谘詢電話
ENGLISH0755-88840386鋼筋連接套自動包裝機設計
發布時間:2020-09-04 11:18:19 |來源:
隨著住宅產業、能源交通等基礎設施建設的不斷發展,鋼筋混凝土結構的跨度和規模也越來越大, 傳統的搭接、焊接等鋼筋連接方式無論從連接質量、效率還是可操作性均不能滿足行業迅速發展的需求。鋼筋機械連接技術應運而生,已成為當前鋼筋的主要連接方式,尤其適用於高鐵、核電站、高層建築等重要應用場合[1-2]。
目前,鋼筋連接套的包裝方式大多采用人工進行包裝,具有費時費力、效率低下、勞動強度大等缺點, 無法滿足目前市場需求,急需技術改進。因此,設計研發具有自動包裝功能的鋼筋連接套包裝設備代替 人工勞動是當前生產和加工企業的迫切要求。
1鋼筋連接套自動包裝機總體方案設計
設計要求:要求所設計的包裝機能夠實現 M18- M32連接套自動裝袋,與檢驗、打標工序銜接,包裝材料為編織袋。
設計思路:包裝機自動整理連接套,並且自動製袋、封口、輸送,完成包裝。
工藝路線:根據連接套的外形結構特點,初步設定采用豎直包裝,連接套在傳送帶上首先經過整理機構進行整理計數,到達指定位置,經由氣缸推送到包裝執行機構,縫紉機進行封口,切斷機構切斷,完成製袋包裝的過程。包裝工藝路線為連接套上料— 連接套輸送—連接套整理—連接套推送—包裝袋底部與頂部封口—包裝袋雙側邊封口—卸袋等。
現代包裝技術日益向著高度機械化和自動化的方向發展,各類物品的包裝作業大多采用自動包裝機械或自動包裝生產線完成[3-8]。參考文獻[9— 15]等包裝設備的設計方案,結合鋼筋連接套自動包裝的技術要求,確定鋼筋連接套自動包裝機的總體方案。結構如圖 1所示,主要由機架、輸送機構、整理機構、推送機構、縫紉機構、切斷機構、卸袋機構等組成。
1)整理機構 該機構的作用是將連接套整理、排列、計量,並輸送到預定工位。
2)推送機構 該機構將包裝材料和連接套由一個包裝工位順序傳送到下一個包裝工位。
3)縫紉機構 當推送機構把連接套推送到指定位置時,縫紉機構開始封口,這裏采用四邊縫紉, 其中袋子頂部要雙排縫紉,包裝袋兩側的縫紉機同時對袋子兩側縫紉。
4)切斷機構 采用冷切即利用金屬刀刃將包裝材料剪斷。
5)卸袋機構 將包裝好的產品從包裝機上卸
下、定向排列並輸出,可以利用斜坡裝置借助工件的自重滑到下一工位。
自動包裝機使用電機和液壓驅動,包 含傳送鏈板電機、傳送帶電機 2個驅動電機和推送液壓缸、縫紉液壓缸、剪切液壓缸 3個驅動液壓缸。電機驅動將工件送到傳送鏈上,隨後通過 液壓馬達驅動液壓推杆將工件擺放整齊,推送液 壓缸將工件送至頂部、底部縫紉工位,縫紉液壓缸推動縫紉機進行頂部與底部封口,工件向前輸送,側邊縫紉機對輸送過程中的工件進行側邊縫紉,包 裝好的工件通過卸袋機構自動卸袋。自動包裝機能夠實現鋼筋連接套自動上料、理料和包裝袋自動上料、自動裝袋及封口、自動卸袋等功能,與手工包裝相比,大大減輕了勞動強度。
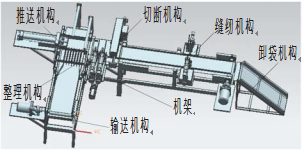
圖 1 鋼筋連接套自動包裝機總體結構圖
Fig.1 Totalstructurefigureofautomaticpackaging machineforsteelconnectingsleeve
2關鍵執行機構設計
2.1包裝材料送料機構設計
包裝材料送料機構為鋼筋連接套自動包裝機提供包裝材料,依據包裝材料的 2種形式,對應 2 種送料方案。第 1種方案包裝材料為三麵封口的塑料編織袋。工件在傳送帶上排列整齊後,傳 感器檢測到位,推送裝置將工件推入撐好的包裝袋, 重複排列和推送直至達到包裝數量。封口機將其封口並卸袋。此方案的缺點是推送裝置推送產品時,為了防止工件使包裝袋變形,必須用其他裝置將包裝袋口壓緊。
