谘詢電話
ENGLISH0755-88840386聚酯裝置中切片包裝秤的維護
發布時間:2020-09-27 09:45:07 |來源:
浙江某集團共有兩套It切片自動包裝秤,分別用於有光和半光生產線,主要用於對聚酯裝置中切粒機切粒後的切片進行定量包裝。兩套包裝秤自2002年底投運以來,一直運行正常,最近卻故障不斷。筆者在分析其工作原理和PLC程序的基礎上,對相關故障進行針對性處理,並給出其日常保養維護流程。
1自動包裝秤工藝流程
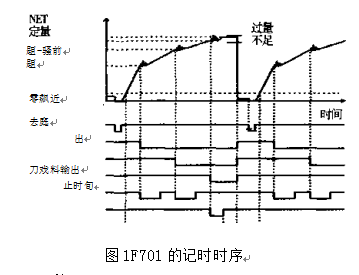
浙江某集團的It切片自動包裝秤的工藝流程是,原料經由原料罐投到稱量罐,首先打開全部的投料閥投放原料,在大投料、定量前分別按大T中、中T小的次序關上閥門。在定量-落差時,完全關閉投料閥。打開排出閥,把經過稱量的原料排到容器中。需要注意的是,必須根據來自F701的控製信號,由程序發生器或繼電器時序控製投料閥和排出閥的開/閉,其中的記時時序如圖1所示。
a.通過外部輸入去皮重或麵板去皮重鍵,以清除皮重。
b.把閥門全部打開後開始投料。稱量值達到“定量-大投料”後,大投料輸出信號ON。在設定比較禁止定時器時開始記時,記時結束後關閉原料罐的大閥門,使其狀態為“中”。
C.稱量值達到“定量-定量前”後,中投料輸出信號ON。在設定比較禁止定時器時開始記時,記時結束後,關閉原料罐的中閥門,使其狀態為“小”。
d.稱量值達到“定量-落差”後,小投料輸出信號ON。在設定比較禁止定時器時開始記時,完全關閉投料閥。
e.經過時間判斷之後,進行過量與不足的判斷。在稱量值超過過量和不足設定值的範圍時,過量信號(HI)或不足信號(LO)的狀態即為ON。
f-原料從稱量罐排到容器中。打開稱量罐的閥門,通過零點附近信號確認排出結束。第二次以後的稱量重複步驟a~e。
2控割係統組成及工作原理
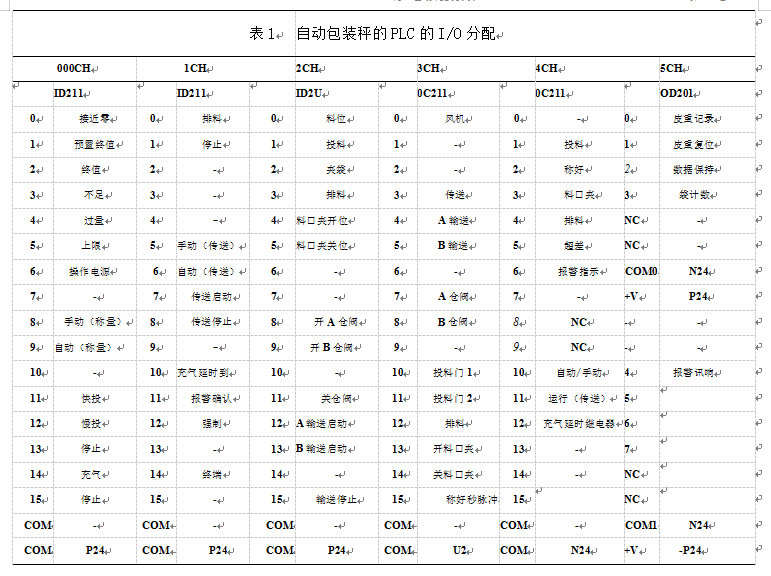
浙江某集團聚酯裝置的切片包裝秤自控係統以歐姆龍PLC為控製核心,配以UNIPULSEF701稱重指示控製儀、氣動執行機構、電動執行機構、自動控製部件和機械裝置,進行切片的動態在線稱重計量和包裝工作。其中,自動包裝秤PLC的I/O分配見表1。
自動包裝秤工作流程的具體步驟如下:
3常見故障與解決辦法
近期,浙江某集團的It切片自動包裝秤出現了一些故障,現分別說明如下:
a.壓縮空氣含水率高,造成氣動執行機構卡滯,動作不到位。解決辦法是,更換公用工程分子篩;切片包裝秤氣源三聯體定期排水;執行機構(氣缸)定期添加潤滑脂。
b.電磁閥故障,導致PLC信號輸出,電磁閥閥體卡滯,造成執行機構不動作。定期檢査電磁閥動作情況,進行閥體拆解清潔並添加潤滑脂即可解決。
c.外部碼盤設定出現漂移現象,改外部設定為麵板設定處理即可。
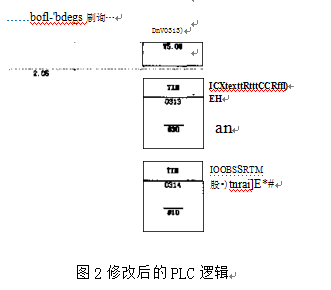
d.料口夾反饋開關不到位,導致切片包裝過程中出現一包未下完,即開始第二包稱量故障。筆者通過修改程序,在“料口夾開位”2.04觸點上並聯“料口夾關位”2.05觸點(圖2),修改後運行正常。
e.啟動、停止按鈕,常開、常閉觸點接觸不良,隻能通過定期更換按鈕來處理類似故障。
對上述故障處理之後,該公司的切片包裝秤恢複正常使用,產品包裝達到了出廠技術要求。
4結束語
切片包裝秤在聚酯裝置中應用極為廣泛,筆者總結了日常維護保養,對切片包裝秤的工作原理和典型故障進行了分析處理,希望對相關行業技術人員在處理類似問題時有一定的借鑒意義。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器