谘詢電話
ENGLISH0755-88840386一種實用的微機自動配料秤係統
發布時間:2020-12-09 15:26:56 |來源:網絡轉載
1引言
在冶金、礦山、電力等行業,配料工序是十分重要的環節。而這些行業的生產現場環境比較惡劣,往往采用人工“跑盤”的計量手段,勞動強度大。利用MCS-51單片機和DCS係統設計的配料秤係統,解決了配料的自動檢測與控製問題。
2設計思路
2.1配料秤係統的組成
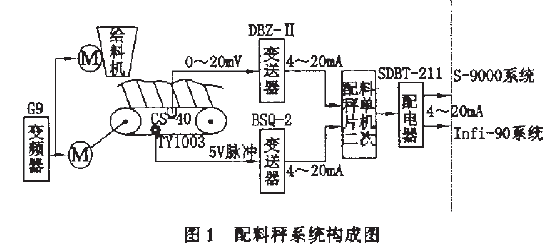
配料秤由其上方電振給料機供料。為了實施自動配料,提高配料精度,配料秤皮帶為可調速皮帶。富士G9型變頻器同時控製配斜秤皮帶和電振給料機的速度。配料秤選用了荷重傳感器TY1003.速度傳感器CS-40,分別配智能變送器DBZ-D及變送器BSQ-2,秤的二次表用8031單片機設計。二次表的一路瞬時量輸出4~20mA電流信號經配電器SDBT-211隔離後,分兩路分別進入S-9000係統和Infi-90係統。係統的示意圖如圖1所示。
2.2秤的計景原理
秤的計量原理為:當皮帶機單位長度上物料重量為q,皮帶的速度為p時,皮帶機上每秒鍾內單位長度上通過物料的重量為qv.那麽皮帶機在時間段內通過的物料為Jqvd£(積分區域為h-如的3時間段),配料秤所有的信號都以此量為基礎演變而出。
2.3秤信號的變換
秤的測速傳感器是帶有40槽的光柵程,直徑為0.15m,每轉一圈相當於皮帶行走了0.471m,電氣原理如圖2所示。
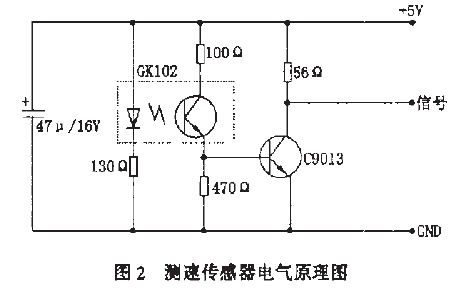
在圖2中,皮帶的速度快慢通過光柵感應出GK102導通時間的長短,它和信號端+5V脈衝的寬度成反比。因此在變送器的輸出端得到成反比的4~20mA電流信號,在生產時其運行速度被調整至20mA對應0m/s,18mA對應0.8m/s(上限速度,相對與變頻器運行在50Hz),其常用速度為0.4m/s,對應19mA電流。
秤的荷重傳感器共2隻,量程為30kg,輜出信號為0~20mv.秤的量程被定義在0~20t/h(常用K8凯发登录入口約16t/h),為了便於計算其單位皮帶上的料重,對變送器的輸出端定義為20kg/m對應20mA,0kg/m對應4mA,若皮帶速度為0.4m/s,下料量為16t/h,則DBZ-II變送器的電流輸岀為15.11mA,這項工作需要在校秤時,先用磅秤量出單位皮帶上的料重,再在DBZ-II變送器上準確地調校輸出電流值。
2.4單片機二次表的軟、硬件設計
2.4.1硬件的工作原理
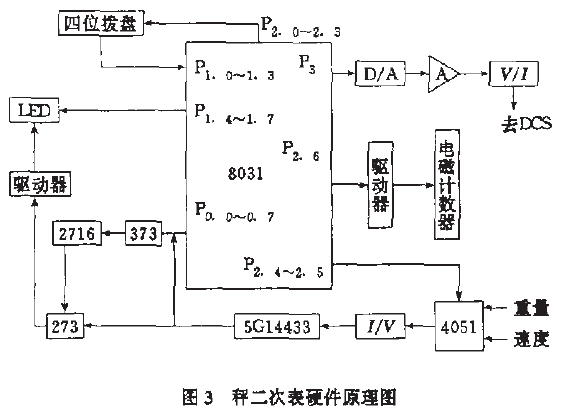
