谘詢電話
ENGLISH0755-88840386基於PLC的粉料包裝機控製係統
發布時間:2020-08-28 09:31:08 |來源:網絡轉載
1序言
大家都知道,在我國的自動化技術水準正持續提升,全自動控製係統在諸多行業的運用越來越愈來愈普遍。包裝工業生產日益突出,在大概經曆了手工製作稱重,汽車繼電器操縱,稱重儀表操縱後,PLC控製係統剛開始被廣泛運用。
在我國的包裝領域由三大塊構成。第一塊是以包裝原料采購和包裝工業設備主導的包裝基本工業生產,這一塊歸屬於資產密集式和技術性密集式工業生產,具備相對性較高的產業鏈增加值,也是有較高的領域進到門檻和產業鏈市場競爭阻礙。第二塊是由紙、塑膠、金屬材料、夾層玻璃這四大包裝和印刷包裝構成的塑料包裝製品加工製造業,這一大塊的公司大部分歸屬於勞動密集公司,是一般競爭的生產加工領域,具備自然地理成本優點,進到壁壘較低,生產製造增加值相對性較低,但如今的市場需求也十分猛烈。第三塊是由包裝代理商、科學研究、監督機構等包裝服務項目和包裝管理方法領域,這些歸屬於專業知識密集式領域,增加值高,進入門檻低,這類公司已經迅速發展趨勢,但整體發展趨勢水準還並不是很高,全部產業鏈不足標準。這三大塊的發展趨勢就組成了在我國包裝領域的總體發展趨勢。
包裝設備的較大特性是姿勢繁雜,經常,且有較多的實行元器件,在這類場所應用別的控製係統如汽車繼電器操縱邏輯性必定必須很多的小型繼電器,而這種小型繼電器再用PLC操縱的狀況下,就可以對其內部的輔助汽車繼電器開展程序編寫後替代。再從物理學視角來論述:前麵一種必須實際的電氣元器件來組成,而PLC的內部存儲器在PLC程序編寫容積批準的範疇內,可以不花銷附加的花費來完成繁雜的操縱邏輯性。
全自動包裝機的類型多種多樣,按商品情況分,有液體、小塊、散粒體全自動包裝機;按包裝領域分,有食品類、日化、紡織產品等全自動包裝機;按包裝工位分,有單工序、多工序全自動包裝機;按自動化技術水平分,有全自動、全全自動包裝機等。
給袋式包裝機即包裝液體商品的包裝機械設備,例如飲料灌裝機、乳製品自動灌裝機、濃稠液體食品包裝機、液體清潔用具及個護品全自動包裝機這些都歸屬於給袋式包裝機的範圍。
小塊全自動包裝機就是包裝小塊商品的包裝機械設備,如今目前市麵上的香皂,抹茶蛋糕,吐司麵包等都應用這類機器設備,一般一次成型,便捷,便捷。
散粒體全自動包裝機又可以分成全自動包裝機和粉料包裝機。全自動包裝機因為原材料是顆粒物型,流通性好,易於控製,一般釆用作用力式送料,包裝高精度、實際效果優良。
粉料包裝機又叫顆粒料定量包裝秤,是對於化肥、化工廠、食品類、製藥業等領域顆粒料包裝而研發,可徹底適用5-50Kg粉末狀原材料的全自動計量檢定填充包裝;配套設施螺旋式提升機、帶式輸送機、wpe封包設備,人力水果套袋,全自動夾袋、計量檢定、填充、進袋、運輸,人力輔助入封合工序,熱封包裝袋或縫紉外袋,進行全自動包裝全過程。因為顆粒料的特點,對粉料包裝機的規定進一步提高,顆粒料因為流通性差,非常容易結團和阻塞管路,因而針對粉料包裝機的特性和包裝精密度也是有高些的規定。對於顆粒料包裝的特性,設計方案根據PLC的粉料包裝機控製係統,提升顆粒料包裝的精密度。
