谘詢電話
ENGLISH0755-88840386淺談定量包裝秤在醃製鹽生產上的應用
發布時間:2020-09-25 11:54:16 |來源:網絡轉載
1前言
定量包裝秤是一種較為先進的非標稱重設備。主要功能是實現對散裝物料的計量及包裝,廣泛用於化肥、飼料、建材、塑料造粒等行業。在我國鹽業生產上也有使用,主要用於井礦鹽、海精鹽、烘幹粉洗鹽、顆粒鹽等較為幹燥的鹽種生產線後段的計量與包裝。一般來說,在水分大於2%的鹽種上使用較少,確需使用者,通過添加專門裝置或專業改造設計後才能滿足生產工藝要求。定量包裝秤分為全自動型和半自動型。全自動型的定量包裝秤的作業範圍包括自動取袋、開袋口、套袋、灌裝、落袋、檢重、縫口等一整套工藝程序,人工隻需要將空袋供給袋倉和物料閥門開啟;半自動型為人工套袋、檢重(人工添加或挖出)、縫包等。目前,加工鹽行業半自動定量包裝秤運用較多。根據產能,定量包裝秤又可分為單體秤(俗稱單秤)和雙體秤(俗稱雙秤),單體秤每小時產能為8噸左右,雙體秤產能可以翻番,最大產能可達到每小時18-20噸。定量包裝秤主要用於60kg/袋、50kg/袋、40kg/袋、30kg/袋等所謂的大包裝上。在醃製鹽(本文專指粉碎洗滌鹽,下同)生產上使用改進型定量包裝秤,不僅能減少人力資源、降低勞動負荷,還可以提高計量準確性和穩定性。定量包裝秤是醃製鹽生產線上較為理想的計量包裝設備。醃製鹽生產線使用定量包裝秤,首先要確定生產線台時產能、生產工藝流程、醃製鹽質量標準(主要指水分含量)、袋型及規格、計量公差範圍等相關數據。根據相關數據,選擇定量包裝秤的現有型號或訂製型號,並且展開定量包裝秤的輔助設計,如供鹽係統的穩定性、產能瞬時突增的泄鹽渠道、檢重裝置及校準衡器的配備等。
2醃製鹽生產線定量包裝秤及其選型
醃製鹽就是用於醃製加工各種蔬菜、海產品、水產品、肉類等的食用鹽。醃製鹽生產線一般產能較大,且常見的包裝形態為50kg/袋、25kg/袋、l()()kg/袋等大包裝或中包裝。傳統的計量包裝工段全部是人工操作,設備也非常簡陋。計量包裝裝置為頂部安裝-隻集鹽鬥(容量2噸左右),集鹽鬥下口加一道插門,人工將袋子套在插門下麵的料嘴外,袋子底部放置在磅秤台麵上,抽插門放鹽至規定重量(包斤)後關閉插門,每袋放鹽時,先抽啟插門至最大,然後慢慢減小,接近重竈(如50公斤)時,觀察磅秤刻度並點抽至規定值,隨後由皮帶輸送機送至縫包機縫口。至此,本袋鹽計量包裝結束。計量下一包鹽則重複這套動作,既煩瑣,又勞累,產能為20噸/小時的生產線,包裝計量工段配備操作人員4人
2.1醃製鹽生產線產能
生產線產能,應該以設計產能計算,即最大產能,如醃製鹽生產線國內一般單條線為3()噸/小時,雙線最大不超過60噸/小時,規模更小的有20噸/小時及10噸/小時。
2.2選擇定量包裝秤型號
