谘詢電話
ENGLISH0755-88840386基於PLC的固態成品自動包裝係統設計
發布時間:2020-08-28 09:42:17 |來源:網絡轉載
0引言
在固態化工產品生產過程中,成品的包淒工藝是一個十分重要的環節。目前我國的自動包裝機生產線.與國外先進水平的產品相比,技術上各有所長、功能基本相當6,在係統成和成套能力等方麵略有優勢;各企業自主開發的具有全中文菜裏的彩色觸摸屏人機界,麵,操作方便;操作係統具有實&在線檢測、故障代碼顯,示等功能“係統還具有標準接口,可以方便寫上位機構方網絡連接&錦州石化公司有一套年產5K藏苯醉的裝置,固態苯酊經切割成粉末後包裝成袋裝處第。本文將重點討論PLC在包裝係統中的應用技術。
1係統方案設計
本文朔設計的自動包裝係統適用於兩條生產緩的成品白動包裝控製。在固態粉末狀成品包裝中,需要完成切料輸送、稱童包裝和中間輸送等環節,係統可以利用稱重儀表、PLC、螺旋雑送機、縫口機、煖停輸送機以及氣動元件等完成對化工固態成品的,自動稱童、送利S裝袋、縫口和傳送等功能的控製,並利用光電傳感器埃現兩條生產線的成品自動包裝協調控製。本係統的稱重範圍在0~25kg;精度0.2級廣該係統以PLC為控製中心,配以稱重指示控製儀F701、氣動執行機構、電,動執行機構和機械裝置等組成測控係統,實現切片的動態在線稱量、計.量、包裝的生產土藝過程。.係統原理框圖如圖1所示,應用14台電機作為動力源,電機的運存由FLC控製,以旣到在包裝過程中對物料的輸送、自動稱重、包裝、空間傳送的自動.化,以確保包裝工藝的精度新質量,使生產機械化、智能化。
係統由PLC作為主控製器,並擴展輸X輸出端口,通過輸入輸出端口對檢測元件、稱重儀表<控製元件和執行元件等進行的控製。
係統的控製功能分物料傳送、稱重包裝、料袋傳送三個部分。
(1) 物料傳送:物料從下溜槽經儲料鬥下落,由螺旋.輸送機將其輸送到電子稱重儀;輸送機采用變頻調速電機,可實現輸送速度的改變,以適應粗給料和細給料之間的切換。.
(2) 稱尊包裝:電子稱重儀自動稱量物料,在手工裝袋機單元中進行包裝,由立袋輸送機傳送到縫口機位置進行縫口,再進行立袋輸送。
(3) 料袋停送:由斜坡輸送機、轉向輸送機、緩停輸送機I和逾停輸送機n等組成輸送單元,在此單元料袋由兩條生產線合並為一條線將物料送到指定位置。
2係統硬件設計
本係統釆用一個主控製器波製兩粲生產線,根霸索統功罷分析,典中一條生產繾需26點開關量入:4點模擬量輸入,20點開關量輸出,2點模擬量輸&。根據上述係統所需的輸入輸出點地分析,舉穀經濟.性合理的原則,CPU采用S7-200PLC,在除主機原有的1/X1f0口外,係統將擴展,EM221(8點DC輸犬。EM2234(8點DC輸入/R點DC獅出),EM223(4點姓電器輸入/4點繼電器輸出)和EM231(-<4路模擬賞輸入)。2.1稱重儀選擇電子稱重儀是包裝生產線的關鍵設備之一,它的,功能是對物料進行自動稱量,並顯示稱重結果,然後為袋裝機提供定量的物料。電子稱重是產品包裝的關鍵環節,它決定著產品包裝的精慮和準理性。
本係統采用F701稱重儀表,其祐點在於高精度傳廖器與髙速采樣的智能化儀表,其定量範圍寬,眾丸克syji十千克不等,渣合粉末浪園體包囊,特點在於節省人工,有助於防塵;並與縫口機配合工作,達刮:音動包裝、秤重的目的。
