谘詢電話
ENGLISH0755-88840386基於PLC和稱重控製器的配煤自動控製係統
發布時間:2020-12-07 15:31:10 |來源:網絡轉載
0前言
伴隨著電子信息技術的不斷創新,PLC做為新一代工業生產控製板以其很高的可靠性和技術性創新性,在工業控製係統行業獲得了日漸普遍的運用。在焦碳的生產製造中,各煤種的配製以及精確性立即危害焦碳的級別。在文中詳細介紹的全自動配煤自動控製係統中,選用PLC來保證 自動控製係統軟件的平穩運作,選用具備P1D調整作用的稱重控製器開展原煤的精確計量檢定和調料。
l係統軟件硬件開發
1.1係統硬件配置構造
係統軟件硬件配置構造如圖所示1所顯示。
1.2係統硬件配置構成
(1)本係統軟件的上位機軟件選用研華工控1P-610工業控製係統電子計算機,內嵌研華工控PCL-743S雙端口號高速RS232/RS485接口卡,從而完成稱重控製器與上位機軟件的通訊。
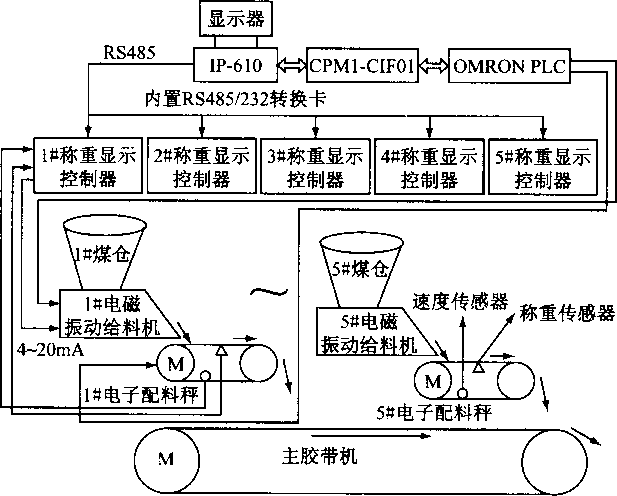
圖1係統框架圖
(2)儀表盤自動控製係統由5套電子器件調料膠布秤、5套xK3101D型稱重控製器、重量傳感器和轉速傳感器構成。該儀表盤能夠液晶顯示屏總計量、瞬時速度總K8凯发登录入口,含有4~50mA輸出和RS485通信協議。
(3)電氣設備自動控製係統分成手動式和全自動兩一部分,二者根據萬能切換開關完成。手動式一部分在實際操作台子上各自有起動、終止按鍵及其運作標示信號指示燈。手動式狀況下,能夠根據實際操作台子上相對的按鍵完成機器設備的起動和終止。全自動一部分選用OMRON企業的PLC,其CPU控製模塊為CPM1A-40CDR-D,該控製模塊有40個I/O點,24個鍵入點,選用DC24V開關電源,16個輸出點,為汽車繼電器輸出,外擴3個控製模塊CPM1A-20EDR,每片有20個1/O點,12個鍵入點,選用DC24V開關電源,八個輸出點,為汽車繼電器輸出,總共一百個1/O點。選用HOSTL1NK通訊電源適配器CPM1-C1F01與上位機軟件完成通訊。
1.3係統功能分析
(1)上位機軟件
能夠與xK3101D型稱重控製器及其PLC開展通訊;能夠設置各配料秤的給出總K8凯发登录入口,顯示信息當今總計量、瞬時速度總K8凯发登录入口,根據界麵顯示界麵,能夠係統對配煤全過程實時監控係統;能夠查看、複印班級的機器設備起停時間、生產製造表格等。
(2)儀表盤自動控製係統
本係統軟件原材料的線上持續操縱由xK3101D型稱重控製器來完成,該儀表盤選用1nte1企業的80C196KC為CPU解決重量傳感器和轉速傳感器送進的數據信息,並以瞬時速度總K8凯发登录入口的方式顯示信息在液晶顯示屏上,還能夠儲存、顯示信息總計量。它可輸出4~50mA給磁感應給料機,具備P1D調整作用,完成係統軟件的閉環控製係統和精確計量檢定。因為磁感應給料機的下
料口會出現阻塞的狀況產生,當係統軟件的超調量超出預設值時,稱重控製器便輸出一個開關量數據信號,起動當場警報器,提醒當場工作員去解決。此外,每台稱重控製器還含有RS485通信協議,都掛結在RS485係統總線上,再根據工控機的內嵌研華工控PCL-743S雙端口號高速RS232/RS485接口卡完成與上位機軟件的串口通信。
(3)PLC自動控製係統軟件
本係統軟件PLC隻做為邏輯性控製係統,關鍵對5台稱重膠布電動機、磁感應給料機的次序起停和備煤生產車間主膠布的互鎖開展操縱,及其對5條調料膠布方向跑偏開展解決,主膠布的起動和終止由備煤生產車間操縱。依據配煤係統軟件的加工工藝規定,係統軟件關鍵的開關量鍵入數據信號有主膠布的運作數據信號、調節數據信號、一切正常泊車和緊急製動數據信號,全部電源開關鍵入數據信號都根據小型繼電器連接PLC,而輸出電源開關數據信號經小型繼電器送到分別的實行設備。
