谘詢電話
ENGLISH0755-88840386強製給料定量包裝機的研究(2)
發布時間:2020-08-27 16:25:07 |來源:網絡轉載
2定量包裝機總體設計
2.1包裝設備的性能要求及工作原理
2.1.1強製給料定量包裝機的性能要求
散裝物料出廠時需要進行定量包裝,將大宗散料以重量或體積為單位分成多個相同的個體,以利於貯藏、運輸和使用。強製定量給料包裝機的作用就是在生產過程中把流動性差的大宗物料按照一定的重量分成多個小的包裝單位。以利於後邊的生產運輸。
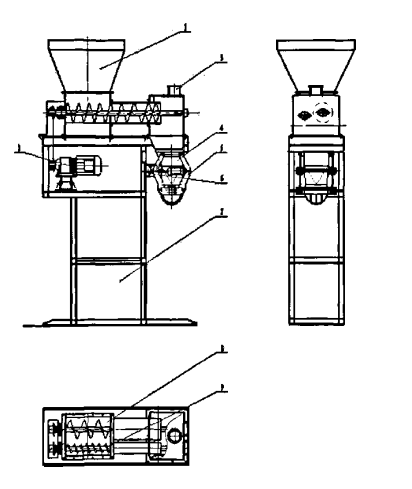
Fig.2-1Overallstructureofpackagingmachine
由於強製給料定量包裝機主要應用在流動性較差的物料的定量包裝或者配料過程中,為了保證設備的稱量精度和速度,同時兼顧設備的整體性能和製造成本,在設計強製給料定量包裝機時,釆用了增重式稱量,主要包括:供料部分、給料部分、稱量部分、夾袋部分、控製係統等。具有自動夾袋、自動計量、自動落袋等功能。本論文所設計的包裝機其整體結構圖如上圖2-1所示:
強製給料定量包裝機係統應滿足使用要求,並且具有良好的使用性能和合理的技術性能,本係統要求的技術參數為:
1) 稱量範圍:30-50kg;
2) 通過量(效率):180-240包/小時;
3) 精度:±0.5%;
4) 稱量鬥容量:80升;
5) 控製係統的功能:實時重量顯示、參數設定、提前量修正、標定、通訊;
該機吸收國外同類包裝機的優點,送料機構釆用螺旋給料係統,同時送料末端釆用雙導程螺旋以提高給料精度,由國外生產的電子稱重儀表及西門子可編程序控製器組成控製係統,設有專門的稱重係統,因而具有很高的包裝精度,較高的包裝速度和很高的可靠性。本機釆用模塊化設計,結構緊湊,外型尺寸小,安裝方便。
該機釆用自動快、慢方式給料,能自動顯示包裝重量,並具有零點跟蹤,累計次數,自動落差修正等特性,使操作過程方便,效率提高,勞動強度降低。
2.1.21作原理
由圖2-1可知強製給料定量包裝機的工作流程是料倉內的物料通過大小螺旋的輸送進入收料鬥,從而流入包裝袋中,稱重係統檢測物料的重量,傳給控製係統控製物料輸送。流程圖如圖2-2所示。
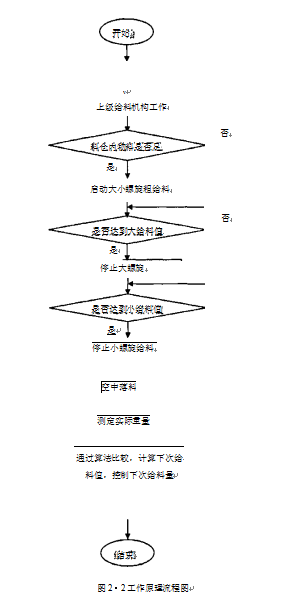
圖2・2工作原理流程圖
Fig.2-2flowchartofworkingprinciple