秤的二次表原理圖如圖3所示(不包括電源部分),是用8031單片機為CPU來設計的。重量和速度的電流信號經多路選通器4051選通分別進入"V網絡中,轉變成0,4~2V的電壓信號,輸入A/D5G14433中。8031的P24P2.5口作為4051的選通信號,A/D被當作CPU的外部數據存儲器的一個單元,用MOVXA,@R;指令將A/D數據從R)讀入。因運行程序較小,隻用了一片2716EPROM,且其地址線隻用TPo.o-P0.7,當8031讀2716的數據時,8D鎖存器373鎖存2716的地址。此外P。口還輪流輸出瞬時K8凯发登录入口值至發光8段數碼管(包括小數點)LED,其顯示格式為xx.xX(t/h)。4位LED的選通信號由Pi.*-Pi」給出。二次表的量程由外部的4位KBM型撥盤開關來設定,量程4位數的設定格式為XX,Xx(t/h)’每一位都是4位二進製的8421BCD碼,這4位數還要用軟件變成十六進製的數,正是因為量程的沒置用的是硬件,所以二次表的量程參數不需要用後備電池來保存。撥盤BCD碼由P10-P13處輸入,其選通信號為P2.0-P2.3-配料秤的瞬時K8凯发登录入口由P3口輸出,其8位數字量輸入0832D/A中,經放大和V/I網絡的轉換變成4-20mA的標準電流信號至DCS係統中。在單片機的運行中,讓定時器T。處於工作方式2,每125ms產生一次中斷,作一次累加K8凯发登录入口值的工作,當累加至1t時,由P2.6輸出一脈衝,驅動電磁計數器計量累積值。
2.4.2軟件流程圖
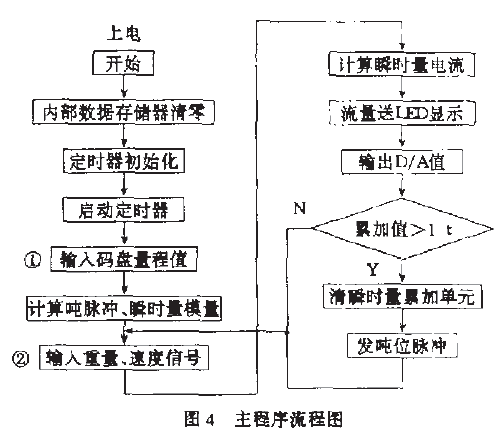
二次表的軟件包括一個主程序、兩個子程序、一個中斷服務程序。主程序流程圖如圖4所示。
在圖4中①、②處要調用BCD瑪轉換為十六進製數的子程序,將撥盤量程值和A/D值的BCD碼分別轉化為十六進製數。在主程序②處還要調用乘法子程序,對速度和重量信號作乘法運算,計算出瞬時K8凯发登录入口。定時器To每125ms啟動中斷程序,將瞬時K8凯发登录入口值送累加單元中累積。
2.5配料秤和DCS構成的係統
2.5.1和S-9000構成的閉環PID調節係統
由S-9000和配料秤構成的調節係統控製框圖如圖5所示。
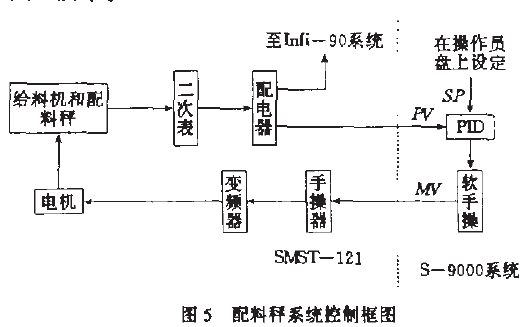
在S-9000係統中,主要的工控軟件為3C圖,配料秤采集來的K8凯发登录入口信號PVftS-9000係統中通過預處理,和SE9002操作員盤上來的設定值SP在PID軟件包中運算後,輸出MV值,去控製變頻器的頻率,從而控製下料量。在正常控製方式下,軟手操、手操器都可以當作是控製信號的通路。通過在生產中的摸索,P、I、D的參數分別被調0.449min,5.9min,0.07min.2.5.2和lnfi-90的聯係
配電器的另一路電流信號被送至lnfi-90的設備控製級中。在此係統中,利用Infi-90的CAD,SLDG軟件編製了料K8凯发登录入口的瞬時、趨勢、累積畫麵,並可在lnfi-90的操作員站OIS-40上顯示。
3結束語
本配料秤係統自1998年在馬鋼燒結廠投運以來巳穩定地運行至今,提高了生產自動化水平,降低了勞動強度,其配料精度可達0.5%.
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器