在確定生產線產能之後,便可選擇定呈包裝秤的型號。首先確定選擇全自動秤,還是半自動秤:全自動型定量包裝秤更節約人力資源,但是一次性投資較大,日本牛朗包裝機械(產能W20噸/小時)300萬元人民幣1台,國產的也需150萬元左右;半自動的國產機型如DCS-50A-n(雙秤),同樣產能,市值18萬元左右。如生產線設計產能60噸/小時,如果確定使用國產的半自動化定量包裝秤,應該選擇DCS-50A-n型3部並聯安裝。
及保養服務比較麻煩,跟不上,而且配件購買也不方便,
以簡單、技術含量不宜過高、方便操作和維修的為宜。
選擇國產的設備,就可以依據幾條原則選取:一是生產廠家就近的原則,生產廠家就近,維護和維修能及時趕到,不會耽誤生產時間;二是價格合理原則,價格盡可能低,但是不能唯價格論,價格太低往往質量不好,不耐用,容易出現故障,維修費用高或今後服務差;三是參考銷售業績,在鹽業企業的使用情況,有些產品在其它行業用得很好,但是在醃製鹽生產線上不一定適用。
2.3定量包裝秤(DCS-50A係列)的結構
半自動定量包裝秤一般型號的結構大同小異,即都是由輔料鬥、粗給料螺旋(俗稱大螺旋)、細給料螺旋(或小螺旋)、計量鬥、下料鬥、夾袋裝置、電控係統等組成的(見圖1)。
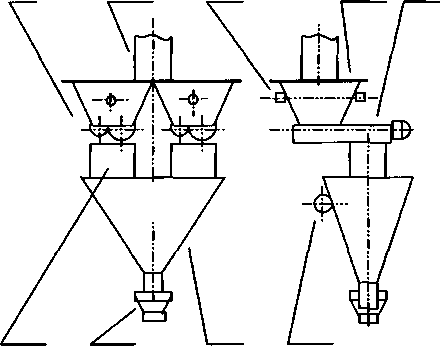
1.細給料螺旋(小螺旋),2.下料管,3.攪拌螺旋,4.輔料鬥,5.粗給料螺旋(大螺旋),6.振動器,7.下料鬥,8.夾袋裝置,9.計量鬥
2.4定量包裝秤(DCS-50A係列)的工作流程
醃製鹽生產線上常用的計量包裝設備如DCS-50A係列,其作業流程是(以單台單秤為例):醃製鹽經由混料機進入大儲鹽倉,再由自重作用通過下料管(對照圖1,代號2)流進輔料鬥(代號4),從輔料鬥進入大小螺旋(代號1和代號5)進行送鹽計量,大螺旋(代號5)先粗加鹽至45kg左右,大螺旋關閉並停止供鹽,小螺旋(代號1)開啟細加(微量添加),最後由小螺旋添加至50kg規定值關閉小螺旋,這時計量結束。稱好的醃製鹽儲存在計量鬥(代號9)內,操作人員按動放鹽開關,醃製鹽由自重快速流進下料鬥(代號7)下口套好並夾緊的袋子裏,隨後去縫包,單台單秤計量完畢。如單台雙秤,兩秤輪換著計量和放鹽兩個程序。正常運行時,一台單秤或雙秤僅配備2名操作人員,1人套袋,另1人檢重縫包。比傳統的人工抽插門計量要節省2人。如產能大,必須使用多台秤(如DCS-50A-fl)聯機作業。每台秤的作業流程均如此,隻是供料方式有所改變,包裝好的醃製鹽包也要有合流係統,統一去機械手或其它方式進行碼垛。
3醃製鹽生產線均勻供鹽及鹽壓穩定性設計
一般醃製鹽生產線產能均較大,單體單台定量包裝秤使用的情況較少,正常情況下,兩台秤、三台秤、四台秤聯機使用的很常見。單台秤使用很簡單,不存在鹽量分布均勻不均勻的問題,但是多台秤聯機(並聯)使用,容易造成係統分布不勻,料壓不穩。比如,三台雙體秤並聯安裝的情況下,鹽量分布就不勻,有的秤產能高,有的秤產能低,這就需要考慮均勻性問題。
3.1多台秤供鹽均勻性設計
多台秤,即兩台以上並聯安裝使用的情況,鹽量分布係統均勻性設計如下(以=台雙秤聯機為例,見圖2):混料機出來醃製鹽,先進入大鹽倉2,通過攪拌器4攪拌
