谘詢電話
ENGLISH0755-88840386油脂產品小包裝機械
發布時間:2020-12-03 14:29:40 |來源:網絡轉載
0前言
伴隨著大家服用油脂產品水準的提升 ,油脂產品小袋裝愈來愈遭受大家的高度重視。近些年引入的一些小包裝流水線加快了在我國植物油脂包裝的發展趨勢。堅信,為了更好地便民利民日常生活小袋裝將是油脂產品包裝發展趨勢的大勢所趨。下邊即將詳細介紹的是在我國從西班牙引入的某企業生產製造的液體植物油脂包裝流水線和從德意誌聯邦共和國引入的THM26/37型人造奶油包裝流水線。
1液體植物油脂小包裝機械
高級烹調油、食用油及小麻芝麻油等高端液體植物油一般選用小袋裝方式。包裝全過程包含製瓶、罐裝、旋蓋和標貼等工藝流程。其生產流程如圖所示1所顯示:

圖1液體油包裝工藝
塑料原料或板材先經過加熱,至一定溫度後進到模貝中,熱生成塑料瓶子,另外在瓶中吹進空氣壓縮,使塑膠向四周膨脹,注塑成形,製冷即製瓶結束。製好的塑料瓶子由輸送皮帶送至自動灌裝機,全自動定量分析灌進植物油脂,再去旋蓋機全自動密封,最終到貼標機,罐裝結束。
2.2製瓶機(注塑成形機)。它一般由熔化塑膠擠岀設備、料管、模貝、加溫係統軟件、製冷係統、空氣壓縮係統軟件及程序流程自動控製係統等一部分構成。它的基本概念是擠岀設備將熔化塑膠根據料管引入模貝,運用加溫係統軟件和空氣壓縮係統軟件吹氣檢查,使型坯脹滿模貝,隨後製冷成形。
2.2自動灌裝機。圖2是西班牙某企業生產製造的ASSO-SF型雙室低真空泵自動灌裝機電路原理圖。由製動氣室1,罐裝閥4,貯液翻6及聲卡機架、瓶托等構成。在貯液缸6內設立浮閥,以操縱進到貯液主缸液體的液位儀。貯液缸6根據二根液收管3與製動氣室互通。製動氣室1由低真空發生器吸走汽體而產生真空泵製動氣室。這時,液收管3內液位升高,其上升值由真空泵製動氣室的真空值來操縱。故液收管3亦稱真空泵指示管。
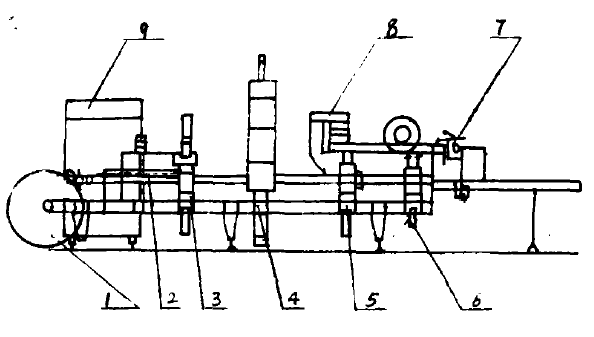
圖2ASSD-SF型自動灌裝機電路原理圖(西班牙)
1.塑膠鋼絲繩卷筒2.暖風器3.塑料盒子成形機4.自動灌裝機5.旋蓋機
6.剪壓設備7.剪修設備8.後蓋板成形設備9.控製麵板
工作中時,玻璃瓶隨瓶托升高,頂到密封墊片被密封性後,根據與真空係統互通的支氣管2,瓶中氣體壓強快速減少到同製動氣室一樣,這時候,坐落於玻璃瓶下邊的液主缸的液體在大氣壓強功效下,根據吸液管5及罐裝閥4進到瓶裏。當玻璃瓶裏的液體升高到浸入支氣管時,罐裝終止.但液體在支氣管內仍將升高到一段距離,直到全部係統軟件均衡。當玻璃瓶降低,密封性毀壞,吸液管5中液體在作用力功效下,流回到液缸中,支氣管內的液體被吸進製動氣室進到回液管而流回液缸中。在具體運用中,一般挑選H=4903〜6864.5Pa。
2.3旋蓋機。它由外蓋供貨罐及裝蓋——旋蓋設備構成。旋蓋機工作中時,裝蓋一一旋蓋設備上的輪盤將輸過來的玻璃瓶撥岀,瓶在輪盤上隨盤旋轉,先後轉到裝蓋位、旋蓋位及焊蓋位。
2.4自動貼標機。它是自黏合自動貼標機,不需另點膠標貼。它由服務器、卷紙機、分割數控刀片、光電管、係統控製台等一部分構成。標貼全過程在服務器上進行。工作中時運用光電管檢測進瓶速率,速率數據信號鍵入係統控製台,再由程序流程係統軟件向卷紙機傳出命令,按要求速率進紙,並按編程設計好的尺寸切紙,玻璃瓶與標鑒紙另外達到指定位置,從標鑒紙的測麵精確噴出來空氣壓縮,將標鑒紙貼在瓶上。3塑性變形人體脂肪小包裝機械
塑性變形人體脂肪小包裝機械用以人造奶油、黃奶油等半固體脂的包裝。圖3為德意誌聯邦共和國THM26/37型人造奶油全自動包裝機。該設備關鍵由塑膠加熱設備、塑料盒子成形設備、自動灌裝機、旋蓋機及剪壓設備等一部分構成。工作中時,塑膠金屬薄板進到底端一組模貝中,產生一組相互相接的網狀結構塑料盒子組,再送去自動灌裝機,在盒中裝進定量分析原材料,放料後去旋蓋機,蓋上密封性,最終由分割設備將連在一起的塑料盒子相互分離即得小袋裝製成品。
