谘詢電話
ENGLISH0755-88840386粉狀物料小包裝自動包裝機的設計
發布時間:2020-09-11 10:17:09 |來源:
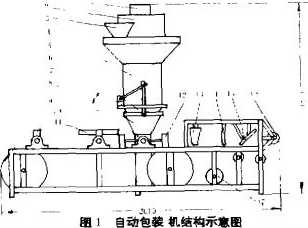
目前市場上粉狀物料品種繁多麵粉、專用粉、元宵粉等。這些粉狀物料計量和包裝基本上都是由手工來完成的°生產效率極低,父不苻合衛生標準,而義汙染空氣.待別對工人的健康不利。目前對於粉粒鬆散物料的小包裝自動包裝機,國產的僅有小袋(25〜50g)包裝,而包裝更景為0.5〜2.5kg的自動小包裝機國產的沒有。為了實現麵粉等粉狀物料小袋包裝自動化,我們調査了許多生產廠家,仔細地研究了進口同類包裝機.結合我國的實際情況.應用定容計髭原理,氣壓傳動知識和電氣自動控製理論.設計了粉狀物料自動包裝機〈如圖所示)。
1係統
1-1粉狀物料的性質和計量方式的確定
粉狀物料屬於鬆散物料,般的粒度都比較小.質燈輕,粉塵易飛揚,它的散堆密度(視比重)受溫度、濕度及堆積方式的影響。但在外界條件變化不大的情況下,粉狀物料的密度比較穩定.由於其粉粒特別小,又比較幹燥.所以流動性較好。但還易與接觸材料粘附等待性。・
根據粉狀物料的這些性質以及其他因素綜合起來專慮.采用螺杆容積計最方式比校合理。它是利用每個螺旋相同的理論容積之原理來完成定鼠葉髭的。鼻螺杆轉的圏數來實現不同級別的計懺。這樣可使粉狀物料在計信過程中始終處在-個與外界隔絕的空冋裏.保證計敝不受外界因素的幹擾.借助於螺杆轉動產生的軸向力推動粉狀物料沿軸向此進,實際上是強通供料。這對於保證高速度的自動包裝是很有利的.這是采用螺杆定容計量的主要原因。
1.2嫁杆形式的逸擇及其計鼻
螺杆用於計量的軸向難形常用的是梯形和矩形.在螺杆外鶴、內祥及鎌距相同的情況下・矩形爆杆產生的軸向力大,旦垂直安裝時末端一圏螺紋下端粘附粉塵的可能性W、・所以采用單頭矩形截麵螺杆.
螺杆外徑"=90mm.內徑d=40mm、中徑Q,=65mm、螺距屍=40mm、矩形螺紋的厚度2=3mm
由螺杆螺旋升的計算公式
那麽計算螺杆每-周轉計餃容腔容積為
現以水磨幡米粉(元宵粉)為例,每次裝袋的重耄為500g,其散堆密度q=0.4358/cn
則計量螺杆每轉一圈供送元宵粉的重量為:
Ga=Vp=192.9>0.435=83.94g/r假設每計景一袋,螺杆轉”=5§強則下料的重量為:
G=G。・r=83.94X5y=486.85g動力源選用氣馬達,可無級調速。隻控製進氣閥或排氣閥開閉的程度,就能調節馬達的輸出功率和轉速。
裝袋計量500g時.螺杆的轉速為250r/min則計量一次所需的時間為:
由於電密離合器脫開有一定時間誤差,而螺杆由於慣性到完全停止轉動也需-定的時間,則可用以補償餘的重量。
電磁離合器斷開時間極限誤差為0.3s則補償重量
螺杆轉速從250r/min降到零,最多需0.0眾螺杆取平均轉項250+2=125r/min,則補償重量為
相時誤羞為
其總的相對誤差為
能夠滿足要求
一次需要1.42=2s
則螺旋計量的生產能力為:
Q,-500g/2s(按每包500g計算,間隔2s的時間完成包裝動作)
所以包裝機的生產能力為:
Q=500g/4s=500XISg/rrdn—0.5X15X60=450kg/h
1.3計量係統的其他裝五
為了使專用粉的密度均勻,在螺杆上方的錐體料鬥內裝有攪拌器,通過齒輪傳動使其與螺杆的旋轉方向相反.
導管與嫁杆間留有適當的間隙。導管卜方連接固定漏鬥,而固定瀨鬥又連接活動鴨咀漏鬥.它能夠自動升降,由兩個能自動閉合和張開的霄咀片組成.在裝袋時啓咀片下降,伸入到袋底部,鴨咀片自動張開.動狀物料尊自重裝入袋內,然後上升閉合離袋.這樣可避免粉塵飛為,粘附在袋口封接部位.影響封口質最.
2自動包裝係統
2.1 乞裝材料和邑裝袋形式的確定
專用粉等都是粉狀、細顆粒狀的物料.所以應采用軟性包裝材料。故確定以聚乙烯作為包裝材料。
由粉狀物料的性質和包裝的函最.選用三麵封口扃平袋的形式。
2.2包裝糸統忌體方案的叔定
2.2.1工藝路線及機器的類型
粉狀物料包裝的工藝路線是製袋一充填料一封口一切斷。將包裝過程分為四個工位:
a、包裝製袋成型;b、橫封和充壊料2、縱封;d、切斷.由此看岀包裝過程比較複雜.需要比較多的執行機構。選用臥式間歇宜線運動的多工位機構.具體地說是氣壓臥式聯合製袋包裝機。
2.2.2主傳動係統
為了使料袋產生間歌的直線運動,我們設計成以氣缸作動力源,驅動轉輪機構帶動同步
齒形帶作間歇運動.拉帯機構也是以氣缸作動力源.上述兩個氣覽在氣壓回路上由氣壓元件保證作同步運動,因此拉帶機構和同步齒形帶也將保持間歐式的同步運動.