(主要目的是防止醃製鹽水分大而起拱搭橋)。1#秤進鹽距離較遠,采用左側給鹽螺旋供鹽。2#秤進料口正對著大鹽倉下岀口,由於醃製鹽自身重量,直接進料。3#秤進鹽則由右邊螺旋給料。這樣分布,可保證三台雙秤供鹽均勻,而且鹽壓穩定。如果不采用圖2的供鹽方案,而是由一台長螺旋串聯三台雙秤,分別供料,則第一台秤供鹽充足,鹽壓穩定,但第二台雙秤就必須等第一台雙秤關閉時才有鹽過去,而第三台雙秤要等第一、第二台雙秤料門關閉時才有鹽過去。所以第一台雙秤老是飽和,鹽壓穩定,第二台第三台雙秤就不飽和,勢必影響整體產能。圖2的供鹽布置,可以完全消除供鹽不均和鹽壓不穩的狀況。
生產任務時,大鹽倉自身要設計一個nj循環回收的係統,在大鹽倉側麵安裝一部鬥式提升機,溢鹽不需妾散堆的時候,可以通過該係統回收後循環進入大鹽倉“流程為溢鹽由大鹽倉闊口自流進入鬥式提升機(圖3,代號5),再由鬥式提升機提升後,通過溜鹽槽4再進入大鹽倉,循環收鹽供定量包裝秤計量包裝。
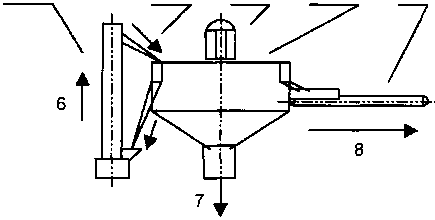
1.散鹽皮帶輸送機,2.大儲鹽倉,3.大儲鹽倉攪拌器,4.溜鹽槽,5.鬥式提升機(溢出鹽循環提升),6.溢鹽循環路線,7.去2#秤,8.散鹽去向
圖2醃製鹽均勻供料及料壓穩定結構布置圖
4醃製鹽生產線定量包裝秤的防閉塞設計
由於很多廠家生產工藝上沒有烘F裝備,水分主要靠離心機控製,所以往往水分含量較大(低T3.2%)
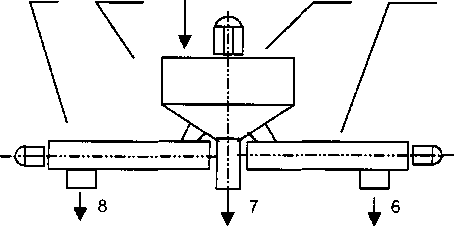
1.螺旋給鹽機(進1#秤),2,大儲鹽倉,3.醃製鹽進料,4.大儲鹽倉攪拌器螺5.螺旋給鹽機(進3#秤),6.3#秤進鹽,7.2#秤進鹽,8.1#秤進鹽
圖3溢鹽循環係統及散裝鹽去向圖
3.2泄鹽係統設計
醃製鹽生產線的產能會有波動。前段製鹽係統產能變化,就會影響後段計量包裝係統。定量包裝秤的稱重能力是一定的,所以產能突然大幅增加會造成大鹽倉溢鹽。再者,定量包裝秤也有可能出現故障,三台秤有一台出故障,計量包裝能力下降,大鹽倉就有可能出現溢鹽現象:因醃製鹽成品不能泄於地麵,所以計量包裝工段必須留有泄鹽口,要考慮兩個方麵因素:一是散鹽去向,如已下達了散鹽生產任務,可通過散鹽皮帶輸送機(見圖3,代號1)向倉庫輸送,散堆於倉庫待包裝。二是大鹽倉溢鹽的循環回收係統(見圖3左側),在沒有散鹽特別是冬季低溫生產時,水分難以控製。醃製鹽的水分較大就會造成兩大危害:一是流動性差,下落速度低;
二是會結塊,在容器裏,就會形成起拱搭橋,橋卜,而變成空洞,鹽不下落,越堆越高,影響定量包裝秤的計量和包裝,甚至無法正常生產。前麵提到過,定量包裝秤在井礦鹽、海精鹽、顆粒鹽等水分含量:低於2%的狀況下使用效果較好,醃製鹽水分超過2%以後,使用效果就差。因而根據國內同行的運用實踐及研究論證,需要對定量包裝秤進行一些簡單改造,滿足醃製鹽生產使用,
4.1增加輔料鬥橫向螺旋攪拌裝置
