谘詢電話
ENGLISH0755-88840386數字稱重式全自動包裝機
發布時間:2020-09-03 10:56:37 |來源:網絡轉載
80年代末,國內陸續引進並迅速發展了一係列機械傳動的全自動包(灌)裝機,因其實現了自動化作業且投資少,占地麵積小,因而深受用戶的歡迎。然而,現有的包裝機傳動鏈長,傳動機構複雜,當所包裝物品、製袋材料及尺寸發生變化或機械傳動鏈本身的動態誤差發生變化時,各部分動作的協調調整十分困難。針對上述缺陷,我們在新型全自動包裝機中加入了自動檢測和控製電路,用以準確控製步進電機的運動,從而使產品岀廠時誤差較小。
1全自動包裝機的設計構想
新型全自動包裝機采用三台步進電機分別實現落料、製袋、切斷獨立動作的設計方案。
1-1自動稱重與填實
DXD1000型全自動包裝機用一台步進電機驅動螺旋推進器自動落料,稱重後送人一端封口的袋中,等待封口。一般的稱重係統都是先稱重後落料,但由於麵粉奶粉等特殊物料在落料時易粘連等原因易導致稱重不準確。在新型全自動包裝機用一台步進電機驅動螺旋推進器自動落料。將物料重量轉化為脈動當量。假設物品重量1500克需用1500個脈衝信號完成,按69袋/min的生產效率,設計在0.4s內完成1400個脈衝的快速落料,再用0.2實現100個脈衝的慢速落料,通過電子稱重動態計量,將計量誤差信號反饋到計算機係統,隨機調整落料步進電機的驅動脈衝即可實現十分準確的包裝計量要求,當所包裝物料品種比重計量發生變化時通過自動調整相應的加減脈衝數。
1.2製袋與切割
本機采用兩片塑料薄膜〈紙)自動製袋。兩卷塑料薄膜分別裝在機架上的兩個紙卷支承上,釆用一台步進電機經一對齒輪驅動紙卷進給,塑料紙經過走紙輪後進入熱壓合輪,從而使紙袋兩側熱合,同時剪掉紙的多餘部分。為了保證塑料薄膜充分壓合而不會熔化需要對溫度進行測量控製,這裏加裝溫度檢測電路。為了控製袋長,加裝光電檢測裝置,並有缺紙檢測與缺紙報警。
本係統要求對重量、溫度、袋長進行巡回檢測,從而控製三台步進電機按一定的時序循環起停,保證製袋美觀,填料準確;保證日期正確,袋圖1係統總體設計框圖長合適,動作與製袋、填料協調(如圖Do2控製電路設計為控製三台步進電機按一定的時序循環起停,協調工作,方便調整,我們以可編程計數器8253為核心構成步進電機接口電路。由8253的三個定時器輸出三台歩進電機的實時控製脈衝,該電路具有精度高、工作穩定、控製靈活等特點。並且在步進電機工作期間,不用CPU直接幹預,大大提高了CPU實時處理能力。由於三台步進電機頻繁起停,釆用自動升降速控製電路實現升降速控製,以減輕 軟件的工作量;然後由分相電路產生符合步進電機需要的二相脈衝源。
3稱重測量電路設計
3.1稱重測量電路的組成
稱重測量電路由螺旋推進器、稱重台麵、秤架、電子秤、推進器組成。稱重測量電路是通過傳感器(電子秤)將物料重量轉化為電量,再經A/D轉換器轉化成數字量,將計量誤差信號反饋到計算機係統。隨機調整落料步進電機的驅動脈衝數即可實現十分準確的包裝計量要求,如圖1所示。電子秤始終對稱重台麵進行跟蹤、查詢、處理。螺旋推進器在驅動脈衝的作用下工作,當重量達到要求的重量時進行包裝,然後推進器將包裝袋推止傳送帶。
3.2傳感器
傳感器是稱重測量電路的關鍵元件。稱重測量電路的安裝與包裝機緊鄰,振動較大,自然條件惡劣,要求傳感器非線性誤差小,溫度漂移小,密封防振,過載能力強,長期穩定可靠等,應選用進口優質重力傳感器。
秤體的設計應該滿足以下要求⑴:
(a).秤體須分為固定秤架和活動稱重台麵兩部分,固定秤架和地麵連接,而活動稱重台麵和固定秤體之間用若幹個傳感器柔性連接,各傳感器的受力必須均勻平衡。
(b).稱重台麵要用不影響垂直受力的特殊方法固定以保證在稱重時活動秤體不會前後左右晃動。
(c).秤體要有不變形、抗震動、防鏽等功能以保證皮帶
秤的測量精度和壽命。根據以上要求稱重傳感器的安裝如圖3。
承載的四個傳感器通常采用全並聯連接方式的橋式測量電路⑵。
3.3稱重係統
傳感器將物料重量轉化為電量,再經A/D轉換器轉化成數字量,將計量誤差信號反饋到計算機係統。這裏選用16位高精度高速A/D元件,轉換速率可達104次/S,分辨率可達lg/碼,即儀表靈敏度可達lg-A/D轉換器數字量輸出之16位二進製數經並行接口送微機。
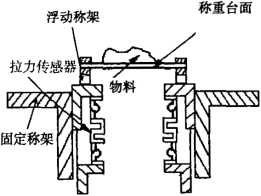
圖3電子秤傳感器的安裝
微機始終對稱重台麵進行數據釆集。
4位置檢測裝置設計
為了控製袋長,加裝了光電檢測裝置。對於無檢測標記位的製袋材料,製袋電機則按預設的袋長工作,當脈衝數減為零時開始製袋,從而可控製袋長。
5溫度檢測電路設計
為了保證塑料薄膜充分壓合而又不會熔化需要對溫度進行測量控製,這裏加裝溫度檢測電路。采用MAX6507/6508雙閾值溫度開關組成溫度測量控製電路s(圖4)。
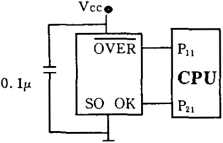
圖4溫度測量控製電路
根據MAX65073C50-T的輸岀特性,當溫度高於80t,反Er及OK輸出為00,單片機控製風扇工作;當溫度低於60C.OVER及OK輸出為10,單片機控製加熱裝置加熱工作;當溫度在0P與751之間,及OK輸岀為11,單片機控製加熱裝置與風扇均停止工作。
5結束語
全自動包裝機是一個較複雜的機械設備,工作現場環境惡劣,設備頻繁起停,電磁幹擾嚴重,因此必須將電機和控製部分光電隔離,才能使包裝機很好地協調工作。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器