谘詢電話
ENGLISH0755-88840386液體農藥配料線自動控製係統研究
發布時間:2020-10-19 10:31:21 |來源:網絡轉載
0引言
我國是一個有著 13.6 億人口的農業大國,人均耕地麵積僅為 0.1 公頃。要解決眾多人口的糧食問題,並提高人們的生活水平,我們就必須大力發展農業提高單位麵積產量來滿足人們對糧食的需求[1]。在提高單位麵積糧食產量的諸多措施中,化學農藥的使用占有舉足輕重的地位。目前,我國有相當部分的液體農藥企業是小型工廠,設備簡陋,缺乏必要的配料控製係統,安全與配置精度問題顯得尤為突出。因此,文中以 PLC 作為控製器,采用 Visual Basic 6.0 開發配套的監控軟件,並結合稱重儀表、Ethernet 通信、計算機控製等多種技術,設計開發了液體農藥配料線自動控製係統。該係統可以較為準確的控製液體農藥配置精度,同時實現了安全生產與智能管理。
1係統結構及控製方式
1.1係統結構
文中所設計的係統包括上位機和下位機兩部分,上位機由計算機和昆侖通態 TPC1062K 觸摸屏組成,計算機和觸摸屏都可以實時顯示和設置液體農藥配方的預設參數,實現對液體農藥配料的實時監控。下位機為歐姆 CP1L PLC,其通過稱重儀表實時采集配料過程中各添加物料的實際質量,然後將其處理後與預設值進行比較,根據比較結果實時調節電磁閥和攪拌器,從而實現配料過程自動控製。該係統結構框圖如圖 1 所示。
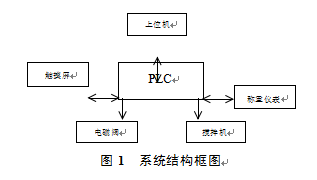
圖 1 係統結構框圖
1.2係統控製方式
根據液體農藥廠的需求,我們采用手動和自動兩種控製方式。
1)自動控製方式。在上位機監控軟件或觸摸屏上設置配方的詳細預設參數,PLC 將稱重儀采集的數據經處理後顯示在觸摸屏與上位機監控軟件中, PLC 將處理後的數據與配方預設參數進行比較,由比較結果自動進行下一步可行性判斷。自動模式下隻需設定各物料的預設參數,其餘配料過程均可自動完成。
2)手動控製方式。根據上位機遠程監控軟件或觸摸屏上顯示的各物料的預設參數,通過控製櫃上的不同按鈕發送不同的指令到 PLC,從而控製不同的設備進行配料。手動模式下需要管理人員根據所觀察到的數據,手動控製其他設備進行配料。手動模式可中斷自動控製模式,實現操作人員對現場突發狀況的及時處理。
2下位機係統設計
2.1硬件結構
文中硬件結構框圖如圖 2 所示。係統硬件包括PLC、觸摸屏、稱重儀表、電磁閥、攪拌機等。PLC 選用 OMRON CP1L,該 PLC 通信功能較好的解決了係統設計中的數據轉換和通信問題。PLC 添加 2 個 RS232 擴展板,分別與觸摸屏 TPC7062KX 和稱重儀表 ICS241 進行 RS232 串行通信。上位計算機與PLC 之間采用Ethernet 通信實時進行數據交互[2]。
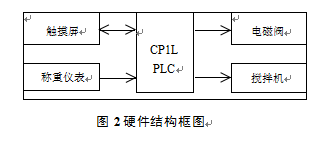
圖 2 硬件結構框圖
2.2數據處理模式
OMRON 係列 PLC 與各種串行通信設備進行數據交換可采用無協議通信模式[3]。無協議通信時, CP1L PLC 通信端口除 CPU 單元外設口、內置 RS-232 或 RS-422A/485 口,可以使用串行通信單元板上的端口。稱重儀表 ICS241 自帶標準 RS-232 串口,此處給 CP1L PLC 選件板配置 CP1W-CIF01,即將串口配置成 RS232 口。因此 PLC 與上稱重儀表 ICS241 是采用 RS-232C 串行通信[4]。
稱重儀表 ICS241 設置為連續輸出模式,連續輸出模式下可以啟用或禁用校驗和,數據含有 17 或18 個字節。表 1 顯示了標準連續輸出的格式。