2係統構造
全部包裝係統軟件由PLC(西門子PLCS7-200),全自動包裝機,數據重量傳感器(三菱F701),軟啟動器,交流伺服電機構成,係統軟件硬件配置構造如圖所示1所顯示。PLC接納數據重量傳感器F701的淨重合格數據信號,進而操縱軟啟動器。軟啟動器根據更改輸出頻率操縱電機額定功率,進而更改全自動包裝機上輸料螺旋式杆的旋轉速率來操縱送料的速度。從所述全過程能夠看得出全部係統軟件是一個閉環控製控製係統。
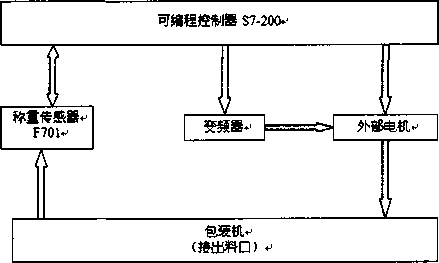
圖1硬件配置控製流程表
依據秤重式全自動定量分析粉料包裝機(對於粉末狀原材料的包裝)的操縱實際操作規定,控製係統采用西門子PLCS7-200係列產品PLC,此係列產品的PLC具備結構緊湊,模塊化設計,擴展性強,指令係統豐富多彩等特性。選定CPU的型號規格為CPU226AC/DC/REL,它出示24個數據量鍵入和16個數據量輸出,鍵入/輸岀通信接口均釆用了光耦合電路,對外部插口具備較強的適應能力。而且兩個RS485通信/程序編寫口,具備PPI通信協議,MPI通信協議和隨意方法通信工作能力。能夠很便捷地與外部開展通訊。且其釆用的CPU能夠迅速地開展I/O解決和拓展,有利於安裝。PLC全自動循環係統掃描儀每個I/O點的當今情況,並依據程序流程所明確的邏輯順序更新輸出點的情況,根據軟啟動器來操縱相對的電動機的姿勢,進而進行生產流程的自動控製係統。
采用三菱數據重量傳感器F701是由於其具備高可操作性和優良的數據信息校正作用,能夠精確地精確測量顆粒料淨重。除此之外應用它的定量分析加料/排出來操縱作用能夠操縱料倉定量分析秤/裝包稱重秤。它的時鍾頻率操縱作用和豐富多彩的外界插口(SI/F.BCD輸出,RS-232C,RS-485,D/A轉化器等)能夠便捷地與PC或程序流程產生器等外圍設備聯接。其自查作用可檢査內部電源電路,產生出現異常警報,監控CPU姿勢,大大增加了可信性,除此外數字模擬濾波器作用也集成化在其內部。
全自動包裝機為粉料包裝機,粉料包裝機說白了是包裝顆粒料應用的,它包含的構件有出料倉,插座,送料門,倒料門,放料倉,卡帶組織,傳料螺旋式杆等,根據外界電機驅動器螺旋式杆運輸原材料。機械係統如圖2所顯示:
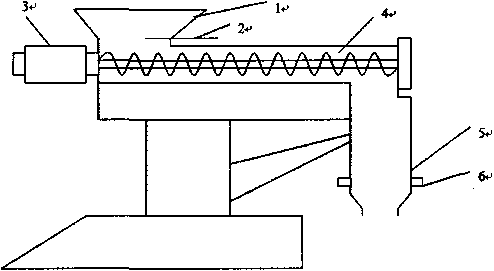
圖2粉料包裝機械框架圖(1-料鬥2-插班3-送料電動機4-水準送料擠出機螺杆5-放料倉6-卡帶)
選定三菱變頻器具備最大水平的驅動器特性,電動機無論是不是有伺服電機都可以獲得高精密和高回應的速率操縱,乃至V/F操縱和優秀磁通量閉環控製也可采用。壽命長元器件和優秀的使用壽命確診方法使變頻器長壽命達十年;除此外,還具備豐富多彩的互聯網作用,適用CC-Link通信,RS-485通訊,適用SSCNT3,適用各種各樣關鍵的互聯網;造成的噪音低,實際操作便捷。
