谘詢電話
ENGLISH0755-88840386基於PLC和智能儀表的自動稱重二級控製係統
發布時間:2020-09-02 10:54:08 |來源:網絡轉載
1引言
隨著工業生產技術對自動化程度的要求越來越高,大型自動化生產線的電氣控製係統大多是基於以太網或其它總線,以工業控製計算機作為上位機來監控整個生產過程,智能儀表或PLC作為下位機直接控製生產工藝流程,構成了二級計算機自動控製係統。但對於控製界麵內容要求比較簡單的小型控製係統,如釆用以上係統就存在結構複雜、成本高、占用空間大等缺點。針對上述問題,可以利用PLC通用靈活、可靠性高、擴展能力強、易於編程等優點,通過與觸摸屏結合使用實現上位監控,觸摸屏代替上位工控機鍵盤和界麵,完成對設備功能的設置、顯示、報警,PLC根據生產工藝要求直接對設備進行控製,同時又與充當下位機的智能儀表通信,構成二級自動控製係統,完全能實現生產過程的控製和控製參數的可視化。
2控製係統硬件組成及程序結構
下麵以一個實際的物品稱重係統來說明稱重二級控製方式。該控製係統選用鬆下電工生產的FP0-C14可編程序控製器和分辨率為128x64的GTO1微型觸摸屏以及上海寺岡電子有限公司生產的DI-200電子秤,另外還配有光電位置傳感器及電磁閥驅動氣缸等,其完成的功能是實時檢測行走物品的重量,通過將直接設定目標值與實際測得值進行比較,然後執行相應動作把不合格物品剔除。控製係統硬件組成如圖1所示。
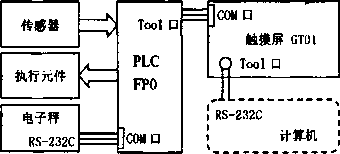
圖1控製係統結構圖
PLC和觸摸屏組合共同作為上位機,它們各自有兩個通信端口。觸摸屏Tool口與計算機RS-232C口相連,COM口與PLC的Tool口相連,編程時利用觸摸屏的穿越功能,可以由計算機直接調試PLC11',即利用它們各自的編程軟件就可以在觸摸屏與PLC之間傳遞數據的同時,對PLC進行調試。
電子稱重儀表作為下位機,用來完成對行走物品自動稱重,它具擋板1光眼1電子秤光眼2滾輪推板光眼3擋板2有數據輸出速度快、精度高、穩定性好、功能設定方便等特點,所擁有1的全透明、高效的網絡化標準串行通信接口(RS-232C或RS-422),可實現PLC與儀表間完全的數據傳送和控製。
三級滾輪式傳送機構驅動物品在上行走,每級長500cm、寬450cm,它們具有獨立的電機驅動裝置。傳送機構俯視圖如圖2所示。
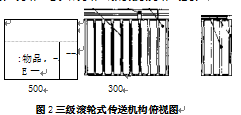
中間級是稱重部分,它的滾輪和傳動機構全部安裝在電子秤的上方,傳輸速度由變頻調速器控製,且可以任意設定。PLC的1/0控製端口分別連接位置傳感器和各類執行元件,如霍爾光電傳感器和微型氣缸等,通過它們檢測物品位置,完成擋板的抬起、放下和推出、收回等動作。
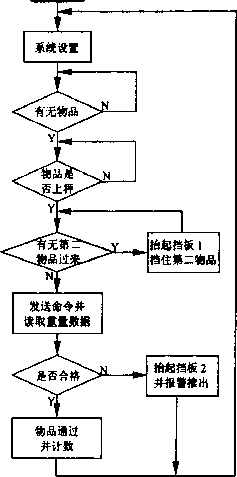
係統流程結構框圖如圖3所示。
3觸摸屏畫麵設計
係統中使用GT01觸摸屏作為上位監控,可以顯示現場信號、實時報警並對控製點進行設置。GT01觸摸屏實際上是一個內部含有CPU、內存、總線控製器的專用單片微型計算機係統,其單片機可以通過串行接口與各種類型的PLC連接,實現串行通信囚。 .