當整個係統開始工作時,首先對包裝機的目標值、粗給料量和精給料量進行初始設定,上級供料係統開始工作,首先保證料倉內的物料足夠。開機套上包裝袋,啟動接近開關,夾帶結構動作,夾緊包裝袋,電機通過鏈條帶動大小螺旋給料機構工作,計量控製係統控製給料機構實現大給料和精給料。大小螺旋給料機構啟動,進行粗給料,當係統檢測到物料達到設定的粗給料值時,控製係統發出指令停止大螺旋給料;小螺旋繼續給料,一直到達到檢測重量到設定的精給料值時停止精給料;料門氣缸帶動料門關閉,減少空中落料量,空中物料落到袋中,係統達到穩定狀態後脫袋,完成稱重過程。包裝袋由輸送帶送去封口,封口操作由人工控製。稱重係統檢測到穩定狀態時物料的實際重量,同設定的目標值相比較,當誤差在允許的範圍內時,下次大小給料量不變,當誤差範圍超出允許範圍時,控製係統通過調整給料過程中的精給料量,來控製下一的精給料量,從而來達到物料的包裝的要求。設備圖如圖2-3。
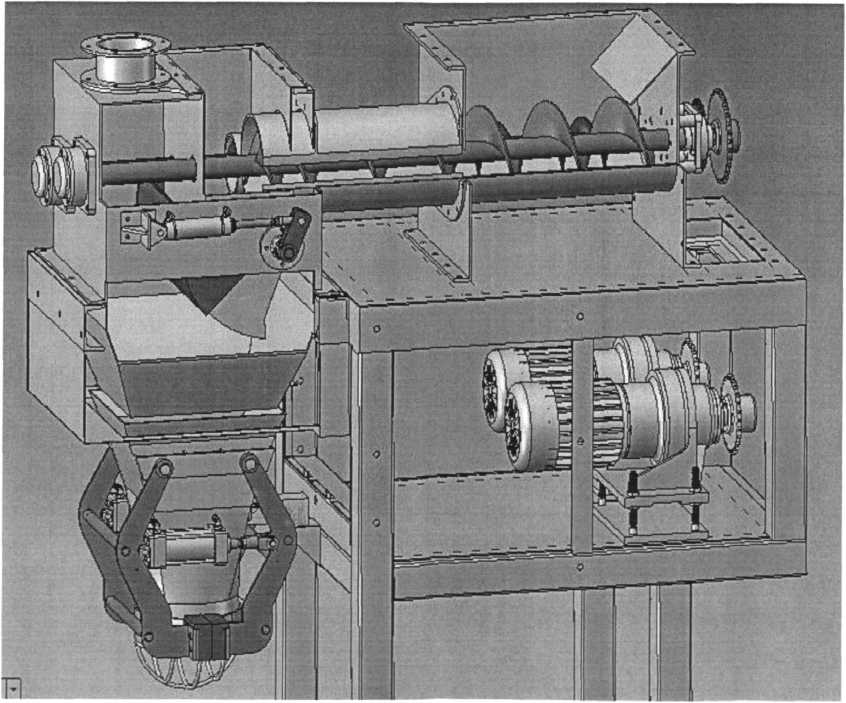
圖2-3強製給料定量包裝機
Fig.2-3Forcedfeedingofquantitativepackagingmachine
2.2料倉部分
料倉主要作用是作為中間的儲料機構,接受上級供料係統的給料,保證下一給料係統的正常工作。同時,由於物料具有可壓縮性,為了保證物料的單位容積和供料的穩定性,在料倉上裝有料位指示器,測量料倉內的物料,當料倉內物料不能滿足要求時,係統發出報警和指令。當物料位置高於最高位時,上級供料機構停止供料:料倉內的物料低於最低位時,下級給料機構停止工作,等料倉內有足夠的物料時繼續工作。
2.2.1料倉選型
料倉的流型主要有兩種:整體流型料倉(圖2・4a)和中心流型料倉(或漏鬥型料倉)(圖2-4b).在整體流料倉中,卸料時所有物料均勻向下料口流動,不存在流動''死區”,料位均勻下降,卸料流動穩定均勻,不會出現管流、噴瀉等不穩定流動狀態,適用於對物料流動要求穩定的場合。而在中心流料倉中,下料時隻有中心部位的物料向下料口流動,在該''流動區”以外的部分為流動"死區”。由於“鼠洞”和粘性拱的形成與崩塌,使卸料流動不穩定,甚至會出現噴瀉的情況【2組
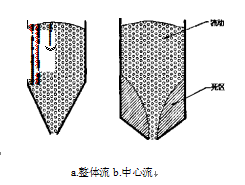
圖2-4料倉基本流型
Fig.2-4Flowpatternofstoragehopper
為保證輸送過程中螺旋填充係數的穩定和均勻,我們設計包裝機是選用整體流型料倉作為設備的儲料機構。料倉形狀常見的有圓形和方形兩類㈣叫圖2-5。在設計時我們選擇了方形倉。
a.方形料倉b.圓形料倉
圖2-5料倉形狀
Fig2-4Theformofstoragehopper
2.2.2料倉設計
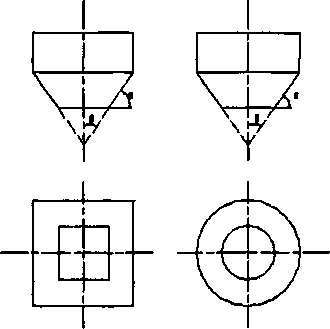