第 2種方案是有 2卷包裝材料一上一下,封口機將其尾處封口,然後推送裝置將排列 好的工件推入一上一下的包裝材料中,達到數量要求後,將頂口與底口封住並切斷包裝材料,傳送 帶繼續向下傳送,兩側的縫紉機將包裝材料的兩側封好,然後卸袋。此方案省去了包裝口處的壓緊裝置,為後麵安裝調整裝置提供了足夠的空間。包裝材料送料機構簡圖見圖 2。因此選用第 2種方案。
輸送機載板的時間)為
T1=0.15s。 (1)
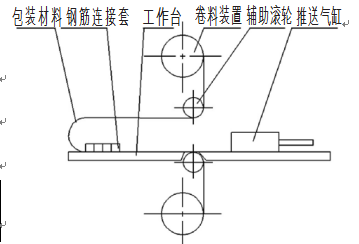
圖 2 包裝材料送料機構簡圖
Fig.2 Schematicdiagram offeedingmechanism forpackagingmaterials
2.2切斷機構設計
橫向壓袋和縫紉機構將已包裝好的鋼筋連接套
2)輸送時間
輸送時間為板式輸送機的間歇運動時間,同時也是將物料理成單排物料的時間,根據工件排列距離和傳送速度可以計算單排時間為
T2=0.85s。 (2)
3)液壓缸推送工件裝袋的時間
單排物料的理料時間和輸送時間為同一時間, 液壓缸向前推送單排工件時間為
T3=s/v=0.5/0.5=1s。 (3)
後退時間為
T4=0.5T3=0.5s。 (4)
推送一袋的鋼筋連接套需要的時間為
T5=n×(T2+T3+T4)=25.85s。 (5)
4)縫紉機橫向縫袋的時間為的底側進行封口,再利用切斷機構將 2層包裝材料
T6=1.5s。 (6)
切斷。由於兩側的口還沒有封,因此再在傳送帶的
5)剪切的時間為
兩側安裝 1個或者 2個自動縫紉機。隨著傳送帶的
T7=0.25s。 (7)
移動,包裝材料兩側開口移動到縫紉機口下,伴隨傳縱向縫袋 剪切時間分別與橫向縫袋及剪切時間相同,工作過程中卸袋與上料同時進行,不會相互影響,因此卸袋時間可以忽略。
動帶的移動由縫紉機將其自動封好,此時封口結束。由於封口、切斷以及縫紉聚集在一塊,因此必須考慮各個機構之間的空間位置,防止發生空間幹涉。布局示意圖如圖 3所示。
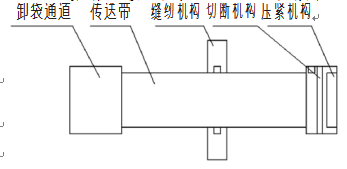
圖 3 切斷機構布局示意圖
Fig.3 Diagram ofcut-offmechanism layout
6)包裝一袋的總時間為
T=T1+T5+2×(T6+T7)=29.5s。 (8)
因此,鋼 筋連接套自動包裝機的生產效率為
3600=122袋/h,相比於目前的人工裝袋包裝每小時 20袋,提高了約 6 倍。
3自動包裝機的工作循環
鋼筋連接套的工作循環包括上料時間、輸送鋼筋連接套的時間、液壓缸推送工件裝袋的時間、縫紉 機橫向縫袋的時間、剪切的時間、縱向縫袋的時間、卸袋的時間。以 M18工 件為例各動作工作時間如下。
1)上料時間
上料裝置與檢驗、打標工序銜接,根據工藝要求,取物料的上料時間(即為物料由上料槽落入板式
4 結語
研發了一種具有自動包裝功能的鋼筋連接套包裝設備,製定了包裝工藝技術路線,設計了總體方案和整機結構,實現了鋼筋連接套的自動上料、輸送、裝袋、封口、卸袋等自動包裝功能,解決了生產現場存在的手工裝袋、包裝效率低、勞動強度大等實際難題。
研發的設備具有以下優點:1)包裝效率高,可完成每小時 122袋的包裝任務;2)適用性強,適用於鋼筋連接套內螺紋 M18-M32等多種規格的包裝;3)自動化程度高,省時省力,能夠大幅降低工人的勞動強度。
設備研發的不足之處是現有調整機械為手動調節,當工件規格、包裝規格發生變化時調整時間過長,後續會對此重點改進。
文章來源於網絡轉載,侵刪
- 上一篇:自動化包裝與手工包裝之識別
- 下一篇:淺談定量包裝商品計量監管
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器