製程序中設置了一個32位的移位寄存器,移位寄存器的第一位作為次品煙包的標簽。當有信號時,第一位設置為1。根據不同的檢測器位置,觸摸屏上代表檢測位置的模塊變成紅色。隨著設備的運行,移位寄存器隨煙包位置移動,觸摸屏的顯示模塊也隨之移動,直到不合格煙包被剔除站剔除,此類不合格煙包的累計值也會增加1。在觸摸屏上可以直觀地監控缺陷煙包檢測、移位跟蹤和剔除的全過程。
3.應用效果。
將編程好的PLC程序下載到S7-200,將人機界麵下載到台達觸摸屏進行計算機測試。測試結果表明,集成檢測器工作正常,所有外部檢測信息都準確顯示在觸摸屏上。該係統在湛江卷煙廠投入使用後,觸摸顯示屏可以直接看到探測器的累計情況,外部探測器的故障排除時間從5.5分鍾/次減少到現在的0.5分鍾/次,效果明顯。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
- 上一篇:關於定量包裝秤技術規範的一些理解
- 下一篇:集裝袋定量包裝機
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器