谘詢電話
ENGLISH0755-88840386新型智能組合秤稱重係統
發布時間:2020-10-14 15:08:36 |來源:網絡轉載
0引言
近年來,科技的飛速發展帶動了工業生產的快速發展,中小定量包裝等食品行業對組合秤稱重係統的需求量越來越大[1]。傳統的單體稱量包裝秤存在抗幹擾能力差、包裝速度慢、包裝計量精度不高、功耗大等弊病[2-3],而且對於單重不一或者不均勻物料時,單體稱量包裝秤不能精確測量物料的質量,造成不合格率的升高。隨著計算機技術和微電子技術的發展,關於這方麵的稱重係統的研究越來越多,而具有配料精確、可靠性強、抗幹擾能力強的自動稱重係統能更好地解決這些問題,並明顯提高生產效率和經濟效益。
1係統設計
稱重係統硬件由中央處理單元、振動控製、氣缸控製、數據采集和人機界麵五部分組成。其中,數據采集部分包括信號調理部分和A/D轉換部分;氣缸調節控製部分由調節控製電路和氣缸電動閥組成。稱重係統
硬件結構框圖如圖1所示。
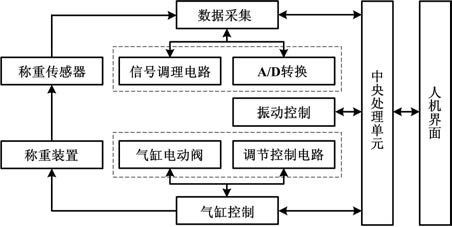
圖1稱重係統硬件結構框圖
Fig.1Hardwarestructureoftheweighingsystem
1.1 中央處理單元
中央處理單元采用32位ARM處理器,是整個稱重係統的控製和數據采集中樞。中央處理單元通過與各個檢測部分和執行機構的信息交互,以及人機界麵的通信程序,振動電機采用PWM控製程序、氣缸調節控製程序、A/D轉換及計算程序,實現了整個稱重係統的智能控製。中央處理單元通過對光電開關的檢測,實時監測物料的情況,並根據振動電機的幅度調節,保證備料鬥的物料充足;通過稱重傳感器轉換質量,由信號調理及A/D轉換成電壓信號;電壓信號經中央處理單元計算,轉換成數字量,最後顯示在人機界麵上。
1.2 振動控製
係統采用了無觸點的光電檢測開關來控製振動給料器。當光電檢測開關檢測到線振盤裏物料沒有或不夠時,向中央處理單元發出加料信號,中央處理單元向物料輸送機發出加料信號,直到光電檢測開關測出有物料為止。然後啟動振動電機,調節合適的振幅和振動時間,將物料送到每個備料鬥中。
1.3 氣缸控製
氣缸控製部分實現氣動伸縮氣杆工作。打開備料鬥鬥門,將物料送到稱重鬥中,由中央處理單元實現智能控製,完成何時需要打開或者關閉氣缸電動閥,使係統精確地完成一次稱重過程。
當稱重鬥沒有物料或者物料不夠時,中央處理單元發出添加物料的信號,這時控製電路會一邊打開氣缸電動閥,一邊接收電動閥反饋回來的開度信號。中央處理單元也一直檢測稱重鬥中的物料質量,避免物料過多而導致質量超過所需要的數值。
1.4 數據采集
在稱重鬥中,物料通過稱重傳感器產生質量信號,再通過引線傳送到控製設備的主板上。中央處理單元讀取並記錄每個稱重鬥的質量,再通過計算、分析、組合,篩選出最接近目標質量的組合稱重鬥。當接收到包裝機發送的請求放料信號時,中央處理單元發出信號,啟動稱重鬥電機驅動器,打開被選中的稱重鬥,把產品卸到卸料鬥中,從而進入包裝機。
考慮到電磁振動器線圈產生的電磁場會對A/D采樣有影響,當稱重傳感器把物料質量傳送到信號調理電路中時,對A/D采樣模塊增加屏蔽體進行磁場屏蔽[4]。之後經過放大、濾波等一係列程序,再由A/D轉換成中央處理單元可識別的數字量,由處理單元進行中位值平均濾波法[5],剔除最大值和最小值,最後求出平均值作為最終采樣值。數據采集流程圖如圖2所示。
