谘詢電話
ENGLISH0755-88840386一種編織袋袋口折疊機構
發布時間:2020-12-03 13:58:39 |來源:網絡轉載
一、 概述
目前在編織袋焊接生產過程中,經常需要對編織袋的袋口進行折疊,以方便下一道焊接工序的使用,提高袋口的平整度和耐用等特點,目前基本都是釆用人工折疊的方式,除了耗費大量的人力外,折疊的產品質量也不盡相同,尺寸存在較大的誤差。針對上述問題中存在的不足之處,本技術提供一種編織袋袋口折疊機構。
二、 技術方案
本技術介紹了一種編織袋袋口折疊機構,主要包括:
呈左右對稱的兩套折疊機構;
每套所述折疊機構包括用於折彎編織袋的折彎機構和用於支撐編織袋的支撐機構;
所述折彎機構包括絲杆,所述絲杆上安裝有可上下滑動的滑塊,所述滑塊上安裝有可水平伸出的支撐氣缸,所述支撐氣缸的氣缸杆上安裝有可向下伸出的第一折疊氣缸,所述第一折疊氣缸的氣缸杆上安裝有可向下伸出的第二折疊氣缸,所述第二折疊氣缸的氣缸杆上安裝有可水平伸出的頂彎氣缸,所述頂鸞氣缸的氣缸杆上安裝有用於折彎編織袋的導向折疊杆;
所述支撐機構包括可水平伸出的第一收縮氣缸,所述第一收縮氣缸的氣缸杆上安裝有向上伸出的第二伸縮氣缸,所述第二伸縮氣缸的氣缸杆上安裝有用於支撐編織袋的內支撐杆。
所述絲杆的端部安裝有絲杆驅動機構。
所述支撐氣缸的氣缸杆上安裝有固定底板,所述固定底板上安裝有可向下伸出的第一折疊氣缸;
所述第一折疊氣缸的氣缸杆上安裝有第一連接支架,所述第一連接支架上安裝有可向下伸出的第二折疊氣紅;
所述第二折疊氣缸的氣缸杆上安裝有第二連接支架,所述第二連接支架上安裝有可水平伸出的頂彎氣缸。
所述第一收縮氣缸的氣紅杆上安裝有第三連接支架,所述第三連接支架上安裝有向上伸出的第二伸縮氣缸。
所述導向折疊杆和內支撐杆均為L型杆。
三、有益效果
本技術在編織袋袋口焊接前通過增加一種編織袋袋口折疊機構,能夠自動快速的對袋口進行對其並進行折疊動作,折疊後方便進入下一道焊接工序,代替人工操作、方便快捷,動作可靠、穩定性較高,折疊部分尺寸均勻性一致且能可靠焊接。
四、附圖說明
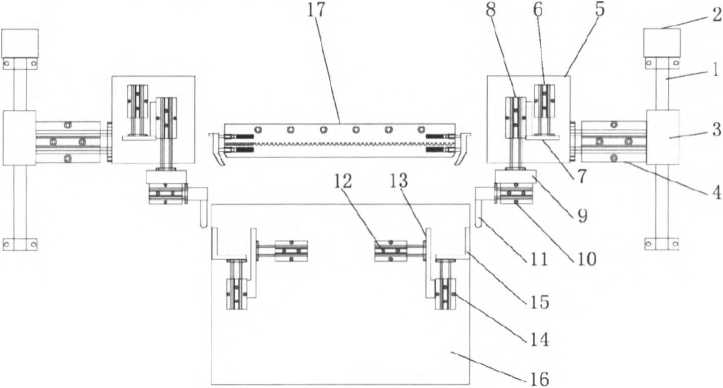
圖1構的結構圖
1、絲杆;2、絲杆驅動機構;3、滑塊;4、支撐氣缸;5、固定底板;6、第一折疊氣缸;7、第一連接支架;
8、第二折疊氣缸;9、第二連接支架;10、頂彎氣缸;11、導向折疊杆;12、第一收縮氣紅;
13、第三連接支架;14、第二伸縮氣缸;15、內支撐杆;16、編織袋;17、焊接機構。
五、具體實施方式
如圖1所示,本技術介紹了一種編織袋袋口折疊機構,包括:呈左右對稱的兩套折疊機構,現有編織袋的焊接機構17位於上述兩套折疊機構之間;每套折疊機構包括用於折彎編織袋16的折彎機構和用於支撐編織袋16的支撐機構;下述以一套折疊機構為例,對其折彎機構和支撐機構做詳細說明。