連續輸出格式說明
1.ASCII 文本開始字符(0x02),始終發送。
2.顯示的重量,可以是毛重或淨重。六位,沒有小數點或符號。不足六位前補空格。
3.皮重。六位皮重數據。字段中沒有小數點。
4.ASCII 回車
5.校驗和啟用時才發送校檢位。校驗和用於檢測數據發送中的錯誤。
2.3PLC 程序設計
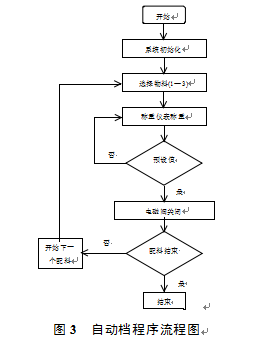
下位機 PLC 控製程序主要包括自動檔、手動檔程序和數據處理 3 部分。數據處理程序主要是將稱重儀表 ICS241 采集的數據儲存到 DM 區[5];自動檔程序主要是將采集處理後的數據與預設參數進行比較,通過比較結果控製相應設備的通斷,實現對配料線自動控製[6]。例如,當藥品物料 1 真實值高於預設值時,觸摸屏報警燈亮,電磁閥關閉,運動停止;當低於預設值時,運動正常進行,直到達到之前的預設值。手動工作模式可以實現對配料過程的開環控製,自動模式則不需要操作人員控製相應設備的通斷[7]。自動檔程序流程圖如圖 3 所示。
3上位機係統設計
3.1監控軟件
上位機的監控軟件采用 Visual Basic6.0 開發設計,主要包括用戶管理、實時監控、曆史數據查詢、配方參數修改和報警管理五部分。監控軟件要實現數據的存儲及查詢功能,因此需開發設計數據庫, 由於係統中數據存儲量較小,因此采用了數據庫Access。監控軟件結構體係[8]。圖 4 所示主界麵,軟件的“用戶管理”主要用於添加 、刪除用戶及用戶信息的修改和用戶權限的設置。“實時監控”用於顯示農藥配料過程中各物料的稱重數據。“曆史數據” 主要用於將曆史數據生成表格,方便隨時查詢;管理員具有 對所有曆史數據查詢、編輯、刪除的所有權限,普通操作員隻能對曆史數據進行查詢。“配方 參數修改”可以實現配方的添加、刪除,設置配方中各物料的預設參數,對 PLC 發送控製指令[9]。
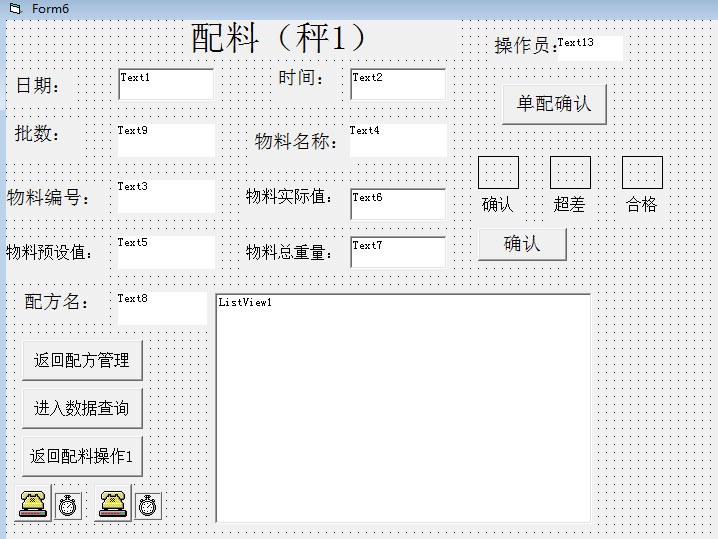
圖 4 主界麵
3.1 上位機與下位機的通信設置
在實際生產中,由於控製室與農藥配料車間距離較遠,並需要保持網絡穩定可靠,因此上位計算機與 PLC 采用 Ethernet 通信進行實時數據交互,OMRON CP1L PLC 內置以太網口,它可以通過FINS 協議[10],實現對 PLC DM 區的讀/寫。計算機與 PLC 通信設置示意圖如圖 5 所示。
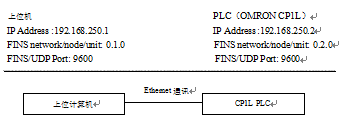
圖 5 計算機與 PLC 通信設置示意圖
通過 Ethernet 通信,上位機與 PLC 組成綜合控製係統,實現監控與管理的一體化。在 Visual Ba- sic6.0 中,上位機通過向 PLC 發送 FINS 指令讀取DMl00(DM 區儲存 PLC 從稱重儀表實時讀取的數據)開始的 150 個字數據的功能,實現上位計算機與 PLC 的通信[11]。
4結束語
液體農藥配料線自動控製係統采用上位計算機與下位機相結合的方法,實現對配料過程的監控與控製。該係統經調試後運行穩定,監控數據準確可靠。在實際應用後實現了對人工配料作業環節的監管,規範了操作人員按照生產配方準確配料;上位機對配料操作記錄進行保存,管理人員可實現追溯曆史數據,實現了生產的智能管理。文中所設計的控製係統具備了安全生產、精確高效的優點,且造價成本低,結構簡單,具有較大的市場推廣價值。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器