為了滿足儲料和物料流動的穩定均勻,料倉傾角a要滿足一定的要求。若a過大,在下料口大小不變的情況下,料倉容積變小,若要保持容積不變,就需要增加料倉高度,這樣會使設備整體的高度增加,不僅造成加料不便,增加廠房空間這樣的缺點,同時對物料的單位容積密度影響較大。a不能太小,否則,物料流動不暢,造成管湧和死區等。為了選取合理的料倉傾角a,必須對存儲的物料性質進行研究,物料的顆粒與顆粒間存在著間隙,這樣與之相鄰的顆粒就有可能嵌入其間。這種顆粒間的相互嵌入作用,將導致能自由下滑的顆粒表麵形成一個傾斜的坡度。因此使物料顆粒相對於水平麵出現一較大的斜度,物料顆粒在該表麵上處於平衡狀態。這一斜度就是物料靜堆積角,物料的靜摩擦力就決定於這種物料顆粒間相互嵌入的作用。流散性不良的粘性散粒物料,堆積角大於內摩擦角。將粘性散粒物料放在有孔的平板上,打開孔後,一部分散粒物料將從孔中落下。如圖2-6所示,從孔中落下的物料堆表麵與平麵的夾角成為該物料的安息角//;平板上剩餘的物料從孔中落下的物料與水平麵的夾角稱為該物料的逆息角Q°在設計料倉時,其側壁傾角必須大於逆息角p
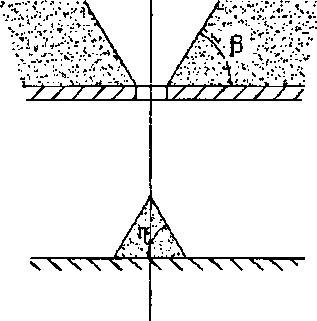
圖2-6物料的安息角和逆息角
Fig.2-5Stoppingangleandflowingangleofmateriel
對於圓形料倉,隻需取傾角a大於逆息角們即a>"即可,如圖2-7a示。而對於方形料倉,除了斜麵與水平麵的傾角外,還有棱邊與水平麵的傾角,這個角小於斜麵傾角,如果不考慮它的作用,方形儲料鬥將出現死料堆積的現象。根據空間設計及整體結構配合,本包裝機使用的即為方形儲料鬥,如圖2-7b所示,為方形儲料鬥示意圖。矩形短邊b對應與水平麵的傾角為%,長邊a對應斜麵與水平麵傾角為a?,棱邊與水平麵傾角為“(即為物料的逆息角)
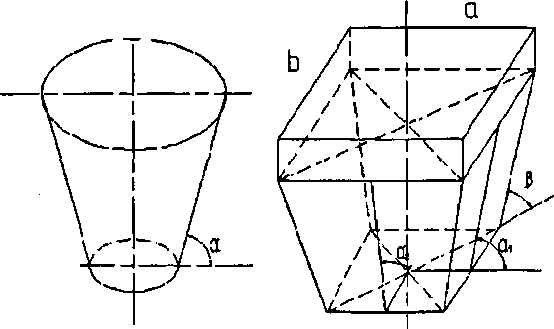
a圓形料鬥示意圖 b.方形料倉示意圖
圖2-7料鬥示意圖
.Fig.2-7Sketchofrhopper
經計算得
a,=arctan[(Va2+b2/a)tan/?] 式(2—1)
同理
a2=arctan[(Va2+^2/3)tan戶] 式(2—2)
由於a>b,可知%>%,即滿足a?時,一定滿足%,所以方形儲料鬥最小傾角a確定時,應令a>a2,即
a>arctan[(Va2+b2/b)tan0] 式(2—3)
在設計料倉時,還要考慮對下一係統給料的影響,我們選擇下一給料機構是螺旋送料機構,連接結構如圖2-8:
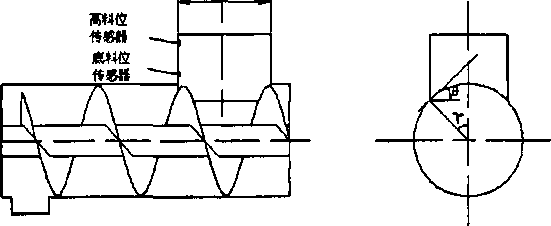
圖2-8給料機構
Fig.2-8Feedmechanism
當螺旋給料機構在定量送料時,需要送料穩定可靠,需要有兩個條件:其一是料倉開口寬度L應當大於一個螺距,保證物料在進料口端螺旋可以充滿;其二是料倉進入螺旋的進口與料筒相交處圓周切線與水平麵的夾角0應大於或等於物料的逆息角B
