谘詢電話
ENGLISH0755-88840386引進玻璃瓶自動包裝機及可編程序 控製裝置的剖析
發布時間:2020-09-23 11:03:34 |來源:網絡轉載
目前,國內玻璃瓶工廠的成品包裝絕大多數仍沿襲四十年代初就已采用的麻袋包裝方式,裝包勞動強度大,花費勞功力多,裝包後轉運到飲料廠的過程中破損率高。對於耗能高的玻璃瓶罐製作來說,製成品的破損無疑是能源的一大浪費。因此,改善玻璃瓶標包裝是玻璃瓶罐工廠降低能耗(電耗、碳耗、油耗)的一個重要途徑。同時,改善玻璃瓶靈包裝也是提高玻璃瓶罐質量,開拓國際市場的重要措施。因此,玻璃瓶疆的自動包裝問題已引起國內玻璃瓶罐工廠的高度重視。我廠近年來自國外成功引進玻璃瓶疆自動包裝機,使我廠玻璃瓶罐包裝狀況大大政觀,不但降低了勞動強度,提高了勞動生產率,節約了能源,且為今後玻璃瓶曜包裝的技術改造工作,提供有益的借鑒。
一、玻璃瓶罐自動包裝機簡介
玻璃瓶罐自動包裝機是一台自勃化程度很髙的機械設備。國外的玻璃瓶罐自動包裝線上,從檢驗機的輸送帶上出來的玻璃瓶曬,進入包裝機直到包裝好後送入倉庫,全過程是在般有人工操作的情況下完全自動地進行的。
我廠引進的玻璃瓶嫌自動包裝機,包括碼垛機、捆紮機和卷膜機三大部分。碼操機把瓶子一層層堆疊起來(這個過程即所謂“碼垛最底層用木板承載,中間各層用紙板隔開,頂層為紙板加木損。碼好垛的瓶子,從二樓用提升機降到底層的皮帶機上,送到捆孔機。捆乳機用四條高強度塑料線(每側兩條)將瓶垛捆案。捆紮後的瓶垛再用皮帶機送到卷膜機。者膜機把塑料薄膜由下至上又由上至下地纏繞在瓶垛上。由於塑料薄膜的自然收縮所產生詢收縮力、使得瓶垛成為結實的燧體。
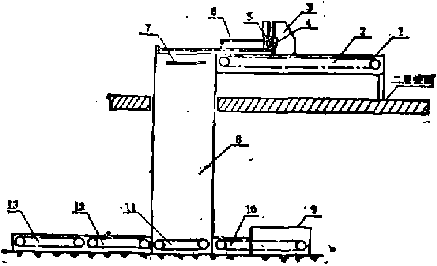
圖1
圖1示出美國SIMPLIMATI。公司碼垛機簡圖該機工作的大致過程是這樣的:空板台上的木板經由提升機入口皮帶機及提升機底部皮帶機送到提升機底、開動提升機將空板提升到二樓碼第一層瓶的位置。待包裝的玻璃瓶由上避皮帶機(或人工)送到二樓的裝瓶台上,裝瓶台皮帶機把玻璃瓶向前送。瓶閘提升,瓶扒跟著提起(瓶閘的升降由電動機帶動,而瓶扒依靠瓶扒與瓶'閘之間的一個凹凸裝置,在瓶扒與瓶閘相貼時,由瓶閘帶動升降工玻璃瓶進入拉瓶框內O當拉瓶框內進滿瓶.瓶閘下降,瓶扒也跟著下降,拉瓶框向前.瓶扒也跟著拉瓶框向前,把玻璃瓶往前扒,而瓶閘在原地不動,擋住後麵的瓶子。當拉瓶框(連扒)向前到底,玻璃瓶就被專1進到瓶垛底層木板上。木板下降一個瓶子的高度。夾層紙板擺放到第一層玻璃瓶上。接著選行第二層碼瓶動作。在碼瓶層數足夠後,頂層紙板及木框蓋到最後一層玻璃瓶上。開動提升機,瓶垛降到底層皮帶機上,送到碼垛機的出口。
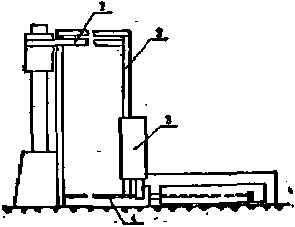
圖2