GTWIN是觸摸屏編輯專用軟件,通過計算機可以編輯觸摸屏畫麵。監控係統由圖4所示的8個畫麵組成。8個畫麵之間建立了鏈接,同時觸摸屏上各類組件的內存單元與PLC中數字存儲區的單元相關聯,構成係統整體監控。
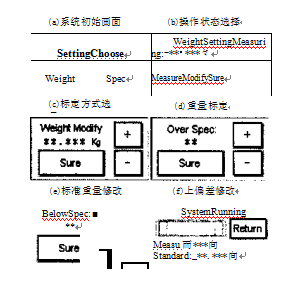

其中,係統初始畫麵(圖4a)顯示控製係統的名稱,觸摸功能開關組件"開始”按鈕後,切換到操作狀態選擇畫麵(圖4b);操作狀態選擇畫麵包括參數“設置”和“運行”按鈕,觸摸“設置”按鈕後切換到標定方式選擇畫麵(圖4c),它可以進入重量標定和上、下偏差修改畫麵;在重量標定畫麵(圖4d),觸摸“測試”按鈕會在數據組件上顯示當前被測樣品的數值,觸摸“修改”按鈕則切換到標準重量修改畫麵(圖4e),觸摸“確定”按鈕返回到操作狀態選擇畫麵;在標準重量修改畫麵,利用“遞增”或“遞減”按鈕改變被測物品的標準重量目標值,觸摸“確定”按鈕後該數值就被送入到PLC目標值保存單元並返回到標定方式選擇畫麵;觸摸“偏差”按鈕後切換到上偏差修改畫麵(圖4f),它可修改上限誤差值,觸摸“確定”按鈕後保存上偏差數據,同時畫麵切換到下偏差修改畫麵(圖4g);下偏差修改畫麵可修改下限誤差值,觸摸“確定”按鈕後保存下偏差數據並返回到操作狀態選擇畫麵,觸摸“運行”按鈕就切換到係統運行畫麵(圖4h);在係統運行畫麵中,數據組件可顯示標定值和實際測量值,同時通過燈組件可顯示測量值越限時的報警狀態,根據燈組件的開與關的狀態就能確定報警原因。
4PLC與電子秤通信
PLC作為上位機是整個係統的核心,PLC與電子稱重儀表(下位機)之間通過RS-232C通信電纜連接,雙方規定好串行異步通信協議並構成主從式應答關係,整個係統完全由PLC進行管理。
4.1PLC係統寄存器的設置
用FPWINGR編程軟件對決定PLC串行通信規格的係統寄存器No.412-418進行設置,其中將指定接收緩衝區起始地址的No.417設置為1000,指定接收緩衝區容量的No.418設置為20。
4.2通信應答關係
PLC和電子秤之間的通信應答關係如圖5所示。以PLC作為主機向從機電子秤發出命令後,電子秤按照預先設定的命令模式產生響應,將實際的穩定後的重量信息以ASCH編碼的格式傳送給PLC。電子秤通信文本數據格式見表1。
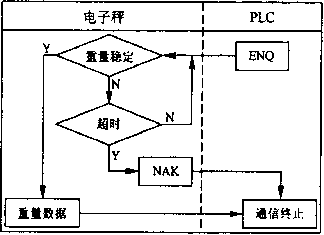
圖5通信應答關係圖
4.3PLC發出命令、讀取數據
PLC用F0(MV)數據傳輸指令將被傳送的命令數據寫到從S+1(DT201)開始的區域,用Fll(COPY)塊傳輸指令將接收緩衝區清空,然後用F144(TRNS)串行通信指令將命令數據發出,同時PLC處於接收操作準備狀態。
[FOMV,H5.DT201]
[FllCOPY,HO,DT1000,DT1020]
[F144TRNS,DT200.K1]
在命令模式下,電子秤接收到PLC的命令數據後,其將測得的重量數據以先高位後低位的順序發出,數據格式如下:
xxx.xxxCRLF
其中x、.、CR和LF均代表自身的ASCH編碼PLC將傳送來的數據存放在接收緩衝區第2個字(DT1001)開始的區域中。在接收和存儲數據的同時,PLC將接收到的字節數自動存儲在接收緩衝區首字(DT1000)中。稍加延時後,比較接收到的字節數,大於8時表明接收到的數據有效,然後提取有效數據位進行數據轉換和計算。
[>DT1000,K8]
[F76ABIN,DT1001,K3,DT500]
[F76ABIN,DT1003,K3,DT502]
[F89EXT,DT500]
25V的電解電容,DW1型號為1N5349,穩定電壓12V;經C2濾波,DW2穩壓後為絕緣監測、高電壓監察、低電壓監察三個電路的電壓比較器提供6V基準電壓,C2濾波電容選用100P.F/16V電解電容,DW2可選1N4735,穩定電壓6V。時、股、叼為三個電路的整定電位器,叩1為10K,IF2和JF3選用WX13-U-1W4.7KO帶自鎖的電位器。BG1-BG3為功率開關管MJF13005。
C3、C5濾波電容選用10p.F/160V電解電容,可以濾除因電位器抖動而引起的毛刺電壓,防止繼電器誤動作和在臨界點振蕩現象。C4為103瓷片電容,與R11組成低通濾波電路,去除高頻幹擾,防止振蕩。本電路釆用兩塊集成芯片,IC1為光電耦合器,型號為4N35;IC2為LM324,內含四個獨立的高增益、內部頻率補償運放,可在單電源下工作,本電路為IC2提供的12V直流工作電源。
5結束語
本係統中PLC和觸摸屏的配合使用,省卻了大量現場的按鈕開關、指示燈等易耗配件,大大提髙了係統的可靠性,改善了PLC控製係統的操作性能,利用PLC和智能儀表構成二級控製係統(也可釆用1:N鏈接方式)與上位工控機構成的監控係統相比,具有體積小、結構簡單、功耗低、安裝方便、性能穩定等特點,可廣泛用於各類小型自動化檢測控製生產線。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器