谘詢電話
ENGLISH0755-88840386全自動稱重包裝碼垛機組維護及檢修研究
發布時間:2020-09-01 10:42:59 |來源:網絡轉載
隨著包裝工業的迅速發展,全自動的包裝設備正在不斷湧現。其中備受關注的問題就是設備運行的安全性、穩定性及使用壽命。全自動稱重包裝碼垛機組作為生產與運輸的橋梁,能否保證長期正常運行會直接影響到企業的經濟效益。因此,工作人員在日常使用中,—定要嚴格遵守全自動稱重包裝碼垛機組的運行使用規程,做好必要的日常維護、檢修工作,對全自動稱重包裝碼垛機組故障應采取科學有效的處理措施和方法,這樣才能使其正常運行,延長它的使用壽命,使企業的安全生產得到有力保障,以創造更大的經濟效益。
機組的組成及工作原理
全自動稱重包裝碼垛機組主要由機械係統'真空及氣動係統、控製及操作係統組成.
其中機械係統包括稱重單元、包裝單元.輸送檢測單元、碼垛單元。稱重單元由對接料鬥和電子定量稱組成.用於承接大料倉的出料,儲存並稱量物料;包裝單元由移動平台及FFS自動包裝機組成,移動平台用來承載FFS自動包裝機,使其自由移動到所需位置,與下料口對接,對接後,FFS自動包裝機將薄膜卷製袋,將物料裝袋封袋,完成包裝。
其中真空及氣動係統包括真空係統及氣動係統組成。真空係統是由真空泵.真空電磁閥、吸盤、過濾器.真空開關、消音器等組成,以真空壓力為動力源,通過吸盤來吸附包裝袋,實現取袋、開袋功能。
其中控製及操作係統包括電氣控製係統及操作係統。電氣控製係統有以下4個相對獨立的子係統,定量秤係統、FFS包裝機係統、移動平台係統以及插板閥係統,協調定量秤,包裝機、移動平台的動作配合,使係統按照設定的工藝流程完成整個生產過程.
全自動稱重包裝碼垛機組是用於聚丙烯粒料的稱重包裝及碼垛。首先將移動包裝機定位在某一即將下料的料口位置,來自上遊的聚丙烯成品輸送到包裝廠房後,進入包裝機的儲料鬥,物料在儲料鬥中靠重力進入電子秤額定稱重,稱重後的定量物料進入FFS袋成型包裝機內實現物料的全自動包裝,以滿袋每袋25kg裝袋,裝完物料的袋子通過上線輸送機進入壓平整形機壓平整形,再經過金屬檢測機及重量複檢機的檢測,由揀選機剔除不合格的料袋,合格的料袋在過渡輸送機上由打印機打印批號,並送入碼垛單元的斜坡輸送機。斜坡輸送機將料袋提升到碼垛高度,經壓平整形,轉位到袋口朝裏後,送至編組機,編組機按編組、推袋的工作節拍輸送料袋,在推袋壓袋機、分層機和升降機的協調工作下,一層料袋被碼放到托盤倉、托盤輸送機自動供應的托盤上,直至碼完一垛8層為止,滿垛由垛盤輸送機送出,由叉車下線入庫。
設備維護及檢修
在確定電源、氣源關閉後再對設備進行維護及檢修。
1機械係統
機械係統通常需要每日維護及檢修和定期維護及檢修。以熱封部件的維護及檢修為例,因為熱封部件在設定的正常熱封時間和溫度內,會經常出現熱封口效果不合格的現象,所以必須每日和定期對相應的熱封部件認真檢查。
每日維護及檢修的內容:
①每日巡回檢查傳動機構動作是否準確;
②隨時檢查熱封效果;電機啟動、停止平穩,無異常噪聲;