在全部配煤係統軟件中,主膠布由備煤主控室操縱起停,僅有在主膠布早已運作的狀況下,才可以起動各稱重膠布電動機和磁感應給料機,而且在主膠布緊急製動時係統軟件做互鎖操縱。當係統軟件一切正常啟動,距離主膠布進料端比較遠的煤場先開料,其他煤場先後進料,終止萬亦方然數。據機器設備依照逆煤流的方位起動,即先起動主膠布,重新啟動稱重膠布電動機,最終起動磁感應給料機。係統軟件一切正常泊車時,依照順煤流的方位終止,即先終止磁感應給料機,再終止稱重膠布電動機,最終終止主膠布。
2係統軟件開發
(1)上位機軟件電腦監控軟件設計方案
上位機軟件應用Windows2000做為電腦操作係統,電腦監控軟件選用Visua1Basic6.0和Access數據庫查詢開展開發設計。在上位機軟件能夠設定各配料秤的給出總K8凯发登录入口、長焰煤的配製,能夠即時顯示信息每個配料秤的總計量、瞬時速度總K8凯发登录入口、具體長焰煤的配製,並將每個班的生產製造狀況紀錄到數據庫查詢中,並依據接受到的數據信息形成即時生產製造表格、曆史時間生產製造表格、各料種的即時曲線圖,並且能夠隨時隨地打
印。上台設備界麵還能夠顯示信息1#~5#稱重膠布電動機、磁感應震動送料的運作情況、膠布方向跑偏數據信號、報警係統,這種數據信號上位機軟件從PLC的1R汽車繼電器區載入,而且有操作記錄和係統異常紀錄。在本手機軟件中能夠設定電子計算機與稱重控製器及其PLC的通訊主要參數。因為1#~5#稱重膠布電動機、磁感應震動送料的運作數據信號是源自交流接觸器的輔助延時繼電器,並由小型繼電器連接PLC的鍵入端,在手動式狀況下,他們的運作情況依然能夠在主界麵上顯示信息。
(2)PLC與上位機軟件的通訊軟件設計方案[1]
本係統軟件中的PLC根據HOSTL1NK通訊控製模塊與上位機軟件通訊,HOSTL1NK指PLC與上位機軟件的串口通信。因為CPM1A沒有RS232C口,因此 選用HOSTL1NK通訊電源適配器CPM1-C1F01與上台電子計算機的串口通信聯接。HOSTL1NK係統軟件應用HOSTL1NK通訊協議,上位機軟件具備傳輸優先權,一直先傳出指令並起動通訊,HOSTL1NK通訊模塊接到指令交到PLC,隨後將實行結果回到上位機軟件的鍵入緩衝區域。當上位機軟件傳出通訊要求並獲得PLC的回應後,二者間便開展數據信息的提交和下送。當PLC的RS232C端口接受到上位機軟件的下送指令幀後,便自動將特定汽車繼電器區的數據信息發送至上位機軟件的鍵入緩衝區域,上位機軟件就可以從緩衝區域獲取數據。係統軟件選用VB6.0內置的通訊控製MSComm撰寫通訊程序流程,根據推送適度的指令幀就可以把連接PLC的1/O點數據信息讀回來。這種1/O點歸屬於1R區,因此 在本係統軟件中隻需讀1R區的數據信息就可以了。完成上位機軟件與HOSTL1NK通訊模塊的通訊隻需撰寫上位機軟件程序流程,由於HOSTL1NK通訊模塊本身含有通訊程序流程。可是,上位機軟件與PLC的通訊基本參數務必一致,如串口波特率、數據位、終止位、奇偶校驗。本係統軟件的通訊主要參數為"9600,n,7,2",上位機軟件的串行接口選用COM1或COM2。PLC與上位機軟件通訊程序流程圖如圖2所顯示。
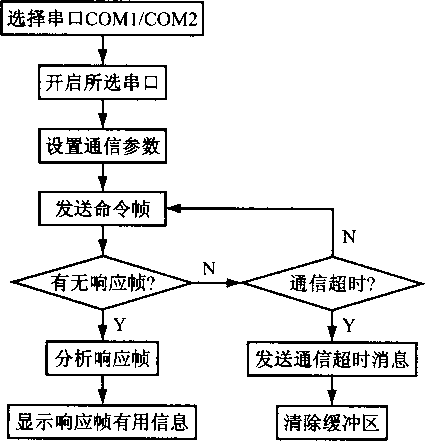
圖2PLC與上位機軟件通訊程序流程圖
(3)稱重控製器與上位機軟件通訊軟件設計方案[2]