圖2示出西德CYKL0P公司帶加壓裝置的捆紮機簡圖。該機工作的大致情況是這樣的:具有4448-17793N(1000-4000磅)壓力的壓板下降壓在瓶垛上,對瓶垛進行預壓,以減少空隙及平衡捆紮拉力(待捆紮妥後,壓板上升,瓶垛回彈,撐緊捆紮帶,而達到捆紮牢固的效果)。進帶導杆伸出到打帶導軌框架底部,以便捆紮帶穿過並進入打帶導軌。聴帶機頭前移,驟靠瓶垛進行緊帶。緊帶機頭還有一個向上移動的動作,以進一歩增加捆紮緊度.隨著用熱熔接合式接合工藝,將摑紮帶的結合端熔接。緊帶結束,導杆縮回,緊帶機頭縮回,壓振上升,完成一個打帶循環。
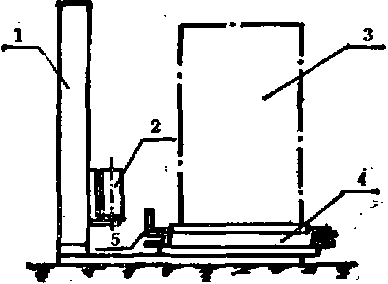
圖3
圖3示出西德0YKL0P公司卷膜機簡圖。該機工作的大致情況是這樣的:在纏繞開始前,預先將塑料薄膜卷筒上的薄膜拉出,夾在夾鉗上、夾鉗與轉盤一起轉動,在轉動幾圏薄膜已纏繞到轉盤上的瓶垛底邊之後、夾鉗打開,薄膜就隨著轉盤的轉動而繼續往瓶垛上纏繞。卷筒在轉盤轉動過程中,在電動機帶動下沿導軌向上移動,至瓶垛頂端又沿導執向下移動至底部。轉盤停轉.一個電熱割膜臂伸出,將薄膜割斷。由此完成了對瓶垛環繞兩重塑料薄膜的全過程。
二、可編程序控製器應用簡述
以上三部分聯合組成一條玻璃瓶靈自動包裝線。整個過程有上百個動作的聯鎖關係。
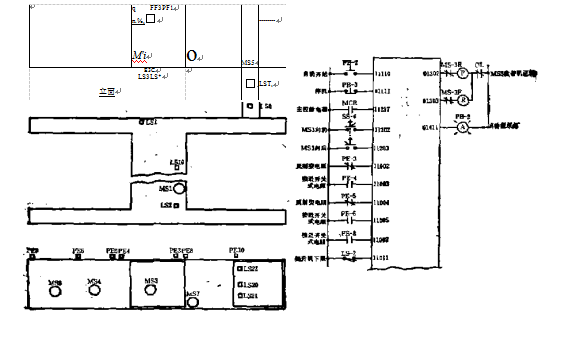
圖5
自動包裝機依靠什麽有條不童地完成所有這些動作呢?在這裏,作為自動線“手腳”的是完成各種動作的機械裝置,而作為“大腦”指揮所有機械動作的,是當今世界上極為流行的可編程可編程序控製器(簡稱PC)是1969年問世的。它是微機技術與繼電器常規控製概念相合的產物,是在常用順序控製器、一位機和程控器的基礎上發展起來的一種新型控製器。像自動打包機這樣的係統,如果用常規的硬接線繼電器來組成的話,必然要使用大量的元器件,體積大、可靠性差,且不易進行修改和擴展。而使用程控器,使得係統結構大大簡化。且由於大大減少了接線和繼電器觸點,而掇大地提高了設備運行的可靠性。程控器的出現,使得以邏輯控製為主體的生產自動線的構成變得輕而易舉。玻璃瓶包裝自動線正是屬於這種性質的自動線。
例如,自動碼垛機要完成碼垛的任務,包括:空板送到提升機,空板從底層升到二樓,瓶子扒進空板,瓶子降低一個瓶的高度,St上紙板,第二次扒瓶,瓶子又降低一層,瓶垛層數夠後由提升機送到底層,由皮帶機將瓶琛送出,等等的動作。要構成這樣一個自動化係統,要借幽許多動作和位置傳感器(包括限位開關.接近開關和電眼等)來代替人的眼睛,要借助許多開關和按鈕來傳達人的命令,還要借助許多執行機構(包括電磁閥和電動機等)來代替人的手岡。圖4示出碼垛機上部分傳感器和執行機構(電眼、限位開關和電動機)的分布圖。在傳統的繼電器控製係統,要將這些“眼睛"和“手腳"聯係起來,且協調其動作,需要用許多翌電器組成一個複雜的繼電器聯鎖係統。而用程控器組成的係統,隻須將所有傳感器、開關和按鈕接到其輸入端,所有的執行機構(電磁閥及用於通斷電動機的繼電器或接觸器)及顯示、僧號裝置接到其輸出端(如圖5所示),就完成了全部接線任務(當然還有一些必不可少的電譚線路等).