如圖1所示,本技術的折彎機構包括絲杆1、絲杆驅動機構2、滑塊3、支撐氣缸4、固定底板5、第一折疊氣缸6、第一連接支架7、第二折疊氣缸8、第二連接支架9、頂彎氣缸10和導向折疊杆IE其中,絲杆1的端部安裝有絲杆驅動機構2,絲杆1上安裝有可上下滑動的滑塊3,滑塊3設有與絲杆外螺紋相配合的內螺紋;絲杆驅動機構2可選用電機,電機驅動絲杆1轉動實現滑塊3的上下滑動;在使用時,絲杆1兩端通過軸承件固定在合適的支架上。滑塊3上安裝有可向中心水平伸出的支撐氣缸4,支撐氣缸4的氣缸杆上安裝有固定底板5,固定底板5上安裝有可向下伸出的第一折疊氣缸6;第一折疊氣缸6的氣缸杆上安裝有呈L型的第一連接支架7,第一連接支架7上安裝有可向下伸岀的第二折疊氣缸8;第二折疊氣缸8的氣缸杆上安裝有第二連接支架9,第二連接支架9上安裝有可水平伸出的頂彎氣缸10,頂彎氣缸10的氣缸杆上安裝有用於折彎編織袋16的導向折疊杆11,導向折疊杆11呈如圖1所示的L型結構;上述的安裝方式均可釆用螺栓或螺釘等常規的安裝方式。
如圖1所示,本技術的支撐機構包括可向編織袋外側水平伸岀的第一收縮氣缸12,第一收縮氣缸12可固定安裝在支架(圖中未示出)上;第一收縮氣缸12的氣缸杆上安裝有呈L型的第三連接支架13,第三連接支架13上安裝有向上伸出的第二伸縮氣缸14,第二伸縮氣缸14的氣缸杆上安裝有用於支撐編織袋16的內支撐杆15,內支撐杆15呈如圖1所示的L型結構;上述的安裝方式均可釆用螺栓或螺釘等常規的安裝方式。
本技術的編織袋袋口折疊機構使用方法為:
人工把編織袋16套在內支撐杆15上麵,此時第二收縮氣缸14呈伸開狀態,第一收縮氣缸12呈收縮狀態,套上編織袋16後第一收縮氣缸12作伸出動作,此時繃緊編織袋16的袋口,此時第二折疊氣缸8作伸出動作,使得導向折疊杆11進入到編織袋16的袋口右側,接著頂彎氣缸10伸出動作,把編織袋16的口向內頂進去,呈90度的狀態;此後,第一折疊氣缸6作伸出動作,使得袋口向內折疊,內側麵與內支撐杆15緊密貼合,使得袋口完全折疊。袋口完全折疊完成後,第一收縮氣缸12和第二收縮氣缸14分別收縮動作,避開編織袋口位置,此時支撐氣缸4作收縮動作,把折疊後的袋口拉緊、繃直。注意,此為對稱機構,右側折疊拉緊的同時,左側也已經完成折疊動作並一同時間拉緊。此後,絲杆驅動機構2動作,通過移動滑塊3帶動整個折疊機構上移,使得編織袋16的袋口進入到焊接機構17的焊接工位,方便焊接操作,焊接操作完後,再由絲杆驅動機構2動作,通過移動滑塊2帶動整個機構下移,脫離焊接工位,完成整個折疊袋口焊接工作。
本技術在編織袋袋口焊接前通過增加一種編織袋袋口折疊機構,能夠自動快速的對袋口進行對其並進行折疊動作,折疊後方便進入下一道焊接工序,代替人工操作、方便快捷,動作可靠、穩定性較高,折疊部分尺寸均勻性一致且能可靠焊接。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:燒結配料係統儀表的自動控製應用
- 下一篇:包裝機械企業應重視推行成組技術
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器