谘詢電話
ENGLISH0755-88840386粉料稱重控製係統設計
發布時間:2020-10-12 09:32:16 |來源:網絡轉載
—、概述
粉料稱重控製係統是專為某有限公司粉裝部替代原料位控製器,實現自動稱重控製而設計的粉料稱重控製係統。
二係統總體方案設計
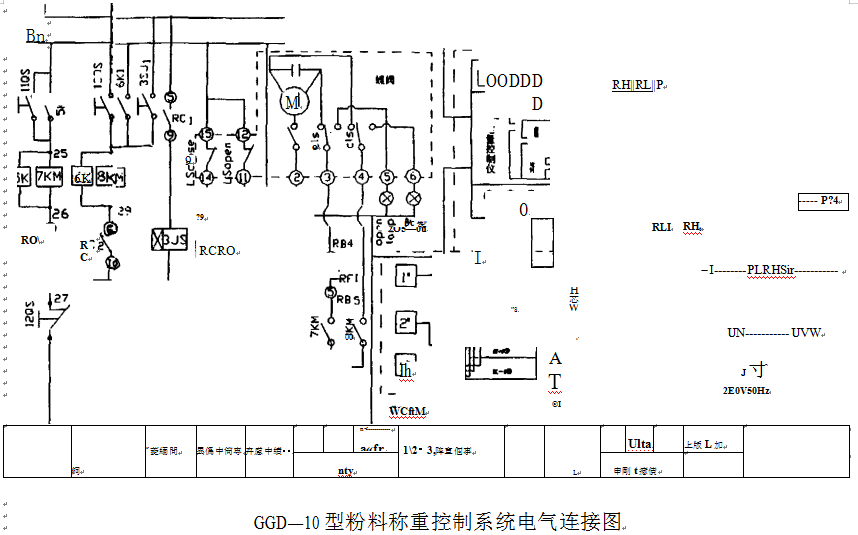
如圖1所示,本粉料稱重控製係統主要由應變稱重傳感器、稱重料鬥、定置控製儀、變頻器、卸料蝶閥與控製係統電氣連接和操作按鈕等組成。
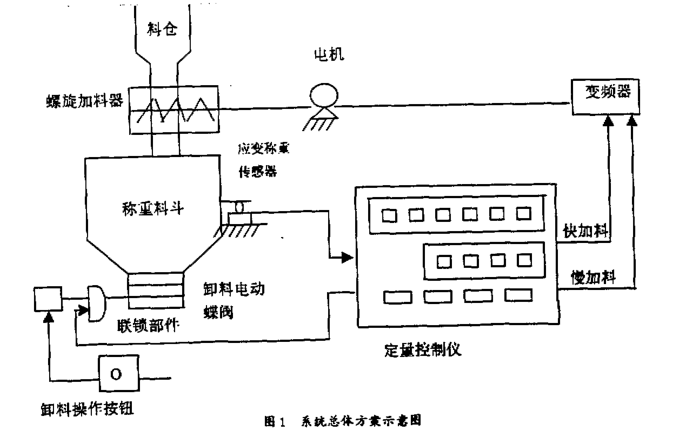
1) 應變傳感器
為了保證穩定、可靠和精確稱量料鬥中粉料的重量,選用GZB型C3級粕度為0.2%、額定上限值為20kg的應變稱重傳感器作為本粉料稱重控製係統的應變稱重傳感器。與此同時根據現場的安裝空間位置、稱重料鬥的幾何形狀和重量與卸料電動蝶閥的重量等條件,采取三點拉式稱量方式,即用三個額定上限為20kg的應變稱重傳感器實現粉料重量的稱重。
2)稱重科鬥
根據被稱粉料的物理特性,稱重料鬥是用耐熱、耐腐蝕的非磁性材料1Cr18Ni9Ti製成內腔圓滑無明顯痕跡的圓錐形,且圓錐形內腔容積的裝載粉料重量比額定11.4kg約大10%。因此稱重料鬥不僅能保證粉料順暢地放料,而且能不受外界環境條件變化的影響,以及防止粉料重量的偶然過載時出現濫流現象。
3)定量控製儀
釆用具有A/D轉換速度快、精度高、穩定可靠、操作方便、通用性強、具有去皮、置零、零位自動跟蹤、消除、分度數和分度值選擇時鍾設定與顯示、斷電保護,以及定值控製等功能的T3812型定值控製稱重儀。
4)變頻器
為了通過快、慢加料方法,確保粉料定量計量準確性,選用日本某公司的FR-A024S-1.5K型變頻調速器,控製電機變速運行,實現快、慢加料。
5)卸料電動蝶閥
根據粉料的物理特性,為了保證全密閉式幹淨快速卸料,采用日本某有限公司的吸水性低、防腐性高、熱阻大、阻燃性好,以及耐衝性強的口徑為100mm的702Z-41型防結霧、超輕型鋁合金壓鑄蝶閥。
三、工作原理
如圖1所示當稱重料鬥內無粉料時,稱重傳感器輸出為皮重信號,經稱重控製儀自動去皮後,在其顯示器上顯示粉料零值。在蝶閥處於關閉狀態下按下定量控製儀的加料按鈕,變頻器開始工作,以高速(約80Hz,可調)帶動螺旋加料器電機進行快速加料,當粉料加到10kg,經定量控製儀的控製回路的控製2-5接點通,使變頻器以低速(約50Hz>可詢)帶動螺旋加料器電機進行慢速加料;當粉料加到11.4kg,變頻器至螺旋加料器電機的回路斷開,停止加料,並經定量控製儀控製回路的4-5接點通,蝶閥開放回路的聯鎖回路開通,即蝶闕關/開按鈕切換到開閥位置,定量控製儀顯示器的放料指示燈亮粉料就可放料。由於蝶閥開啟時間須約25秒,因此定時控製儀的放料時間設定值要大於30秒。當蝶閥關/開按鈕切換到開闕位置,粉料開始放料,經30秒左右粉料放完,即可進入下一個工作循環。
粉料重量的誤差可以通過慢加料速度進行調整。
四、基本功能
1)開機
接上220V50Hz供電電源,控製儀進入通電狀態,顯示器進行自檢。控製器[開/關]鍵按一次後顯示器熄滅,再按一次顯示器打開。
2)標定
將標定短路插頭插到“ON”位置。
①按[功能,[標定]鍵顯示:“……”。
②按[0]、[.]、[3]、[1]、[8]鍵顯示:“0.318”。
③按[輸入]鍵顯示“ULOAD”。
④此時確認是否空秤,是空秤,等穩定及零位指示燈亮後,按[輸入]鍵後,並顯示:“LOAD”。
⑤加載標定砝碼,待穩定指示燈亮後,再按[輸入]鍵顯示:“LD-in”。
⑥按數字健輸入加載標定硃碼的量(如:10.0kg砝碼)按數字鍵10.0後再按[輸入]顯示:“-CAPA-”
