谘詢電話
ENGLISH0755-88840386三菱PLC通訊模塊與稱重儀表的通訊
發布時間:2020-10-21 11:55:09 |來源:網絡轉載
1引言
粉料燒結生產存在著大量人工將粉料裝填到燒結容器內的小型企業。現場工作環境差,不但存在對人體有害的粉料小顆粒,並且人工裝料、人工計量,因而也存在裝料重量不一致,誤差對燒結效果會產生不良影響,效率低下經濟效益差;生產統計工作量大,繁瑣易出錯。為了解決實現生產線自動裝料功能並將稱重結果數據記錄和保存,以及根據工藝實時調整裝料重量,立項自動化稱重項目。
Modbus是由原Modicon(現為某電氣公司的一個品牌)在1979年發明的,是全球第一個真正用於工業現場的總線協議。為更好地普及和推動Modbus在基於以太網上的分布式應用,目前某公司已將Modbus協議的所有權移交給IDA(InterfaceforDistributedAutomation,分布式自動化接口)組織,並成立了Modbus-IDA組織,為Modbus今後的發展奠定了基礎。在我國,Modbus已經成為國家標準GB/T19582-2008。此協議支持傳統的RS-232、RS-422、
RS-485和以太網設備。
Modbus協議是全球第一個真正用於工業現場的總線協議。具有標準、開放,支持多種電氣接口,幀格式簡單、緊湊,通俗易懂,用戶使用容易,廠商開發簡單等優點。許多工業設備,包括PLC,DCS,智能儀表等都在使用Modbus協議作為他們之間的通訊標準。本文介紹了一種PLC結合稱重控製儀表控製,通過PLC通訊模塊的內置通訊協議和稱重儀表進行Modbus通訊結合觸摸屏監控的設計方案。
2係統設計
自動化稱量係統架構圖1所示。
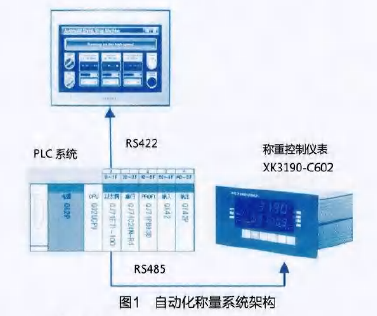
2.1PLC係統配置
生產線數字量輸入點數約40點、數字量輸出點數約20點,與稱重控製儀表和上位觸摸屏進行通訊的通訊模塊,係統提供以太網模塊。三菱MELSEEC-Q係列PLC采用了模塊化的結構形式,產品的蛆成與規模靈活可變,能廣泛適應用戶的不同應用,無論是順序控製,過程控製,還是數據處理。支持的I/O點數從256到4096點,包含遠程I/O時,可以控製的點數從2048點到8192點,足以滿足從小規模的單機控製到複雜的網絡控製。
(1)CPU型號型號選型:Q02UCPU,最大I/O點數2048;I/O軟元件點數8192;程序容量20K步;基本指令(LD指令)處理速度0.04US,程序存儲容量80KB。外設連接端口:USB和RS232以及內存卡接口。
(2)串行通訊模塊選擇:QJ71C24N-R4:RS422/485:2通道,2通道合計傳輸速度:230.4kbpso
(3)太網模塊模塊選型:QJ71E71-100,可與生產管理用PC之間傳輸生產管理信息、質量管理信息及設備的運轉情況等數據,太網模塊具有了日益普及的因特網電子郵件收發功能,使用戶無論在世界的任何地方都可以方便地收發生產信息郵件,構築遠程監視管理係統。同時,利用因特網的FTP服務器功能及MELSEC專用協議可以很容易的實現程序的上傳/下載和信息的傳輸。
(4)基板選擇:Q35B-E—台,電源插槽+CPU插槽+5個Q係列I/O插槽。
(5)電源選擇:QY61P-台,規格描述100-240VAC輸入/5VDC6A輸出。
(6)數字量輸入模塊:QX42一塊,64點直流24V共陽極輸入。