③每日檢查熱封部件上的聚四氟布是否磨損,若因磨損而變薄或有破損,可能會引起薄膜袋口與熱封部件粘連,影響熱封效果;
④螺栓等緊固件是否有鬆動;光電開關位置是否有移動;
⑤光電開關的玻璃窗是否有灰塵,發現異常情況需及時解決。
定期維護及檢修的內容:
①定期檢查易損件的磨損情況,磨損嚴重應及時更換,檢查周期為1個月;
②定期檢查切刀的磨損情況,若有磨鈍情況及時更換,每周檢查;
③定期檢查軸承的磨損情況,磨損嚴重應及時更換,檢查周期為1個月。
2.真空及氣動係統
真空及氣動係統通常需要每日維護及檢修.每周維護及檢修和每月(季度)維護及檢修。
每日維護及檢修的內容:
①每日檢查氣水分離過濾器中冷凝水的多少,沉積過多時應及時排放;
②每日巡回檢查壓力表指示的空氣壓力是否正確,及時調整操作壓力;
③每日巡回檢查各接頭處的連接是否牢固、是否漏氣,排氣噪音是否在規定的範圍內,
④每日巡回檢查各氣缸的動作速度是否正確,氣缸密封墊處是否漏氣;
⑤每日定期清理過濾器上的汙物,並將其清洗幹淨;
⑥每日檢查油霧器的滴油量及油色是否正常。
每周維護及檢修的內容:
主要內容是漏氣檢查和油霧器(位於三聯體上)管理,三聯體如圖1所示,目的是盡早發現故障。
漏氣檢查應在白天車間休息的空閑時間或下班後進行。這時,氣動裝置已停止工作,車間內噪聲小,但管道內還有一定的空氣壓力,根據漏氣的聲音便可知何處存在泄漏,泄漏的原因如表1所示。嚴重泄漏處必須立即處理,如軟管破裂,連接處嚴重鬆動等;其他泄漏情況應作好記錄。
表1泄漏的部位和原因
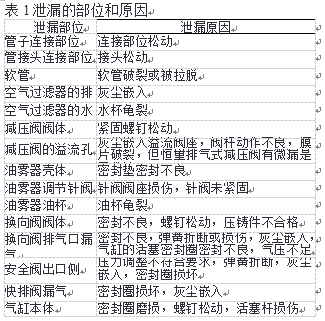
油霧器用油為ISOVG32或1#透平油,要注意油量減少情況-若耗油量太少,應重新調整滴油量(約5滴/分鍾)。調整後滴油量仍少或不滴油,應檢查油霧器進出口是否裝反,油道是否堵塞.
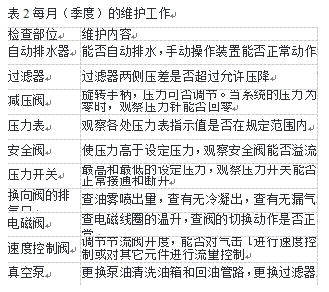
每月(季度)維護及檢修的內容:
每月(季度)的維護工作應比每日和每周的維護工作更仔細,但仍限於外部能夠檢查的範圍。其主要內容是,仔細檢查各處泄漏情況,緊固鬆動的螺釘和管接頭;檢查換向閥排出空氣的質量;檢查各調節部分的靈活性;檢查指示儀表的正確性;檢查電磁閥切換動作的可靠性;檢查氣缸活塞杆的質量;以及一切從外部能夠檢查的內容每月(季度)的維護工作如表2所示。
3.控製及操作係統
控製及操作係統主要是要對封熱係統、電氣控製係統、電氣元件等進行每日及定期地維護及檢修•
①熱封係統的維護及檢修
當熱封控製器報警時.請測量控製器模擬量輸出端17與14之間的電壓.根據電壓值參考熱封控製器說明書,檢查控製器至加熱片之間相應區域的線路,接線端是否鬆動,導線是否破損、短路,是否需要更換加熱片或控製器等。
②電機的維護及檢修
電動機產生異常噪音、發熱、無法啟動、或異常停止等故障時,應按下列方法進行檢查:
A.檢查對應的電動機空氣開關是否因過載或短路而脫扣,如果是,查明原因後排除故障,然後將電動機空氣開關閉合;
B.檢查對應的交流接觸器是否發生故障,如果是,查明原因後排除故障或更換新的交流接觸器;
