谘詢電話
ENGLISH0755-88840386基於一台皮帶輸送機的多物料皮帶稱重控製係統
發布時間:2020-09-09 10:42:50 |來源:網絡轉載
一、引言
“連續累計自動皮帶秤”有兩種計量形式,第一種計量形式是采用重量傳感器檢測到物料的單位長度的瞬時重量信號,同時速度傳感器檢測到速度脈衝信號。通過控製係統將重量信號與速度信號進行乘積運算,從而求得被計量物料的真實K8凯发登录入口(輸送量),屬於非定量計量形式;另一種計量形式是在上述真實K8凯发登录入口的基礎上,使控製係統將被計量物料的真實K8凯发登录入口和用戶設定的輸送量(設定量)進行逐次比較,其差值信號反饋給變頻器,用於調節輸送膠帶速度,從而保證被計量物料的真實K8凯发登录入口和設定量相一致,屬於定量計量形式。
目前市場上使用的連續累計定量/非定量自動皮帶秤產品,均為一台皮帶輸送機完成一種特定物料的定量(或非定量)稱重,但是當現場需要多物料連續累計稱重與配料時,隻能在不同的皮帶輸送機上,分別配置單一物料稱重的自動皮帶秤產品,最後再匯總混合配料。這樣既浪費空間,又浪費了設備的配置。另外,在電力係統,由於料倉高度的限製,要實現較大的給料量,給煤機的進料倉在樓層標高的限製下隻能分成數個小料倉。為此上海大和衡器有限公司研製開發了在一台皮帶輸送機上完成多物料定量/非定量皮帶稱重控製係統,該係統通過選用具有4種不同的控製模式來適應不同的應用場合,使得上述兩種現場的條件得以實現。該項目已於2011年12月獲得國家專利局批準授予的發明專利證書。
二、連續累計模擬模式
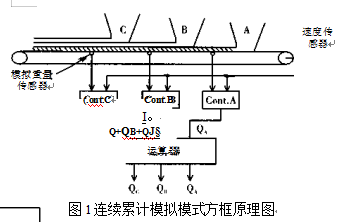
該模式由多組稱重裝置中的稱重信號與一個測速器的速度信號分別送入多個稱重控製儀表,經積分演算,多個儀表分別送出多個給料量信號.再由總控製器完成多種不同物料的給料量信號數據。如圖1、圖2所示的A、B、C三個進料口同時給料時,A、B、C三組稱重裝置中的稱重信號
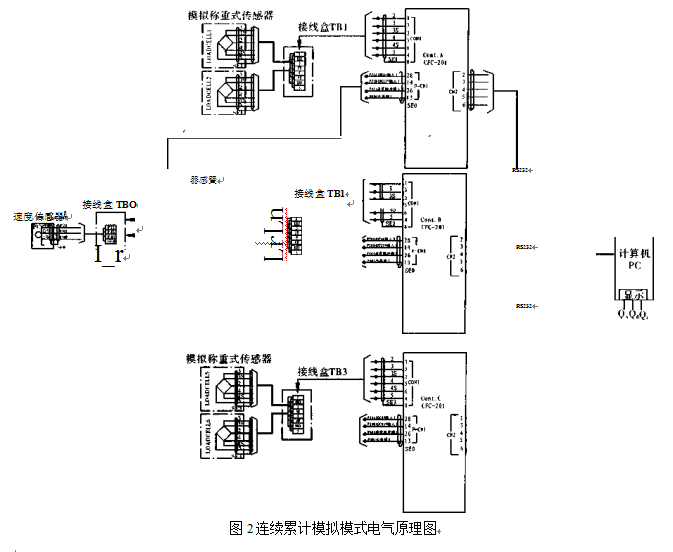
Wa、Wb、Wc與一個主電機測速器的速度信號S,分別送入三個CFC-201積算控製儀表Cont.A、Cont.B,Cont.C,儀表分別對傳感器的稱重(重量)電壓信號和測速傳感器的速度脈衝信號進行處理和計算,經積分演算,三個儀表分別送出三個給料量信號Qa、Qa+Qb、Qa+Qb+Qc,通過串口轉換以太網模塊,進入計算機完成三種不同物料的Qa、Qb、Qc給料量信號數據分別計算與顯示。
稱重計算過程如下:
假設輸料皮帶的運行長度為Z,運行的時間為«/,在時間々裏輸送的物料量為Q,則Q可表示為方程(1)
Q=\wvdt(kg) ⑴