(7)數字量輸出模塊:QY41P-塊,32點帶短路保護晶體管輸出模塊。
2.2稱重控製儀表
在係統裝料時,儀表根據設定目標值和相關控製參數設置來給控製PLC係統快、慢供給以及穩定合格輸出信號,結合外圍供料係統進行裝料的重量精度控製,是本係統的一個關鍵控製器件。上海耀華XK3190-C602稱重顯示控製器,采用CortexM3內核的32位ARM處理器及高精度1左A/D轉換器件,釆用嵌入式實時操作係統對重量信號進行轉換、處理和顯示,最高可達200次/秒的轉換速度。本顯示器可方便地與電阻應變式稱重傳感器連接組成配料秤、定量包裝秤、分選秤等,適用於各種高速度與高精度稱重要求的控製場合。準確度等級3級,最大檢定分度數n=3000,最小輸入信號電壓IpV,輸入信號範圍-15mV~15mV,傳感器激勵電源DC5V,100mA,傳感器接線方式6線製,長線自動補償,通訊接口2個RS232,串口2可設置為RS422/RS485.支持指令方式和標準的ModbusRTU協議。
2.3觸摸屏功能與選型
觸摸屏功能主要顯示生產流程畫麵,參數設定和設備監控。係統選用知名品牌Pro-face(普洛菲斯)GC4000係列麵板型號GC4501W,部分參數指標:顯示屏類型:TFT真彩LCD;尺寸10.1英寸寬屏;分辨率800X480像素(WVGA);顏色65536色;RS232接口1個,RS422/485接口1個。
3軟件設計
3.1通訊協議原理
QJ71C24N-R4與RS-232、RS-422/485線路中連接的外部設備通過下述4個協議進行數據通信。4個協議分別為(1)MELSEC通信協議;(2)通信協議;⑶無順序協議;(4)雙向協議。通過使用調製解調器或終端適配器,可以利用公共線路(模擬/數字)與遠程設備進行數據通信。
(l)MELSEC通信協議(以下略稱為MC協議。外部設備可以對CPU模塊的軟元件存儲器進行讀取及寫入等。在從外部設備對CPU模塊的動作進行管理用。
⑵通信協議可以根據外部設備側的協議進行數據通信。通過(3)中說明的無順序協議也可進行相同的數據通信,但與無順序協議相比較,有下述的方便功能。
由於可以使用GXWorks2的通信協議支持功能簡便地進行協議設置,因此可以減少順控程序。由於可以將登錄的協議設置數據寫入到快閃ROM中,因此可以減少寫入至IJCPU模塊中的程序容量。
詳細內容請參閱MELSECQLMELSEC通信協議參考手冊。
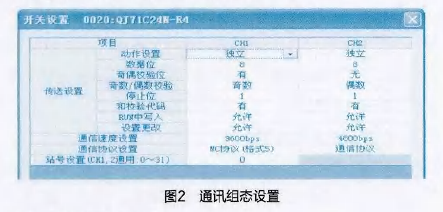
PLC串行通訊模塊必須先進行相關的配置才可以正常使用。參數設置通過三菱新的編程軟件GX-Works2進行參數設定。打開GX-Works2軟件後,添加選擇智能功能模塊QJ71C24N-R4,然後打開QJ71C24N-R4的參數選項,對開關設置和各種控製指定這兩項進行設置,其它參數項保持默認即可。通道CH1用於和Pro-face屏通過RS422方式MC協議(格式5)進行通訊,通道CH2通過通信協議和稱重控製儀表進行2線RS485半雙工速率4800bps方式通訊。開關設置的具體參數如圖2所示。以上參數設置完畢後,確認保存並下載到PLC中。
3.2通訊協議設置
通過GX-Works2的通訊協議支持功能可以簡便的進行設置,通過符合外部設備的協議進行數據的發送/接收。可以將外部設備側的協議從GXWorks2的通信協議庫中方便地進行設置選擇或創建/編輯。具體操作流程如下:
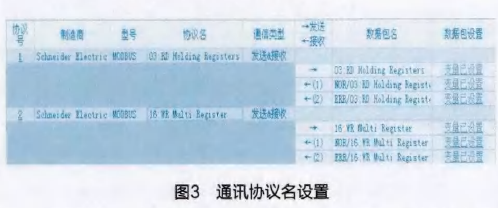