C.對於供袋電機和擺臂電機,還需檢查控製櫃內發生故障的變頻器的操作麵板上的故障代碼,參照變頻器說明書將故障排除•在必要情況下應將變頻器的運行頻率降低,或延長加、減速時間;
D.檢查各連接端接頭是否鬆動,斷開,電機電纜是否損壞,緊固鬆動的連接處、更換損壞的電纜;
E.檢查製動電機的製動器部分是否有雜物,傳動係統是否缺乏潤滑,清理刹車片,潤滑傳動係統各部件;
F.當製動電機不能及時製動時,可調整電動機製動器的氣隙,檢查電機製動器控製回路的接線情況。
③光電開關的維護及檢修
本機組采用的是直接反射式光電開關。
直接反射式光電開關有效作用範圍內有物體時,其指示燈亮,PLC對應的輸入點狀態為ON;如果光電開關前沒有物體時,則其指示燈滅.PLC對應的輸入點狀態為OFF(以上狀態也可參看觸摸屏PLC輸入輸出點狀態監控界麵)•
如果光電開關本身的狀態指示燈或PLC對應輸入點的狀態異常.按下列方法進行檢查:
A.檢查光電開關的位置'方向是否正確;
B.檢查光電開關鏡頭表麵是否清潔,光電開關靈敏度是否適當;
C.檢查光電開關的電源及信號線路,連接處是否鬆動脫落,信號電纜是否損壞,緊固鬆動的連接處,更換損壞的電纜。
④接近開關的維護及檢修
電感式接近開關,當有金屬物體到達其作用範圍內時’其指示燈亮,同時PLC對應輸入點狀態為ON;反之其指示燈滅,PLC對應輸入點狀態為OFF(以上狀態也可參看觸摸屏PLC輸入輸出點狀態監控界麵)。
如果接近開關本身的狀態指示燈或PLC對應輸入點的狀態異常,按下列方法進行檢查:
A.檢查電感式接近開關檢測的金屬物體或感應片運動到合適位置時是否與接近開關對正,金屬物體或感應片與接近開關的距離是否適當(正常距離應在5~8mm範圍內);
B.檢查電感式接近開關安裝是否牢固,位置是否有偏移,
C.檢查接近開關的電源及信號線路,連接處是否鬆動脫落,信號電纜是否損壞,緊固鬆動的連接處,更換損壞的電纜。
⑤電磁閥的維護及檢修
電磁閥的電磁線圈直接與PLC輸出點相連,正常情況下PLC輸出點有信號輸出時,指示燈點亮.電磁線圈通電,利用電磁力使閥芯切換,以改變氣流方向,推動相應的氣缸進行動作。
每個電磁閥上都帶有手動開關,在電磁閥不通電時,才可使用手動按鈕對電磁閥進行換向操作,而且在手動換向後,也不允許再給電磁閥通電。
如果電磁閥接近開關本身的狀態指示燈或PLC對應輸入點的狀態異常.按下列方法進行檢查:
A.如果PLC的輸出點有信號輸出,但電磁頭指示燈不亮,須檢查連接電纜是否損壞,電纜接頭處是否鬆動脫落,更換損壞的電纜,緊固鬆動的連接處;
B.如果電磁頭指示燈點亮,但氣缸不動作.可能是氣動管路連接錯誤造成的.也可能是儀表風內的碳粉等雜物進入閥體,使閥體內部動鐵芯等部件發生堵塞,氣路不能正常切換造成的;可檢查氣動管路的連接,或打開閥體,清除雜物。
文章來源於網絡轉載,侵刪
- 上一篇:全自動包裝機計量裝置的方案設計
- 下一篇:全自動螺旋水泥包裝機
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器