針對送料電動機的挑選,大家考慮到的主要是其輸出功率。包裝商品關鍵對於一小包,電機額定功率大家挑選較小,操縱在Llkw上下,再考慮到房間內常溫下。塵土很大,單邊運作,起動經常工作電壓為380v的三相交流電源等特性,大家挑選三菱電機。
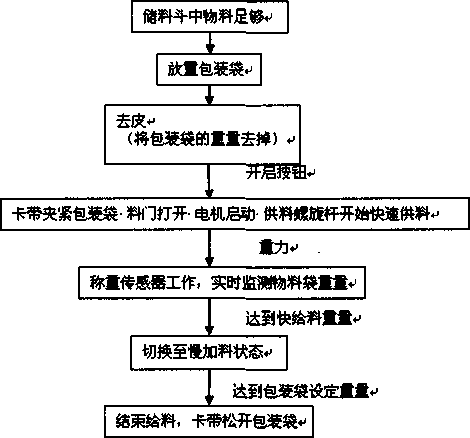
圖3設計方案構造規定圖
3控製係統
3.1設計方案規定
該係統軟件的關鍵操縱為開關量操縱,除開一個加料電動機,別的的姿勢全是由汽缸進行的,但全部係統軟件都由PLC操縱。
開機啟動後,全自動包裝機卡帶夾持包裝袋子,另外數據重量傳感器起動,除去包裝袋子的皮重,隨後內部汽缸打開送料門(在原材料充裕的狀況下),外界交流伺服電機在PLC操縱下為快檔驅動器送料螺旋式杆送料,在重量傳感器未做到設置的快加淨重時,係統軟件不斷迅速投料;當原材料淨重做到重量傳感器快加預設值時,感應器給PLC一個快投料完畢數據信號,PLC操縱軟啟動器輸出頻率更改交流伺服電機轉速比以慢檔投料,當原材料淨重做到重量傳感器慢加淨重時,感應器再給PLC一個慢投料完畢數據信號,插座關掉而且操縱電動機終止,稱重儀表得出秤重完畢數據信號後,卡帶鬆掉包裝袋子,全部全過程進行。操縱規定如圖所示3所顯示。
3.2軟件開發
PLC終端軟件釆用plc梯形圖語言撰寫,手機軟件釆用MicroWinV3.2。S7-200係列產品的較大優勢取決於其隨意口的同通訊方式,隨意口通訊是根據客戶係統控製S7-200cpu通訊口的實際操作模式,運用隨意方式能夠完成客戶界定的通訊協議,聯接多種多樣智能產品。
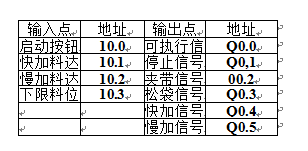
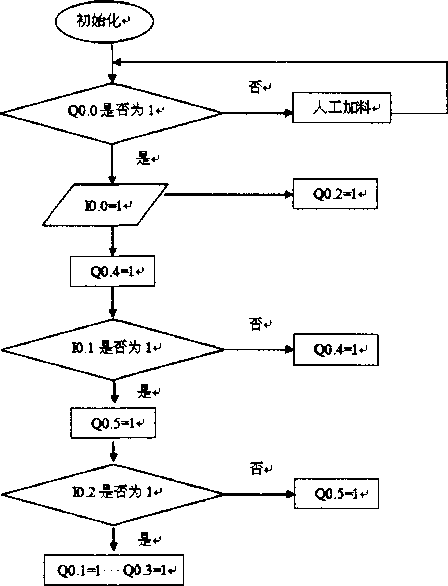
充分考慮具體情況,在全自動包裝機存料罐裏設定下行程開關確保本次封袋的原材料充裕。如遇緊急製動狀況,在解決完安全事故後,能夠根據手動式快加或慢加來完成全過程的圓滿完成。以上是在具體情況下設計方案的相對性健全的額外解決作用,以確保本次包裝全過程執行成功。圖16展現了軟件開發的流程表,表1列舉了I/O點的分配原則。
表1I/O點詳細地址分派表
本全自動包裝機控製係統已在包裝加工廠長期性運作,實踐經驗,進一步提高了公司的生產率,為公司節省了成本費。在運作期內係統軟件主要表現平穩,包裝精確度精湛,商品銷售量進一步提高,客戶滿意度也大幅度提升。
4總結
控製係統的發展趨勢進一步提高了生產率,減少了職工的勞動效率和產品成本。當代工業化生產中愈來愈高度重視自動化技術水準的提髙,本係統軟件充分運用了PLC在操縱行業的優勢,全部原材料傳輸加工工藝在一個詳細的控製係統下進行,每個分加工工藝中間的融洽和設計方案嚴實,保證生產製造在安全性,高效率的標準下開展。
文章來源於網絡轉載,侵刪
- 上一篇:液體物料自動稱重配料控製係統
- 下一篇:基於PLC的固態成品自動包裝係統設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器