三、程控器程序剖析
如何加快國產化的步伐,讓更多的玻璃瓶罐自動包裝線投運,是玻璃瓶罐工作者麵臨的一個課題。一條玻璃瓶罐自動包裝線的設計,關錐是自動包裝執行機拘的設計和程控器的程序編製。K8凯发大酒店天生赢家進口設備的微機程序,是加快國產化工作的一個有效途徑。
例如,在玻璃瓶罐自動包裝機的碼垛機中,有一個空木板送入提升機(經提升機送上二樓堆疊瓶子J和已經碼好垛的瓶子(由二樓經提升機降到底層)從提升機往外送的動作。如圖6所示,空木板由MS-7皮帶機及MS-3皮帶機送進提升機MS-1,由提升機將空木板提升到二摟。碼好垛的瓶子由提升機降到MS-3皮帶機上,再由M8-3皮帶機和MS-4皮帶機將瓶垛送出.M8-3皮帶機處於“中轉站”的地位。這裏就有如何設
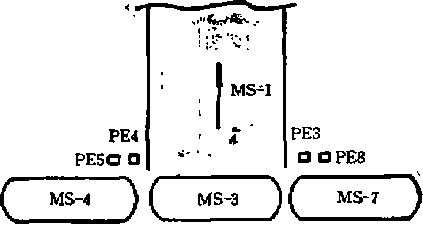
圖6
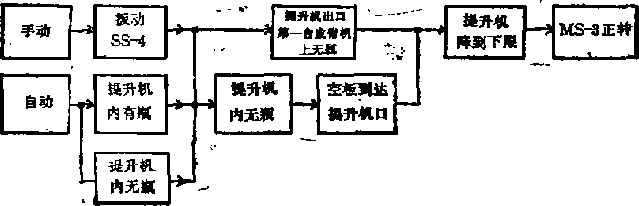
圖7
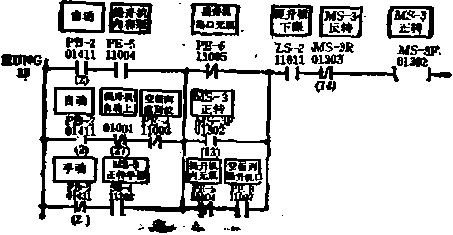
圖8
計好MS-3皮帶機的開動程序,使它正確地開、停,國淌地完成“中轉站”任務的何題。
我們可以通過対MS-3開動(正轉)程序的剖析,了解設計者在設計這個程序時是如何考慮冋題的。圖7所示就是通過對程序剖折得出的MS-3皮帶機開動(正轉〉的邏輯瀟程圖。這個圖說明了設計者在設計這條程序時所考慮到的MS-3皮帶機開動(正轉)的幾種可繼的情況,
1-當提升機出口皮帶機上無瓶垛,提升機框下到底層,壓到LS-2限位開關,這時若將手操開關SS2扳到“向前"檔,MS-3就正轉(與提升機內有無瓶垛無關,若有瓶垛,則瓶垛從提升機送出,若無瓶垛,則MS-3空轉).
2.當提升機內無瓶垛,空木板到達提升機口,提升機框下到底層,壓到LS-2限位開關,這時若將手操開關SS-4®到“向前"檔,M0-3就正轉,空木板進入提升機(與提升機出口皮帶機MS-4上有無瓶垛無關)。
3.在“自動”狀態,當提升機據下到底層,壓到LS-2限位開關,而提升機出口皮帶機MS-4上天瓶垛,不管提升機內有無瓶垛,MS-3都正轉,有瓶垛就把瓶垛送出提升機,無瓶垛則M8-3空轉.
4.在“自動”狀態,當提升機框下到底層,壓到LB-2限位開關提升機內
無瓶垛,而提升機入口處有空木板,則M&-3正轉,把空木板帶進提升機。
5.若提升機出口皮帶機MS-4上有瓶垛,而提升機內也有瓶垛,則MS-3不可能開動。圖8所示的一條MS-3皮帶機正轉程序,正是基於上述的邏輯流程而設計的。
這種對程序的剖析工作,對於我們設計類似的程序是不無益處的。
對進口包裝機程序的剖析,不僅對國產化工作是有益的,也是做好設備運行維護工作所會須。程控器的質量一股都很高,在運行中屬於其本身的故障很少,故障主要來自外部元作(包括電氣接線).由於自動打包機每一個動作相關的聯鎖條件很多,因此,設備使用中途故障停機,要找尋故障所在並非易事。而事先對程序詳如剖析弄清其動作的先後順序和關聯條件,在判斷故障時就能做到心中有數,減少故障處理的時間。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器