2.2.3包裝係統的其他裝置
a、 包裝材料的供送
為了使包裝材料間歌式的送到各個工位.設計了一個供紙架和拉帶機構(縱封器完成縱封的同時作間歐移動).供紙架由薄膜卷盤、導輾、三角形成型器、U形導杆和封接器等組成。紙長的改變由拉帶機構實現。供紙架上配置有附件.用以調節紙在供送過程中的鬆緊程度.
b、 三角形製袋成型器
三角形製袋成型器安裝時應呈傾斜狀態.與水平麵的夾角有一個最佳值此角度越大,則壓力角也越大,薄膜成形的阻力也越大薄膜在翻折時就越容易變形,甚至有被撕裂或拉斷的可能。此角度越小.成形的阻力也就越小,於薄膜對折有利.但會使三角板長度増加,結構増大。該角度熨根據薄膜流動時的阻力、變形以及三角板的具體結構來確定.
根據該機的包裝速度這個傾斜角度應取28.通過三角形公式可計算出三角板內角的值為52。,其厚度取15mm.三角形的高視包裝重量的不同.可由公式計算得到。
c、 袋口的封接及切斷裝置
利用包裝材料聚乙烯在加熱時,會軟化成為熔融的熱塑化狀態,在袋的封接部位兩層薄膜受熱軟化到熔融狀態時.對其施加接觸壓力使處於熔融狀態的封接部位材料界麵間被突破而融接成一體冷卻後就得到熔接聯接.這就是我們常說的熱融封接。該機的縱橫封口結構就是根據此原理設計的。
縱橫器的結枸均采用板條式在封接壓頭.頂端裝著熱容量小的鐐銘條借作為熱封接的發熱體為避免發熱體粘結包裝材料.其間置聚四氟乙烯布隔離,當壓頭將待封的薄膜層壓驚後,給發焦體通的瞬時脈衝大電流,產生高溫將待封的薄膜層加熱.促使其熔接,並配以水和空氣冷卻裝置,使其迅速冷卻。待封接處的薄膜恢複強度及定形後再退回壓頭.
加熱溫度在130〜I50C的範圍內,可通過調節電壓來控製.夾緊力控製在3〜4kg/cm\由氣亂回路上的壓力繼電器來控製.旃熱時間為0-麽,冷卻時間為0.
這種間歇式的縱橫封口裝置,隻在包裝袋停止時進行工作,包裝材料成型後先進行橫封待充填料後.縱封器再開始工作.然後將包裝材料拉一個袋長距離.即縱封器起兩個作用:縱封口和拉帶.
在包裝過程中.包裝材料的運動和鬆狀物料的移動,由於靜電感應.都容易帶靜電,這樣粉塵極易粘附在袋口的內壁上.使袋口封接不嚴或者不牢固.為了提高封口的質在包裝袋的外側,供紙架上設置有靜電消除裝置。
最後一道工序是切斷。選取的是放刀式切斷機構。
2.3彰響封接質量因素的分析
2.3.1包裝材料的熱封性能
如果包裝材料的熱封性能很好,不但易於熱封,而且封口的強度很高。反之就可能因封口不嚴或野接不牢而導致專用粉等的泄漏。包裝材料本身的性能是影響封接質延的主要因素.選用聚乙婦就比其它塑料薄膜熱封性好.
2.3.2熱對溫度、時間、壓力的控製
熱封溫度太高薄膜易產生“糊化而不能封接。塑料類的包裝材料.熱封溫度要求嚴格,不得超過150C。在這個範圍內.溫度越高,熱封的時間越短.施加的壓力也小。反之時間長,壓力大,這三個因素是互相製約的.但是都有一定的限度,可參看有關熱封的資料。
2.3.3壊充料的性質
填充料的密度大,顆粒狀,封接質鼠就好.專用粉等成粉末狀,密度也小,在包裝過程中要采取一定的措施.減少粉末飛揚,避免粘附在袋口封接部位.如裝料鬥伸入袋內,設靜電消除裝置等等。對己粘附在袋口封接部位的粉塵在封接前加一抖動機構使袋口順動,驅使粘附的粉塵落入袋內,以提高包裝質齡.
3結論與討論
利用氣壓傳動,由電氣控製的機器完全能夠勝任專用粉等的自動計量和自動包裝工作,而且比機械傳動和液壓傳動具有許多優點。
3.1結枸簡單,運動袖度高
機器的執行機構動作可直接用氣壓元件來帶動.而旦又可無級變速.這樣傳動弛短比機械傳動省去很多變遜傳動機構.所以機器的結構簡單.運動精度高;
3.2執行機杓的動作迅速、準確、可靠
氣動的動作比機動和液動迅速反.應快.由於傳動鏈短由此運動產生的誤差小,反莊到執行機構末端件上運動精度高.動作準確,可界.
3.3工作環境適應,埃好.產A無汙親
粉狀物料的生產,計量與包裝的環境-般多塵埃,振動大,氣壓比機械液壓柱製優越,產品不受油類的汙染,即使漏氣也不影響衛生.
3.4僅囂的成本場廉.揉作爲僅
由於傳動鮭短使用的零件數少,機器價格便宜機辭過栽能自動保護.維修方便.工作介質裏傳否易乂比較清淸減少對拜境的汙染,
3.5般扶物料應用電囹廣
除包裝季用物外還可以自助包裝其他粉料物品:包裝重量的範圍也很大.
文章來源於網絡轉載,侵刪
- 上一篇:基於MCGS組態軟件的稱重儀表驅動程序開發
- 下一篇:粉料自動定量包裝機
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器