其中,W,單位長度皮帶上物料的重量(kg/m)0:皮帶的運行速度(m/s)
由方程(1)可知,隻要測出單位長度上物料的重量和皮帶的運行速度,就可以求得在時間裏輸送的物料的重量。
W的值可根據模擬式重量傳感器測出,測出的值為模擬量,。的值可根據速度傳感器測出,測出的值為數字量。
CFC-201型積算控製儀表將模擬量W在儀表內部進行A/D轉換,得出數字量W,然後將此數字量W與測速傳感器測出的數字量0通過CFC-201積算控製儀表內部進行積分運算。如下:
①Cont.A控製儀表作用,Qa=\'wAvdt
②Cont.B控製儀表作用,
Qa+Qb=丄呼應 ifudt
③Cont.C控製儀表作用,
Qa+Qb+Qc=Ly他也+QW^udt+IIF(vdt
Cont.A,Cont.B,Cont.C稱重儀表,型號為CFC-201o
最後,分別將三個積算控製儀表計算出的在時間》裏麵的總的重量值以串口通訊方式發送到計算機,計算機收到此數值後,可以顯示在顯示器上,我們可以根據顯示器上的值,進行簡單的減法運算,分別得出最終的A、B、C三種物料的累計重量,如下:
Qa~^WAvdt
Qb=zQa+Qb~Qa= 潤dt+^Wf^dt-^WAvdt
Qc^Qa^-Qe^-Qc-Qa-QiF2Avdt+^)dt+
靜禎-靜禎丄電0
三、連續累計數字模式
該模式由多組數字稱重裝置中的數字信號與演;一個測速器的速度信號分別送入數字式總控製器,◎:直接得到多種不同物料的給料量信號數據。如圖年-3、圖4所示。A、B、C三個進料口同時給料時,第 三組數字稱重裝置中的數字信號Da、Db、De與一J 個測速器的速讀信號S分別送入CFC-500型數字積算控製器,控製器對三路傳感器的稱重(重第 量)數字信號和一路測速傳感器的速度脈衝信號£;進行處理和計算,經積分演算,直接得到三種不期:同物料的Qa、Qb、Qc給料量信號數據。
數字式K8凯发登录入口積算及運算過程:
圖4為數字稱重傳感器得出的值。分別為/WA,WA+WB,WA+W^Wc,然後通過CFC-500型 三通道數字式積算控製器,該控製器既有K8凯发登录入口積算控製,又具有一般運算器的功能,如抗幹擾和可靠性高等功能,因此可分別算出Q,Qb,Qc的值。
稱重計算過程如下:
由上述連續累計模擬模式中的方程(1)可
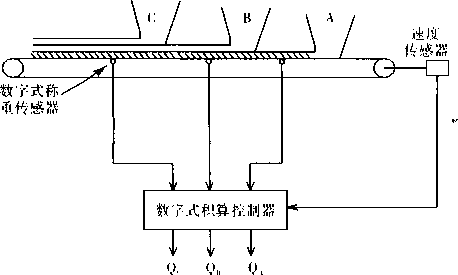
圖3連續累計數字模式方框原理圖
知,隻要測出單位長度上物料的重量和皮帶的運行速度,就可以求得在時間々裏輸送物料的重量。其中W的值可根據數字式重量傳感器測出,為數字量。值可根據速度傳感器測出,也為數字量。
CFC-500型三通道數字式積算控製器具有3路數字量分別同時進行積算的功能,即能將3組不同的數字量W和。同時處理,進行積分運算,並能在儀表的顯示屏上顯示出來。如下:
rI
Channel1:QA=j^WAvdt
Channel2:QA+Qif=jWAvdt+^)dt
Channel3:Qa+Qr+Qsj"(W^dt+W
i
Wrz;dt
o,
上式中Channel1、Channel2xChannel3為儀表CFC-500的3個數字量積算通道。其+Channel3為三種物料的總連續累計輸送量。
最後,Qa,Qa+Qh,Qa+Qb+Q(:的值將在僅表的顯示屏上顯示岀來,使用者可以根據此3個值,簡單的進行減法運算,如下:
0=^WAvdt
Qh=Qa+Q/j-Qa=InWAvdt+LIF即也一^WAvdt
Qc=QA'^Qff^Qc~QA~QB=LAvdt+W^)dt+
[W(^dt-fWAvdt-[W^)dt
Jo Jo Jo
上式中Qa、Qb、Qc分別為A、B、C三種物料的連續累計輸送量。
四、料位定量給料控製模式
根據設定的三種不同物料的給料量,三組數
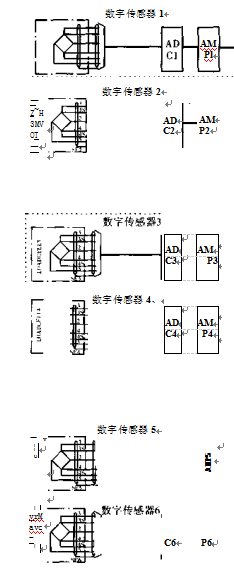
圖4連續累計數字模式電氣原理圖
字稱重裝置中的數字信號與一個測速器的速度信號分別送入數字式總控製器,直接得到三種不同物料的實際給料量信號數據與設定值比較,分別自動調節三個進料口處的料層高度,以便保證三種不同物料的設定給料量。如圖5、圖6所示A、B、C三個進料口同時給料時,根據設定的三種不同物料的蟲、qB、qc給料量,三組數字稱重裝置中的數字信號哧、Db、De與一個測速器的速度信號S分別送入CFC-500型數字式積算控製器,控製器儀表對三路傳感器的稱重(重量)數字信號和一路測速傳感器的速度脈衝信號進行處理和計算,經積分演算,直接得到三種不同物料的實際K8凯发登录入口信號Qa/LQs/t、Qc/t數據與設定K8凯发登录入口值qA/t、q/、qjt比較,由積算控製儀表發出K8凯发登录入口差值QA/t-qA/t、Qa/t-qu/t、QJt-qc/t指令,分別由氣動或電機驅動執行機構自動調節三個進料口處的料層高度,以便調整三種不同物料的實際K8凯发登录入口QMt、Q/、QJt與設定K8凯发登录入口qA/t、q/t、qjt保持一致。
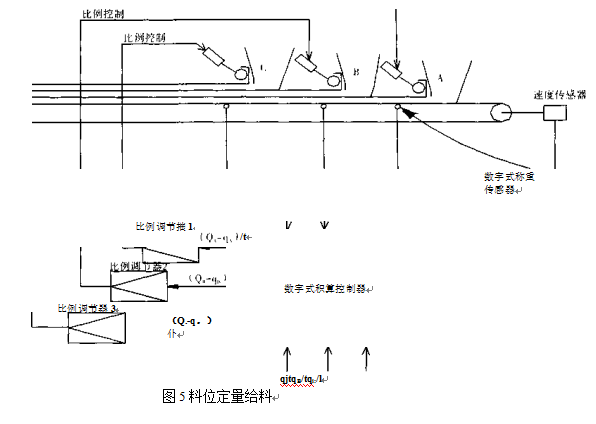
圖5料位定量給料控製模式方框原理圖
根據上述連續累計數字模式的說明,已經清楚怎樣利用數字傳感器和數字控製器準確地計算出3種不同物料的總重量。現說明利用上述數字控製器和數字傳感器,然後再結合其他一些部件,就能準確完成定量給料的過程。其詳細描述如下:
首先,數字量控製儀表CFC-500除了具有上述介紹的功能外,還具有以下2個功能:(假設在時間t內,物料的累計重量為Q,然後Q/t為單位時間的重量,即為K8凯发登录入口。