(Y=0,即y>6),以此保證進料口處螺旋的徑向可以充滿物料;這樣才可以保證螺旋在輸送物料時可以得到最大的填充係數,同時也提高下料的均勻性。在實際設計過程一般將進料口的寬度等於料簡直徑。
2.3給料機構設計
在實際生產過程中,輸送的物料種類繁多,有顆粒狀、粉狀、塊狀等各種。對粉狀物料由於流動性差,種類繁多,如食鹽、麵粉、洗衣粉、粉狀白糖等一些物料,其自身特性的差別很大,它是影響稱量精度的關鍵因素之一,所以,對不同的物料輸送是應該選擇不同的輸送設備。
目前,應用於各個行業中的給料係統有各種各樣,但使用最多的是螺旋給料係統、振動給料係統、料門給料係統、皮帶輸送給料係統這幾種。下邊是對這幾種給料係統的特性及應用進行簡要分析。
1) 螺旋給料係統:這種係統由電機驅動。給料速度由電機(包括減速機)速度、螺旋給料器直徑和螺距來決定。適用於物料流動性差,配料精度要求較高,配料速度要求較慢的場合,如麵粉、奶粉、洗衣粉、粉鹽等泌】。有時為了提高係統的稱量速度和精度,可以釆用大小雙螺旋給料,在粗給料期間,大小螺旋同時給料,提高給料速度,在精給料時,隻要小螺旋給料,保證給料精度。也可以采用雙速電機機構驅動螺旋給料器,粗加料時采用高速,以便節省螺旋給料係統稱量的時間;細加料時用低速,從而達到較高的稱量精度。現在有的甚至釆用了三速控製給料係統。在螺旋給料的末端釆用雙頭螺旋給料同樣也可以提高稱量精度,同時由於輸送過程中雙頭螺旋給料可以減少給料的脈動性,提高給料的均勻性和生產的穩定性,效果更好。
2) 振動給料係統:這種係統適合與各種類型的物料,它對於物料的流動性等性能要求比較低。在安放時一般要求料槽的開口處位置不低於料槽在料鬥的下料側位置,工作時電磁力驅動槽體沿與彈簧板垂直方向作周期性的直線往複振動,當槽體振動加速度的垂直分量大於物料自由下落的重力加速度時,物料與槽體脫離接觸,按照拋物線的軌跡向前拋起,經過一定時間落下與槽體接觸,然後又拋起,又落下,如此循環反複。這種方式通用性好、結構簡單,適用於振動對係統的影響可以忽略不記以及大劑量稱量的場合。
3) 料門給料係統:這種係統適合物料流動性好,配料速度要求快,精度要求相對較低的場合,如砂子、石子等。基本原理是:使用雙氣缸實現料門兩種開口大小或一大一小兩個料門,既提高了下料速度又提高了稱量精度。在粗加料時,將料門全部打開或兩個料門打開,達到一定量時,將料門關閉一部分或將大料門關閉,從而進行細加料,達到預定量值時將料門全部關閉。
4) 皮帶輸送給料係統:該方式是釆用扁平輸送帶喂料器,具有結構簡單、運行平穩、節省動力等優點,其快慢加料是利用氣動閘門擋板裝置控製料層厚度來實現的。該喂料方式適合糧食顆粒物料,如稻穀、小麥、玉米等;適合油廠餅粕片狀物料;適合飼料廠顆粒飼料和粉狀全價飼料。該喂料方式因密封性能差,粒度細、密度大的粉