輔料鬥是醃製鹽定量包裝秤的重要部件,也是最容易起拱搭橋的地方。因其下料部分帶錐形,錐形與圓柱有一個過渡段,形成一段緩衝地帶,容易堆集.是形成起拱搭橋的根本原因。針對這一現象,在錐形與圓柱聯接過渡段增加一隻慢速橫向攪拌螺旋(圖4),保證鹽體下落暢通不堆集,也就破壞了起拱搭橋。
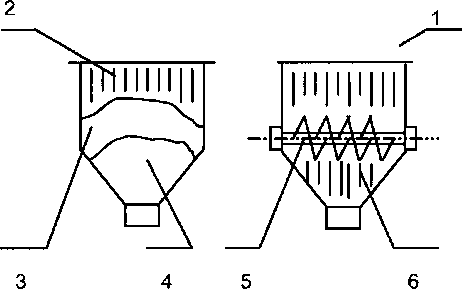
圖4輔料鬥起拱搭橋增加攪拌螺旋改進前後
1.輔料鬥,2.醃製鹽下落,3.醃製鹽起拱搭橋(閉塞),4.鹽拱下放空,5.慢速攪拌螺旋,6.醃製鹽在螺旋破碎下落下
4.2定量包裝秤下料鬥增加振動裝置
為了保證定量包裝秤下鹽鬥不堆集,使醃製鹽快速下落進編織袋內,在下鹽鬥正麵鬥壁上加裝振動器,一是使鬥內下落的醃製鹽加快速度,二是防止醃製鹽在鬥角(兩麵夾角處)起拱搭橋。
5醃製鹽生產線定量包裝秤計量準確性的保障措施
半自動定量包裝秤是加工鹽行業中,較為先進的稱重和包裝設備,其代替人工作業,減輕勞動負荷,具有決定性作用。但是在計量準確性和產能的穩定性方麵,需要不斷進行調整調節,還必須增加檢重裝置。確保計量萬無一失。
5.1定量包裝秤計量保障設計
半自動改進型定量包裝秤,在計量準確性方麵大為提高。以DCS-50A-n型定量包裝秤為例,該秤釆用稱重專用顯示儀表、稱重傳感器、電磁閥、變頻調節、PLC可編程序控製器等先進的電子元件與控製手段,在醃製鹽生產線上運用較為可靠,稱重精度可於±15%。①稱重顯示儀表優化設計,釆用日本產UNIPULSEF701C,七位數碼顯示,自動落差補償,數字濾波和動態檢測。零點跟蹤,分辨率高等。其工作流程為:信號釆集TA/D轉換T數據處理-數據存儲T數據計算T數據輸出T數碼顯示(模擬輸出;控製輸出;通訊輸出)。②傳感器也是選擇當前最先進的產品之一,總誤差v0.255%,非線性vO.l%,零點誤差V0.25%,溫度誤差v0.014%/100C。③可編程序控製器,PLC采用三菱公司的FX1N-40MR係列,指令速度1.6—3.6us,抗振動與抗衝擊性能極好。
5.2定量包裝秤的調試
先進的設計,優質的元件,還需要精準的調節,才能滿足稱重生產工藝要求。DCS-5OA-II是醃製鹽生產企業廣泛使用的典型性定量包裝秤。
5.2.1定量包裝秤的正確安裝
任何設備必須在正確安裝後,才能進入調試程序,安裝達不到要求,調試工作甚至無法進行,定量包裝秤也是如此。①框架安裝,定量包裝秤是振動設備,安裝要牢固。②給鹽裝置的安裝,給料裝置由給料鬥、粗加料門、細加料門等組成,給料裝置與框架、輔料鬥是三位體。③稱重單元的安裝,符合規定要求。④夾袋裝置的安裝,夾袋裝置安裝在下鹽鬥下端,安裝時注意方向要與輸送、折邊、縫包等方向一致。
5.2.2稱重元件的調試
將稱重傳感器(每台6隻)安裝在框架上預定位置,傳感器稱重孔對準框架蓋板上的孔,擰緊螺栓,傳感器的波紋管不能與任何機件接觸或碰撞,獨立於空間,連接好的稱重吊杆中心與稱重軸連接點必須在同一直線上,可先推開雙頭螺栓,使稱重鬥自由懸掛在傳感器上,與周邊的任何物件不得觸碰。