裝了通訊全過程中的最底層操作流程,客戶隻必須設定和監管控製的有關特性和事件即OnComm惡性事件,就可以完成串口通信。選用MSComm讀取數據有二種方式:量化策略方法和定時執行查看方法。本係統軟件選用二者融合的方法。當稱重膠帶機的起動數據信號(從PLC的1R區載入)為真時,上位機軟件便能夠和5台儀表盤通訊。在OnComm惡性事件中輪詢端口號,當串口通信緩衝區域接受到數據信息時,開啟OnComm惡性事件,這時候起動計時器輪詢端口號,並關掉OnComm惡性事件。若計時器計時到,根據串口通信口向特定詳細地址的儀表盤傳出讀指令,等待的時間到則查驗1nBufferCount特性值來分辨鍵入緩衝區域是不是接受來到相對數量的標識符,進而開展數據信息的載入、分辨數據信息合理合法和數據信息的儲存、解決、顯示信息。接受完一幀後再開啟OnComm惡性事件等候下一次開啟。當對話框串口通信的接收緩衝區沒有接受到數據信息時,不開啟OnComm惡性事件,也就不容易起動計時器輪詢端口號,釋放出來了CPU資源。
4PLC監控軟件設計方案
上位機軟件根據與5台稱重控製器的通訊,能夠傳出給出總K8凯发登录入口和配製,接受來源於5台儀表盤的具體總K8凯发登录入口和每台儀表盤的當今總計量。上位機軟件運用這種數據信息開展解決,在主界麵上顯示信息有關的數據信息如具體總K8凯发登录入口、具體配製等,並形成相對的生產製造表格。上位機軟件做為域名,1#~5#儀表盤做為從站掛接在RS485通訊係統總線上,完成主從關係通訊和上位機軟件程序流程對下位機尋址方式、設定、查看等。為完成RS485通訊,係統軟件選用研華工控PCL-743S雙端口號高速RS232/RS485變換接口卡做為轉化器,當其驅動軟件安裝後,係統軟件便會增加2個串口通信即COM3和COM4,本係統軟件中上位機軟件和儀表盤的通訊便是選用這兩個串行接口中的一個,此外一個做為預留,其通訊主要參數為"9600,E,8,1"。
電子計算機做為上位機軟件與做為下位機的5台儀表盤選用主從關係回複方法通訊,在本係統軟件的互聯網中隻有一個服務器(上位機軟件,連接點詳細地址為0),服務器根據儀表盤詳細地址區別不一樣的從機,上位機軟件自始至終處在積極情況,依據程序執行的必須向儀表盤傳出讀寫能力指令。從機處在處於被動情況並接受相對的上位機軟件指令。必須載入稱重控製器的數據信息時,上位機軟件根據通訊口向特定詳細地址的儀表盤傳出讀取數據指令,儀表盤回應並將數據信息準備好,按統一的數據通訊幀文件格式編寫成回應字符串數組,服務器再度讀通訊口接收緩衝區就可以看到所需數據信息。向儀表盤寫數據信息時,上位機軟件向特定詳細地址的儀表盤傳出寫指令及主要參數數據信息,儀表盤接受並回到回應狀況。通訊程序流程選用VB6.0編萬寫方,數使據用通訊控製MSComm。該控製封PLC是電子控製係統的關鍵,它進行係統軟件機器設備的次序起動和次序終止及其機器設備中間的自鎖互鎖、互鎖。本係統軟件的PLC選用OMRONCPM1A,拓展後有一百個1/O點,並根據RS232通訊電源適配器與上位機軟件通訊。在上位機軟件安裝數控編程軟件OMRONSYSMACCPT,選用梯形圖程序編寫。
全部PLC控製手機軟件依照配煤的生產流程開展,並考慮到係統軟件的維護、常見故障解決、警報及其和備煤生產車間操縱數據信號的互鎖。起動按逆煤流的方位開展,即離煤源比較遠的機器設備先起動,終止按順煤流的方位開展,即離煤近期放進機器設備最先停止運行。在自動控製方法下,配煤生產車間的起動和終止數據信號由備煤生產車間傳出。
3總結
本係統軟件的電氣控製係統一部分選用根據PLC的自動控製和選用汽車繼電器操縱的手動式操縱緊密結合的操縱方法,不但能夠在一切正常狀況下完成係統軟件的平穩運作,還能夠根據手動式操縱便捷地完成係統軟件的維護保養和單獨運作。該係統軟件自資金投入運作至今運作平穩,能考慮生產製造的必須。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器