狀物料,如水泥、石粉、預混合飼料不太適宜【35】。
上述這些給料係統,都有自己的特定應用場合,而螺旋給料係統卻有更廣泛的應用範圍,它有許多優點,結構簡單,重量輕,成本低,密封性能好,且容易進行控製。因此,我們釆用的給料係統確定為螺旋給料係統。
2.3.1給料係統構成
我們設計的強製給料定量包裝機的給料機構由大小螺旋輸送器、交流電機、減速機構成。
螺旋輸送器(又稱螺旋攪龍)是一種用途廣泛的運輸機械,它利用螺旋體與物料之間產生的相對運動進行輸送。當螺旋葉片旋轉時,物料的自重和殼體對物料的摩擦阻止其與螺旋葉片一起旋轉,物料類似不轉動的螺母,兩者之間的相對運動促使物料沿螺旋軸軸向運動【26)。同時由於螺旋結構緊湊、密封性好、操作維護方便、物料不易撒落等優點,被廣泛應用於各種物料的輸送和配料中在定量包裝機中用於輸送物料的螺旋為定量螺旋,定量螺旋給料機是螺旋輸送機的一種特殊形式,因此它的輸送能力與一般的螺旋輸送機是相同的,其生產能力如下式所示:
Q=\5n(D2-d2)Sn(ppC 式(2_4)
其中:Q—螺旋給料機的生產能力(〃屛3);
。一螺旋葉片直徑S);
d一轉動軸直徑3);
S-螺距S);
〃一螺旋軸的轉速(m/min);
啊Tl料的填充係數;
夕一物料的堆積密度U/m):
C-給料機傾角係數。
當某一個螺旋輸送機設計完成後,上述參數中螺旋葉片直徑轉動軸直徑d、螺距S、螺旋軸的轉速〃、物料的堆積密度p、傾角係數C均為定值,而這些參數隻和給料機的結構和物料有關。隻有填充係數們無法保證為恒定值,若使充填係數為一固定值,就變成了定量螺旋給料機了。因此定量螺旋給料機設計的關鍵是保證填充係數們為恒定值,設計螺旋給料機以此為理論根據。
2.3.2出料口
在定量包裝機給料過程中,為了保證稱量精度,要保證給料穩定均勻。在使用螺旋給料機構作為定量包裝機係統中的給料機構,考慮到物料的流動性和螺旋機構的自身的一些特點,對螺旋給料機構的進料口和開料口之間的距離需要進行一定的設計,以滿足使用要求。
假如在料筒內沒有安裝螺旋時,物料按其自然堆積角由進料口流向卸料口,要保證物料不會由卸料口流出,需要進料口到卸料口的料筒具有一個最小距離C,這個最小距離由料筒的直徑和物料的安息角來決定。即角X小於物料安息角p(A
得C裏
tgp
所以,當C>—時,可以保證物料不會由卸料口自然的流岀。
tgp
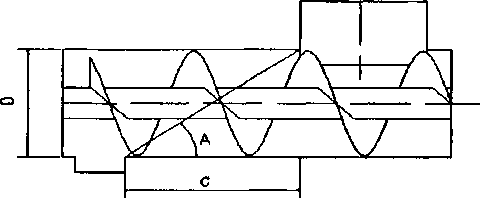
圖2-9進出料口關係
Fig.2-9Therelationofmaterialinletandoutlet