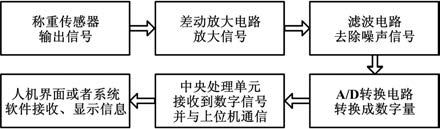
圖2數據采集流程圖
Fig.2Flowchartofdataacquisition
1.5 人機界麵
本稱重係統采用帶觸摸的液晶屏,用自帶軟件開發了人性化的操作界麵。通過觸摸屏幕能夠實現對稱重係統所有功能的操作以及振動電機的幅度調試。通過觸摸屏幕,操作人員可在信息欄上看到每次稱重的時間和質量,操作簡便。
受外界環境影響以及自身條件限製,係統采用的應變式稱重傳感器的輸入-輸出呈現非線性[6],因此需要對傳感器進行標定及校正。在傳感器托盤上依次放上標定質量值的砝碼,同時質量顯示在屏幕的信息欄。根據與標定質量值的偏差,將偏差值輸入到初始標定對應的文本欄裏,經過逆模型校正後,係統進行校正換算,完成標定過程。
2稱重係統的外觀結構
智能稱重係統采用振動給料式設計[7],具備大儲料鬥、組合秤、振動機構、光電檢測的特點,能夠實現各種物料大小不均勻的稱重方式,並具有精準的稱重效果。該稱重係統長84cm,高124cm,寬65cm;采用的是光電檢測物料;下麵裝有帶振動電機的振動盤,兩邊設計有防護欄,防止物料掉出去;中部采用的是四頭組合秤的原理,每頭秤的量程為2kg;安放了4個備料鬥。物料經過備料鬥流向4個秤盤,進行精準計算,經過卸料氣杆,將物料推到卸料鬥,最後進行打包。
2.1 振動係統
振動部分實現稱重係統的振動機能,由中央處理單元實現智能控製,完成稱重係統的給料功能。振動機結構如圖3所示。
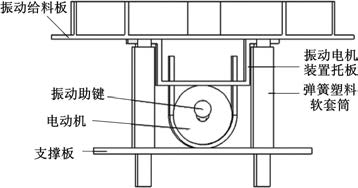
圖3振動機結構圖
Fig.3Structureofthevibrationmachine
此振動係統是在電動機的轉軸上裝上一個助鍵,在電機快速轉動下,引起強烈振動。振動電機裝置托盤與振動給料盤采用焊接方式固定。在彈簧塑料軟套筒內裝彈簧,既可以支撐振動盤,也可以加強振動效果。
2.2 備料與稱重機構
物料由振動盤進入備料鬥,在秤盤空閑的情況下,備料鬥閥門氣杆打開備料鬥閥門[8],物料放進4個秤盤進行稱重,信號傳輸到中央處理單元進行計算、組合。待組合完成後,卸料氣杆將物料推進卸料鬥內,完成一回程序。在稱重過程中,啟動振動機構,將物料送到備料鬥,等待下一次循環,加快速度。為防止物料超出壓力傳感器的量程,在秤盤上裝加秤盤防過壓腳[9-10],保護壓力傳感器。
3試驗結果
通過對組合秤稱重係統的不均勻稱重數據的測量與分析,采集稱重單元的實際質量並利用Matlab對數據進行仿真,精確度均為0.5‰。稱重試驗的標準質量和對應的實際稱量結果如表1所示。
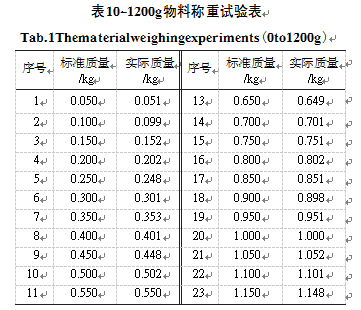
根據以上數據建立一種合適的標準質量與實際稱重質量的關係,得到兩者之間的擬合曲線,從而實現數據的標定變換。通過測試,無論在均勻的物料還是不均勻的物料中,標準質量與實際稱重質量都具有很好的線性關係。
4結束語
經試驗測試,該稱重係統計量準確,光電檢測物料靈敏,下料量振動調節反應速度快,稱重精度達到預期要求。該稱重係統可以提高小型食品包裝廠家生產效率,提升經濟效益;對於一些稱重不均勻、速率慢等領域的自動化稱重係統的開發設計具有參考價值。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器