3.1塑膠加熱設備。它由2組發熱板組成,每一組也是左右二塊。板內埋有加溫元器件,毎塊發熱板表層放--棋板,用以將發熱板與塑膠板防護。
T作時,在氣動控製閥的功效下,下發熱板借氣動式曲軸連杆的帶姿勢間跋、周期性地左右健身運動,發熱板正中間的塑膠板也間歇性行駛,與發熱板的@動維持同步,塑膠板受2組發熱板的2次加溫,
做到所需溫度。加溫時,塑膠板遭受發熱板釋放的輕度工作壓力,這一工作壓力很有可能造成 塑膠板變形,針對薄厚不一樣的塑膠板,可借調整發熱板的健身運動高寬比來調整釋放在塑膠板上的工作壓力。
3.2塑料盒子成形設備。它關鍵由左右模貝兩一部分構成。上模貝由氣動式缸、上支撐架、空氣壓縮室及上模貝板構成。氣動式缸放置上支撐架上並根據活塞杆及越過空氣壓縮室的曲軸連杆使上模貝往下健身運動,上模貝板的樣子尺寸與塑料盒子產品一樣。空氣壓縮室固定不變,其底邊邊沿設定了密封圈,用以與下模貝密封性。
下模貝由液壓油缸、下支撐架、下模貝盒構成。液壓油缸安裝在外殼底端,下模貝固定不動在下支撐架上邊,液壓油缸根據活塞杆推動下支撐架及下模貝往上健身運動。下模貝盒為無蓋盒式。
3.3自動灌裝機。它由柱塞式計量泵及穩壓管設備兩一部分構成。選用柱塞式計量泵開展容量式定量分析灌裝。為確保計量檢定精確,柱塞式計量泵的原材料進口管上配有穩壓管設備。
工作中時,分吸進及罐裝二步。吸進環節,關開活塞杆倒退,進而吸進原材料。罐裝活塞杆前推,將原材料排出來泵殼,精確引入塑料盒子,活塞杆這般反複運動,完成半持續罐裝。罐裝活塞杆是由液壓機來操縱的。
穩壓電源由氣體壓強均衡室,氣動式缸及送料泵一部分構成。工作中時,由送料泵向氣體壓強均衡室入料,當氣體壓強轉變時,均衡室中活塞杆便左右挪動並推動汽缸中活塞杆左右挪動,進而打動不一樣高寬比的觸碰電源開關,從而向調速電動機發岀命令,依據均衡氣體壓強的必須擴大或減少轉速比,進而更改送料的總K8凯发登录入口,使均衡室中的氣體壓強保持穩定。現由均衡室向柱塞式計量泵上料。氣動式缸中自始至終進入一定氣體壓強的氣體,用以與均衡室的氣體壓強相匹敵,調整氣體氣體壓強,能夠更改均衡室中的均衡氣體壓強。工作中時,均衡室的氣體壓強一般為0.4MPa上下。這時候氣體實際操作氣體壓強為0.42MPao
3.4旋蓋機。它由左右兩一部分構成。下邊由底版及固定不動在其上的盒托構成,底版及盒托往上挪動,挪動間距可調式,上端由現澆板、發熱板及密封性數控刀片等構成。切料小盒子及成形的後蓋板從上下邊間根據。工作中時,下邊盒托將切料盒頂起,與後蓋板相互配合,並在上端發熱板及密封性數控刀片的功效下,獲得了熱密封性。外蓋成形時,可在蓋上貼商標logo。
3.5剪壓設備。蓋上密封性後,切料盒產品相互相接,帶條狀輸出,須由剪壓設備將其分為單盒狀產品。剪壓設備由左右兩一部分構成,料盒從中間根據,上端靜放沒動,下邊由液壓油缸推動數控刀片定時執行向上衝擊性,衝擊性時,斷開盒與盒相接一部分,最終盒產品由輸送皮帶送出。
4油脂產品塑料包裝製品原材料
表1列岀了幾類食品包裝材料塑膠的相對性特性。在我國塑料製品,多釆用高壓聚乙烯和聚乙烯原材料做成。
4.1高壓聚乙烯(PE)塑料薄膜。高壓聚乙烯分密度低、摩爾質量公式和密度高的三種。高壓聚乙烯隨相對密度提高,晶粒大小提升,而透氧率、透氣性率和透油率相對減少。故高済度高壓聚乙烯是比較理想的包裝製品。
4.2聚乙烯(PVC)塑膠。聚乙烯能夠依據不一樣的必須,做成各種各樣軟硬不一樣的產品。它透光性高,染色性好,可製成各種顏色。聚乙烯塑膠中通常混有一定總數的氯乙烯單個,可以溶解食品類,對身體的身心健康不好。因而,作為食品包裝材料原材料時,氯乙烯單個成分不可超出lmg/kg。為確保塑膠對身體衛生安全,世界各國都製訂有高壓聚乙烯和聚乙烯做為食品包裝材料原材料的質量標準,以保正植物油脂安全性服用。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器