以往人們認為螺旋送料過程中,螺旋可以完全充滿物料,物料填充係數為1,但經過實踐證明由於種種原因,這種情況無法達到,其原因如下:
1) 由於物料顆粒間具有一定的縫隙,具有可壓縮性,物料在螺旋輸送過程中受到葉片的擠壓,從而使葉片前端靠近葉片的物料受到擠壓並壓實,葉片後端的物料由於物料的減少形成空隙,螺旋處於不能充滿狀態。
2) 受物料止息角的影響,物料具有一定的滑移性,物料在螺旋中運動時隨著螺旋的旋轉運動,物料向前滑移,這也影響了物料填充係數不能達到理想的填充係數為1的狀態。
3) 螺旋筒內的結構件如中間軸、葉片等,也影響充填係數
定量螺旋的輸送能力可以通過調整螺旋的轉速來改變,即通過調整電機轉速來滿足生產量的變化要求。
2.4夾袋機構設計
包裝袋使用的是編織袋,夾袋機構下部設計為半圓形結構,方便工作時工人套袋。夾袋時兩個汽缸動作帶動有橡膠墊的支臂把編織袋加緊在收料鬥的下端側壁上,保證了給料時料袋的密封,防止環境中的灰塵對產品的汙染,提高產品生產質量。
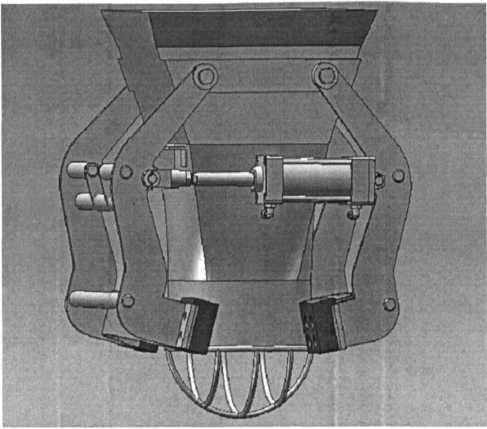
圖2-10夾袋機構
Fig.2-10Themechanismofclipbag
2.5稱重部分
稱重係統是包裝機的核心部分,定量秤完成對物料重量的稱重,保證稱量的進度和精度,電子秤是裝有電子裝置的一種衡器,它由承重、傳力複位係統、稱重傳感器以及稱重儀表等組成。
承重、傳力複位係統是被稱物體與轉換原件之間的機械、傳力複位係統。稱重傳感器是將非電量(質量)轉換成電量的轉換原件。它是把支承力變換成電的或其它形式的適合計量求值的信號所用的一種輔助手段,在傳感器式電子秤中,最常用的仍然是電阻應變式稱重傳感器。稱重儀表包括稱重傳感信號的電子線路(包括放大器、模數變換、電源、調節器、補償元件、保護線路)和指示部件(如顯示、打印、數據傳輸和存儲器件等)。電子秤的係統結構如圖2-9。
稱重係統固定與機架上,同時連接在收料鬥上,稱量時連同收料鬥及夾袋機構一起稱重。
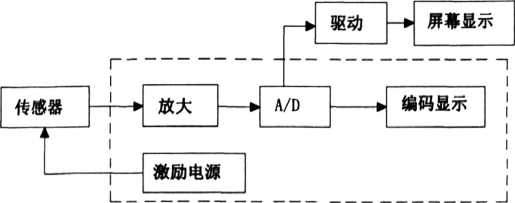
2-9電子秤結構圖
Fig.2-Structuredrawingofelectronicscale
2.6本章小結
本章主要介紹了強製式定量包裝機的整體結構,提出了采用增量式稱量係統的稱重方案,說明了強製給料包裝機的工作過程和工作原理。並且對設備的主要組成部分料倉、給料部分進行了分析設計,確立了以大小螺旋給料係統為給料係統,同時闡述了電子秤的基本結構和工作原理。
文章來源於網絡轉載,侵刪
- 上一篇:強製給料定量包裝機的研究(1)
- 下一篇:強製給料定量包裝機的研究(3)
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器