(1) 能夠接收外部給定的4mA~20mA的K8凯发登录入口設定信號,這裏我們將此定義為:qjt,qs/t,q/t。
(2) 能在顯示屏上顯示3個不同通道計算出的3個瞬時K8凯发登录入口值,並且能以4mA~20mA的形式輸出,我們將此3個值定義為:Q”t,Qs/t,QJt。
我們將其對應的差值信號:(QA-qA)/t,(QB-qB)/t,(Qc-qc)/t分別通過比例調節器3、比例調節器2、比例調節器1,分別輸出一個合適的電控製信號,這個電控製信號作為輸入量給氣動電磁閥或驅動電機,從而產生和輸入信號成比例的輸出量——力。該力又作為輸入量加給氣動或電動執行機構,控製其閥門的位置,從而改變進料口的料層高低來改變進料的多少,通過此閉環控製,可以將設定K8凯发登录入口和實際瞬時K8凯发登录入口的差值接近於零,從而實現三種不同物料的定量控製。此控製方式稱之為比例控製,比例控製技術的優點,首先在於其轉換過程是可控的,設定值可無級調節;其次在於方便迅速,可精確地實現工作循環過程,滿足切換過程要求。
但是,如果改變了A物料的K8凯发登录入口的同時,也在改變B物料的K8凯发登录入口,甚至也在改變C物料的K8凯发登录入口,那會造成非常混亂的局麵,為了防止這種不利局麵,CFC-500儀表具有有序定量給料的功能,雖然是3個通道,但是我們將通過儀表內的邏輯控製接點的開閉來實現物料的有序定量控製(如圖6中輸入2和輸入3的情況),A物料的定量控製一旦完成後,其閥門位置將保持不動,然後調整B物料,B物料的定量控製一旦完成後,其閥門位置也將保持不動,最後調整C物料,一旦C物料調整完成後,整個過程就結束了。
該方案在實現三種不同物料的定量控製的同時,也可采用上述連續累計數字模式,通過實際輸出量Qa、Qb、Qc的運算實現連續累計稱重功能。
五、速度、料位定量給料控製模式
根據設定的一種主原料和兩種副原料的給料量,三組數字稱重裝置中的數字信號與一個主電機測速器的速度信號分別送入數字式總控製器,直接得到三種不同物料的實際給料量信號數據與設定值比較,其中主原料的給料量差值由主電機變頻調速實現,兩種副原料的給料量差值通過自動調節兩個進料口處的料層高度,以便保證三種不同物料的設定給料量達到要求。如圖7所示,A、B、C三個進料口同時給料時,根據設定的一種主原料qA和兩種副原料qB、qc的給料量,三組數字稱重裝置中的數字信號庇、Db、De與一個主電機測速器的速度信號S分別送入CFC-500型數字式積算控製器,儀表對三路傳感器的稱重(重量)數字信號和一路測速傳感器的速度脈衝信號進行處理和計算,經積分演算,直接得到三種不同物料的實際K8凯发登录入口Qa/LQ/t、Q/t信號數據與設定K8凯发登录入口值qA/t、q/t、qc/t比較,其中主原料的K8凯发登录入口差值QA/tf/t,由積算控製儀表發指令給主電機變頻調速實現,兩種副原料的K8凯发登录入口差值QB/t-q/t、