(1)添加協議1選製造商SchneiderElectric型號MODBUS,協議名03:RDHoldingRegisters讀取儀表當前值,同理用協議名16:WRMultiRegister寫入參數,如圖3所示。
(3)通訊協議的寫入:將設置好的MODBUS通信協議寫入到C24的快閃ROM中。
(4)協議的執行:通過專用指令(CPRTCL指令)執行協議。
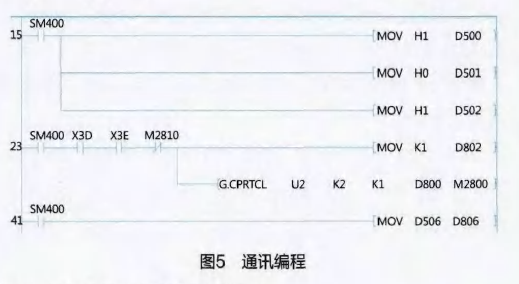
3.3PLC程序的設計
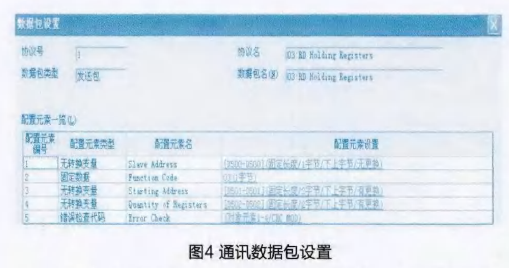
編輯順控程序,對通訊數據包所用寄存器寫入相關參數,從站地址001寫入D500,起始地址為0,讀取字數寫入D502中,創建使用了專用指令(CPRTCL指令)的程序。通過CPRTCL專用指令,執行寫入到C24快閃ROM中的MODBUS協議,就可以讀取和寫入和儀表的數據了。如參數讀取程序段羅列參見圖5所示。
3.4C602儀表通訊相關設置
軟件參數將通訊地址設為001,通訊波特率為4800bps,通訊協議Modbus;參數設定值是儀表通訊地址[Addr]=001通訊波特率[bAud]=*3通訊方式[tMode]=*40;儀表的操作以及參數詳細信息請參考XK3190-C602稱重顯示控製器使用說明書。
3.5HMI畫麵設計
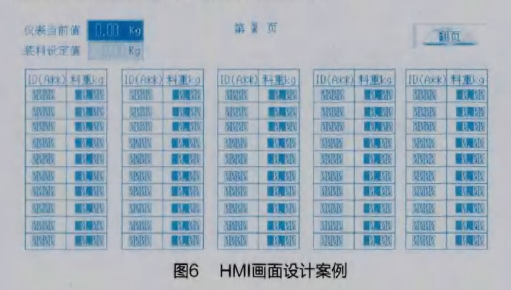
觸摸屏軟件設計采用Pro血ce的GP-proEX版本V3.01.101,如果版本低於V3.01.101將無法支持GC4000係列觸摸屏。畫麵規劃上,設計有設備監控畫麵,故障報警畫麵,係統設置畫麵,10定義監控畫麵以及數據記錄畫麵,如數據記錄畫麵有儀表目標值得設定,當前值的顯示,以及上一稱重記錄的顯
示和保存,程序內部設置了500組數據的記錄。每一頁顯示50組數據,共10頁(0~9),通過翻頁鍵或直接輸入所需頁碼來完成數據的分組顯示。具體如圖6所示。
4係銃調試
硬件接線連接完畢後,檢查無誤。開始上電調試,設備整個調試過程中岀現的問題以及解決方式羅列如下。
4.1參數確認
WKS!確腳,Affifi訊瑚SB,硬正確。
4.2儀表確認
儀表通訊異常,儀表硬件需將JP4跳至RS485—端。
4.3數據確認
稱量數據的記錄斷電後無法保存?需把要保存的稱重數據放置到PLC的數據鎖存區。具體操作在PLC參數-軟元件設置-數據寄存器(D)內設定為鎖存起始地址和鎖存結束地址。串口通訊模塊CH2通道,做2線製485通信時接線方法是SDA與RDA短接,SDB與RDB短接,這就造成發送的數據首先會被PLC自己接收到。這就會對外部儀表的通訊數據產生幹擾,產生通訊異常。在各種控製指定選項中,將CH2的設置RS-485(2線製)進行數據通訊中的響應返回數據由0:響應返回允許改為1:響應返回禁止就可以避免了。
5結束語
經過試運行,本係統安全可靠。提高了裝料的精度和工作效率,實現了稱重結果數據的記錄和保存,測量值的遠程顯示以及儀表參數的遠程設置,具有操作簡便、功能強大的特點。大大的減輕了現場操作人員的勞動強度,改善了操作人員的工作環境,同時也提高了產品的品質,取得了一定的經濟效益。同時該係統也可應用與其它需要稱重並記錄的自動化設備上。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器