谘詢電話
ENGLISH0755-88840386袋泡茶包裝機標簽紙走偏問題的改進
發布時間:2020-11-30 10:52:28 |來源:網絡轉載
前 言
袋泡茶因食用便捷環境衛生,茶葉內所含合理成分溶解快,便於身體消化吸收等優勢,現如今正逐漸搶占市場,諸多保健產品、藥物也剛開始重視袋泡包裝銷售市場的發展。伴隨著大家對袋泡產品需求的提升 ,各生產廠家對包裝機械生產率,包裝製成品的品質及其機器設備工作中可信性的規定也愈來愈高。做為袋泡茶的關鍵構成部分包裝製品成形的可信性立即危害茶袋的不合格率。文中以處理標識易跑偏的難題為例子,開展組織剖析和改善,進而提升 機器設備的可信性。
1標識的成形全過程和原理
袋泡茶常用標識又叫衣服吊牌,其關鍵功效是聯接棉繩和包裝袋。當衝調茶袋時,標識做為手提式構件放在杯外沿,一方麵便捷手提式茶袋加快茶葉內所含合理成分融解,另一方麵當茶袋內合理成分衝調進行後,便捷取下使用過的茶袋。
此外,標識上能夠印刷工廠標示等圖案設計和文本信息內容,可加重大家對生產廠家印像,具有了廣告宣傳宣傳的作用,好的標識可合理提升 生產廠家的品牌形象和名氣。
1.1標識的成形全過程
標識成形需曆經下列五個步驟:標簽紙盤的安裝和放卷、標簽紙色標卡檢驗、空缺成形、標識分切和標識與棉繩、除塵布袋的釘封(如圖所示1所顯示)
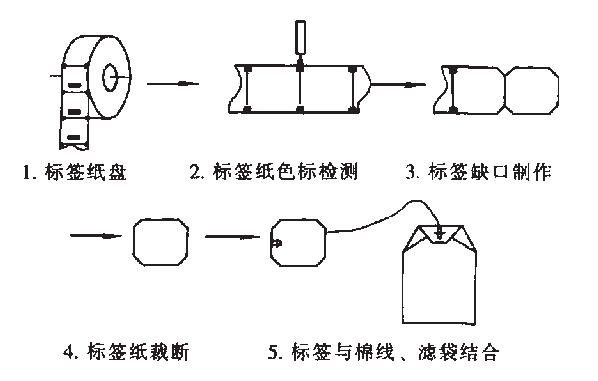
圖1標識工作內容
袋泡茶包裝機標簽紙走偏難題的改善
1.2標識成型組織工作全過程
標識成型全過程平麵圖如圖2,標簽紙盤1固
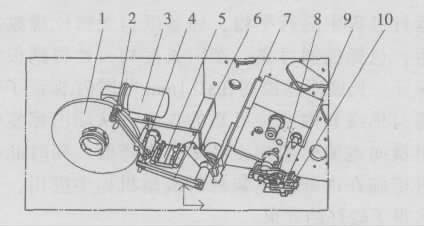
圖2標簽成型平麵圖
1-標簽紙盤2-限位開關套3-放卷電機4-過紙輥
5-接紙機構6-擺臂7-色標檢測機構8-牽引輪
9-缺口刀10-裁斷刀
定在安裝軸上,根據限位開關套2開展限位開關,標簽紙繞開過紙輪4、越過接紙組織5,曆經色標卡檢驗操縱7進入缺口製做和弄斷工序。最後成形後與棉繩和內茶袋相接,茶袋製成品就產生了。在其中根據角速度檢驗電源開關檢驗下擺臂6的高矮部位來操縱放卷電動機3進行標簽紙盤的放卷和終止姿勢。由色標卡檢測中心7操縱由交流伺服電機操縱牽引帶輪8的周期時間起停姿勢開展標識精準定位和定長牽引帶,在其中接紙組織5關鍵進行換卷時標簽紙的對接。
2原組織跑偏造成的根本原因
原包裝機在應用全過程中有時候產生標簽紙盤外側移位、標簽紙帶在各工作輥上部位起伏,有打卷狀況,造成 色標卡操縱艱難,成形後的標簽紙長度起伏大概在0.5毫米~毫米中間轉變,圖案設計不詳細,裁切不齊整,造成 茶袋包不合格率的提升。曆經剖析,覺得造成組織工作中不穩定的緣故關鍵有以下幾個方麵:
(1)限位開關套2外圓壓紙段階梯麵較短,無限位導向性作用,易造成 標簽紙盤外側被轉動偏移路軌。
(2)過紙工作輥4與下擺臂6安裝麵的平整度不太好,造成 標簽紙向一邊跳偏。
(3)標簽紙原材料為兩麵覆聚丙烯膜消光opp0.毫米,表層較光潔,因為放卷電動機2放紙過程中造成顫動,造成 標識在過紙輥4上拖動,造成 色標卡檢驗7艱難,危害圖案設計詳細和牽引帶長短轉變大。