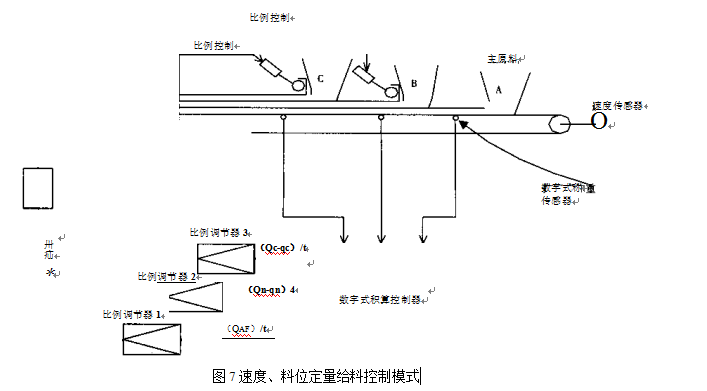
Q/t-qJt通過積算控製儀表發指令由氣動或電動執行機構自動調節兩個進料口處的料層高度,以便保證三種不同物料的實際K8凯发登录入口QA/t、Q/t、QJt與設定K8凯发登录入口qA/t、q/t、qjt保持一致。
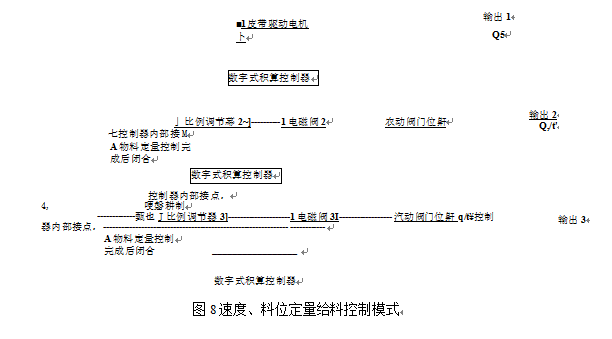
根據控製模式說明了比例控製來進行定量給料的原理。本控製模式需改變其中一個執行方式,副原料B和C的物料仍舊分別通過比例調節器2和比例調節器3來控製調節B處和C處閥門的開度來改變K8凯发登录入口,而主原料A的給料控製是通過比例調節器1來控製改變皮帶驅動電機轉速,從而改變A物料的K8凯发登录入口。也就是說比例調節器1實現了皮帶速度定量控製,比例調節器2和比例調節器3實現了料位定量控製。該控製模式可以實現對三種不同物料的稱重與定量輸送,與此同時也可采用連續累計數字模式的方式,通過實際輸出量Qa、Qb、Qc的運算實現總的累計輸送功能。本控製模式的控製原理與控製模式基本一致。其反饋控製原理方框圖如圖8所示。
六、結論
本發明通過在一台皮帶輸送機上完成了多種物料定量(或非定量)連續累計稱重。多組稱重裝置同時用於一台皮帶輸送機上,通過多次比較的四種控製模式實時測量單種物料與總計物料的給料量。
本方案的一個顯著技術特點是:在皮帶秤上首次采用了數字式稱重傳感器與數字式積算控製器的控製模式,傳輸距離遠、抗幹擾能力強,具有優異的負荷特性、蠕變特性、溫度特性、防潮防爆特性和長期穩定性。可舍現遠距離、無幹擾數字輸送,特別適用於現場襪重傳感器和演算控製儀表之間距離較長的場合。
本方案的另一個顯著技術特點是:由於多通道工業稱重儀表技術的發展,通過調節儀表內的邏輯控製接點的開閉時序,使得多點差值比例調節反饋控製技術在多物料稱重輸送係統中得以有效應用。該方案隨著稱重儀表通道數的增加以及重控製係統。
本方案主要目的為了在一條皮帶輸送機上實現多物料同時計量的混配料係統;其次,由於很多工業現場料倉高度和占地麵積的限製,如要實現較大的給料輸送量,通過本方案的實施可以大大降低空間高度與占地麵積。
目前基於一條皮帶輸送機的多物料定量連續累計稱重控製係統的四種控製模式已開始部分應用於火電廠多料倉給煤機稱重控製係統中,相信隨著數字式稱重傳感器與數字式積算控製器在皮帶秤領域的進一步推廣將會受到更多用戶的青睞。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器