5.2.3釆用標準硃校驗測定並設定計量數據範圍
定量包裝秤安裝完畢後,要經過檢查驗收,符合通電調試要求後,做好記錄。並采用標準秩碼(即經過計量部門檢定後,並帖上合格標簽的秩碼)進行校驗。磋碼校準後的定量包裝秤,做好相關數據記錄,並且編製相關計量程序,固定在存儲器上,作為程序修改或調整的原始信息。設定稱重範圍:50.10~50.40kg。因醃製鹽包裝物加合格證為100g左右,保證淨重50kg,即下限為50.10kg。
5.2.4修改程序,方便觸摸屏即時手動調整
因醃製鹽生產過程,是一種動態過程。隨著原料鹽
的質量、比重、洗滌閔水的濃度及運動粘度、離心機分離因素、季節的變化(冬季氣溫低,分離效果差)與產品指標等的變化’對定量包裝秤稱重精度有一定的影響,所以要及時手動調整稱重儀表顯示的各種參數使其稱重公差確保在受控(50.25+0.15)範圍。
5.3增加檢重秤,保證計量穩定性
檢重秤是一種計量精度的候補措施,也是一道把關手段,在前麵各種措施全部實施後,仍然超出計量公差範圍時.檢重秤發揮其人工.修正計量公差的作用檢重秤裝置如圖5所示.鹽袋裝滿後,下落至皮帶上,送至檢重秤秤台,瞬間稱重後.多退少補,完全憑人工操作.在未縫包之前,對鹽包進行添加或減少,保證其計最準確檢重秤由傳感器、秤台(皮帶機)、顯示屏等組成
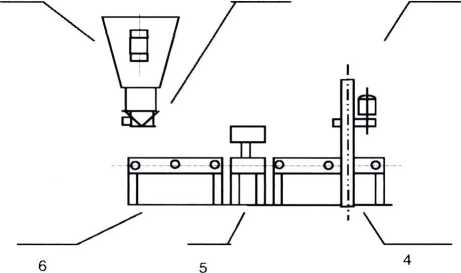
圖5檢重秤安裝圖
1.定量包裝秤下鹽鬥,2.定量包裝秤夾包裝置,3.縫包機,4.縫包皮帶機,5.數顯式檢重秤,6.落包皮帶機
5.4配置標準衡器,定時抽查包斤,把好計量最後一道關口
標準衡器是指經過計量檢測部門檢定,並發放檢測合格證或檢定標簽的衡器,如電子台秤,機械台秤等醃製鹽生產線末端計量已經設計了多道關卡,但是為了確保計量穩定,萬無一失,在計量包裝工序後段.碼垛工序之前,仍然要放置一台標準衡器,專供抽查醃製鹽包斤之用,定時或不定時的對生產線上輸送的包斤隨機取樣稱重,並做好重量信息反饋和抽查記錄.
6結束語
醃製鹽生產工藝簡單,是原鹽經過除雜,進行洗滌粉碎、再脫水後所得到的鹽產品,一般不設計烘幹工段,水分含量較精製鹽大得多,流動性差。在使用定量包裝秤的時候,輔助設施諸如鹽壓穩定及分布設施、輔料鬥橫向螺旋、下料鬥振動器、檢重秤、標準衡器等配備使用,才能產生很好的使用效果,實現其效率高、節省人力資源、節約生產成本的目的。否則,計量不準、產能低下、鹽倉鹽鬥起拱搭橋而閉塞等是定量包裝秤最常見故障有些單位購買了定量包裝秤,就是因輔助設施未同時實施而閑置。定量包裝秤係統是動態計量設備,使用時,操作人員要隨時調節稱重儀表上麵的數值,保持稱重公差在規定的範圍內,使其在醃製鹽生產過程中,充分發揮自動化稱重設備的精準率和節約化的作用。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器