(4)牽引帶輥8為懸壁構造,且牽引帶輪原材料為聚氨酯橡膠,若輪兩邊承受力不勻,硫化橡膠形變,造成 標簽紙袋一邊驅動力大另一邊驅動力小,進而造成標簽紙卷曲進紙艱難。
3整改措施
對於發覺的難題和剖析跑偏難題造成的緣故,大家開展了下列整改措施:
(1)限位開關套構造變更:擴大壓卷位置外圓直徑,另外提升15°導向性斜坡,另外考慮到標簽紙盤裏芯規格,內孔不可以提升過少。改善前後左右如圖所示3示:
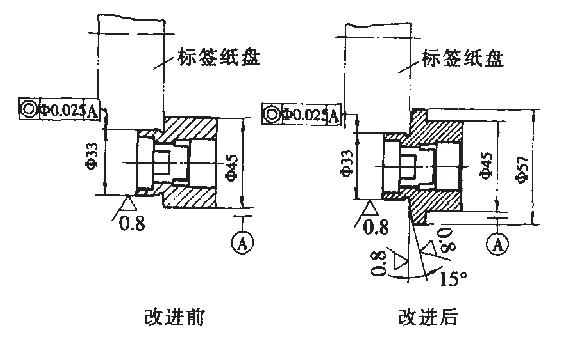
圖3限位套改進
(2)過紙工作輥構造健全:因原構造用螺栓連接,因外螺紋空隙及螺栓連接平整度出現偏差的原因等造成 安裝後過紙工作輥線與安裝基準點不豎直,造成標識跑偏。現擴大安裝基準點的觸碰總麵積,提升 該表麵與外螺紋安裝孔中心線平整度尺寸公差規定,借助該表麵來精準定位,較組織改善前精準定位精確度高些。改善前後左右如圖4示:
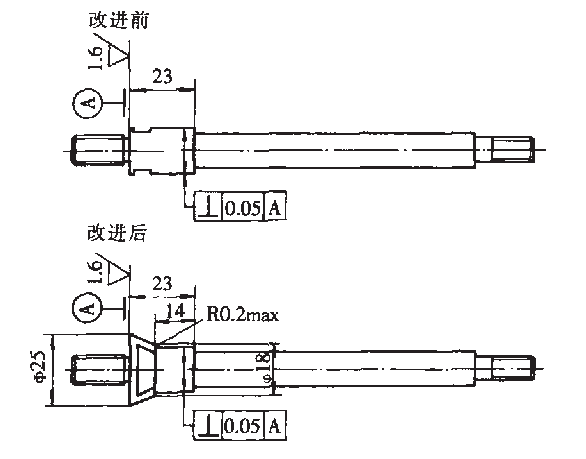
圖4過紙輥改善
(3)對下擺臂6安裝螺紋孔及安裝麵提升 尺寸公差規定:其安裝孔和安裝過紙工作輥的螺紋底孔及其表麵的相對性尺寸公差一定要嚴苛確保在±0.05mm內。
(4)牽引帶輪外圓膜壓時,內孔要留一定餘
量,便於壓完後,開展內孔深度加工,確保內孔對安裝孔平行度操縱在±Φ0.025毫米內。
(5)提升簡單糾偏組織和限位開關組織:就算
零件所有考慮設計方案規定,但全部零件的綜合性誤差仍有可能造成 標簽紙的工作台麵不平行麵。為了更好地填補綜合性出現偏差的原因產生的不良影響,現增加一套簡單的限位開關聯軸器(圖5)和糾偏設備(圖6),限位開關與糾偏組成在一起,即節約室內空間又便於調整。在其中糾偏設備原理如下:當綜合性出現偏差的原因造成 標簽紙向內(外)偏時,鬆掉卡緊螺絲5,調整螺絲3和螺絲6,使限位開關聯軸器組成2,往右邊(左)偏斜,觀查標簽紙在限位開關槽中的情況。當標簽紙穩定後,卡緊件3和件6上的螺帽,隨後上緊件5,到此調整進行。
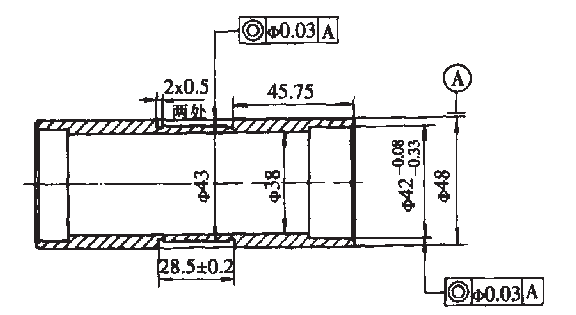
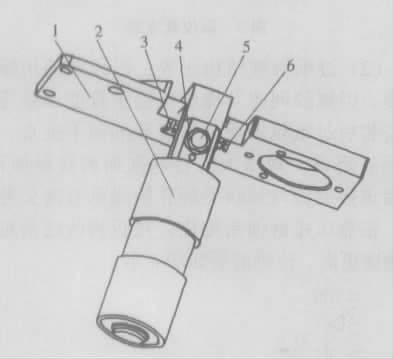
圖 6 糾偏裝置
1- 安裝板 2- 限位軸套組合 3- 左偏調節螺釘
4- 定位銷 5- 鎖緊螺栓 6- 右偏調節螺釘
4改善後實際效果
曆經一係列的改善健全工作中後,標簽紙在運作全過程中運作穩定,標簽紙盤無移位狀況產生,色標卡操縱靠譜,牽引帶長短均一性獲得非常好確保,長短出現偏差的原因操縱在±0.毫米範疇內,確保了標識與棉繩和內除塵布袋靠譜的聯接,進而由標識牽引帶橫著跑偏造成的不合格率大幅度降低。另外此整改措施在內外袋包裝製品成形組織中運用,也獲得了不錯的實際效果。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:鋼鐵企業中稱重儀表的配置
- 下一篇:基於STM 32的車載動態稱重儀表設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器