⑦按數字鍵輸入現設定的超載報警值(如:11.6kg)按數字鍵11.6後,再按[輸入)鍵,此時標定結束,顯示器顯示加載砝碼的“10.0”。
⑧標定結束,將標定短路插頭插到"OFF”位置。
3)日期與時間
本控製儀有軟件時鍾,可進行修改和顯示,操作方法如下:
①顯示及修改日期
按[功能]、[T1]鍵,顯示器顯示當前日期,日期指示燈亮,若日期正確按[輸入]鍵後轉稱重狀態;若需要修改日期,則按數字鍵,如"990703"表示1999年7月3日,再按[輸入]鍵後轉稱重狀態。
②顯示及修改時間
按[功能]、[T2]鍵,顯示器顯示當前時間,若時間正確按[輸入]鍵轉稱重狀態,若需要修改時間,則按數字便輸入時間,按[輸入]鍵轉稱重狀態。
4)超載報警
當重量超過設定的超載報警值時,控製儀內的蜂鳴器發岀連續報警聲,其顯示器的報警燈亮。
5)配料設定
①重量設定
按[功能]、[設定]鍵,顯示“1-xxxx”即為物料關門值,若不需修改,直接按[輸入]鍵;若需修改按數字鍵再按[輸入]鍵,若退出設定,按[停機]鍵,然後顯示“1-xxxx”即為物料加料標準值,設定方法同上,然後顯示“1Exxxx“即為物料加料誤差值(關門值及標準值為絕對值,誤若值為相對值)。
②時間設定
按[功能]、[T3]鍵,顯示“1txxxx”,即物料加料結束延時值(秒),若不需修改直接按[輸入]鍵,若需修改,按數字鍵後再按[輸入]鍵,若退出設定,按[停機]鍵。
®配方存儲
設定的該配方要存儲,按[功能鍵]、[F1]鍵,則上述參數存EEPROM,每次開機後,自動將配方讀入工作內存。
6)加、放料控製
操作過程如下:在空秤時,顯示器顯示為“0.0”,零位燈亮,按[+]鍵,顯示器最高位燈亮“x”、“-”交替顯示,“快加”燈亮,此時,係統處於快加料狀態,加到設定值時,“快加”燈滅,“慢加”燈亮,此時係統處於慢加狀態,判關門值,判穩定,加到設定值後,判加料結束延時值(秒),此時,時間到後,最高位“F”、“L”交替顯示,放料燈亮表示係統處於放料狀態。同時放料延時開始計時,物料放完後,放料延時時間到後,最高位“P”、“O”交替顯示,表示加放料控製結束,在等待下次加料。依序循環。
7)稱重次數及累加
按[功能]、[重/次]鍵即為顯示稱重次數,再按一次[功能]、[重/次]則顯示累加重量。若要清除次數及累加重量,則在次數及累加重重顯示狀態下,按[清除]、[1],再按[輸入]鍵,即可清除。此時,按[功能]、[重/次]鍵,顯示為“0”。
2.變頻器
(1)當電源接通,外部操作模式(Extop)指示燈亮,即可正常工作。
(2)當需要改變參數則參考安裝規程2.1〜2.9節或詳見FR-A024S-1.5K型變頻器使用手冊。
3.蝶閥
(1)當電源接通,關閉指示燈(紅色)亮,方可允許加料,否則需將按下13QS按鈕將蝶閥切換到關闕位置,才可允許進行加料操作。
(2)當定量控製儀的放料指示燈亮後,RF1接點閉合方可允許蝶閥到開閥放料。此時按下11QS按鈕,蝶閥開啟進行放料。由於蝶閥開啟時間繼電器約需25秒,因此定量控製儀的放料時間設定值要大於30秒。當蝶閥開足粉料放完,時間繼電器3SJ帶電,經一定時間(時間繼電器3SJ的整定值〉蝶閥自動關閉。
五、結論
本文簡要介紹的GGD-10粉料稱重控製係統替代某有限公司粉裝部原料位控製器後,有效的加強了生產過程的自動化控製水平,對產品質量的穩定起到了決定性的作用,提高了生產的效率同時,係統還具有速度快、控製精度高、係統功能強等特點.此外,同樣適用於其它粉料控製場合及不同規模的控製係統,因此具有廣泛推廣價值。
文章來源於網絡轉載,侵刪
- 上一篇:PLC在稱重儀表串行通訊控製中的應用
- 下一篇:導軌式多通道數字稱重儀表設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器