物料由螺旋輸送機送入儲料鬥,再由儲料鬥進入落料筒,當料筒閘門處於打開狀態時,物料落入稱重箱(此時稱重擊下翻門應關閉),傳感器開始釆集質量信號9當采遽的數據達到某一規定質量值時,由控製器發信息績電秘閥向閘門主氣缸的,右腔送氣使活塞杆退回,通過閘門的曲柄及閘門四轉軸將落料筒關至細流狀態繼續落料,傳感囂繼續釆集信號。普采集的質量數據,到另一個規定質量值時,由控製器發信息,通過電磁閥向閘門副氣缸的右腔送氣使活塞杆伸出,於是杠杆向左擺動並通辻主氣缸拉動曲柄向左擺動將閘門關閉,落料閘門打開,完成一個稱重循環,如圖2所示。
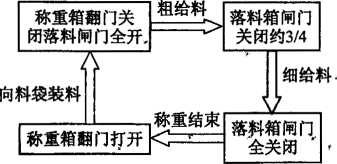
圖2稱重環節結構圖
2.2物料的,輸送電機以及變頻器選擇
本係統的輸送部分采用ZLS螺旋輸送機傳送物製,它具有結構緊湊、橫截麵積小、輸送效率高、調速便捷等特點。本係統的輸送部分包括物料從下溜槽落丁,經儲料鬥,進入螺旋輸送機輸送到稱事儀的過程。物料傳舉由雙速螺旋切換完成;電機的轉速由變瀕掩根據RlK所掃描的淋重信言進行調節。
本係綻采用E9縈列的變頻器,其功率為1.5,kW,與電機相訕配。.它根據PLC的信號改変孺出頻率,以.控製電機的轉速,達到對電機進行調整的目的。E9係,列變阪將可以設定工作方式、工作頻叢(多板)、加減:速時間#。FWD-和REV芬別控製電機正柏運轉和反向運轉",當均為OFF時,變額器停止輸,出。THR為外[部輸入裝置,連接到繼電器的常閉觸點,螺旋輸送機有粗給料和細給料兩眼慈度,變頻器使用多極控製速度。衛2係列的變頻閥有1速度1”和“速度0”的兩極輸出頻率。,在螺旋羸送機部分選用“速度1”,在立袋輸送血隻有級速度,其變頻器沒有多極控岡速度,輸出頻率為“速度0”、。
3I/O口分配以及壬作過程設計。
本係統的軟件包括程序的初始化,預置點的設置,主機對各個執行部件的控製和部分報警電路的設計如
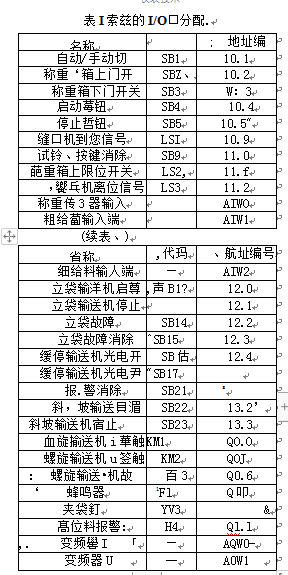
主機及其擴展模塊的I/O口地址分,如表1所示。
本係統的軟件設計主要包括第1條生產線的肩場停止、夾袋卸袋、.粗:螺旋和細螺旋給料、縫紉等工作;第2條生產線的啟遍福止、夾袋卸袋,"粗螺旋和細螺旋給料、等紉等工作。
3係統運行
按下啟動按鈕時,兩朱生產線開始工作,啟動稱董以及輸送電機、緩管電機的工作。當控製夾袋的光電傳感器有信號時,島所対應的觸點閉答,使輸出點的線圈動作,實現夾袋的功,能。然後,啟動粗、.縮螺旋給"料電機,同M•禰重儀開始稱重,當稱重儀稱量到24kg時,使粗螺旋給料停止工作,隻留卞細螺旋給料;當稱重儀稱量到吃5kg時,使細螺旋給料停止工作,,並進行裝料。最後進行卸袋,,並判斷停止按鈕是否有效。
在啟動的同島控製縫紉機啟動和停止的光電傳感器就開始工信,當料袋傳送過來時,控製縫紉機的觸點:閉合,韁紉機將會啟動工作曾用於控製縫紉機飢另一對觸點閉合時,縫紉機將會停止工作。最後判斷停止按鈕是否有效。
4結束語
本係統完成的功能是對兩條包裝生產線的控製,,以PLC完成整個包裝過程,係統的抗幹擾.能力強,大大提高了係統的可靠性,減少了人工操作曲工作強度;同時係統設計預留一定餘量,方便係統升級。
文章來源於網絡轉載,侵刪
- 上一篇:基於PLC的粉料包裝機控製係統
- 下一篇:利用稱重儀表實現配料自動化
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器