谘詢電話
ENGLISH0755-88840386閥口袋全自動稱重包裝碼垛生產線的研製
發布時間:2020-08-26 09:35:43 |來源:網絡轉載
1簡述
現階段中國化工廠、藥業等行業,顆粒料的包裝多釆用單機版包裝,工作強度大,工作中時由人力上袋,隨後全自動計量檢定,人力卸袋,環境汙染也非常比較嚴重,職工每日在塵霧縈繞中工作中,煙塵立即傷害職工的身心健康,而中國的全自動稱重包裝碼垛生產線大部分為敞袋子的包裝,都還沒全自動稱重包裝碼垛生產線運用於超微粉料(如鈦白粉)的閥口袋的包裝;另外因為包裝當場室內空間標準限定等的特別要求,目前的閥口袋全自動包裝機、倒袋機、皮帶輸送機裝上坡皮帶輸送機、整形美容機、爬取皮帶輸送機、緩停皮帶輸送機、爬取智能機器人、托盤皮帶輸送機、垛盤倉、噸數複查秤、垛盤皮帶輸送機、線上纏繞機、打標機、垛盤拐角皮帶輸送機、無驅動力垛盤皮帶輸送機和自動控製係統等一部分構成,如圖2-1所顯示。
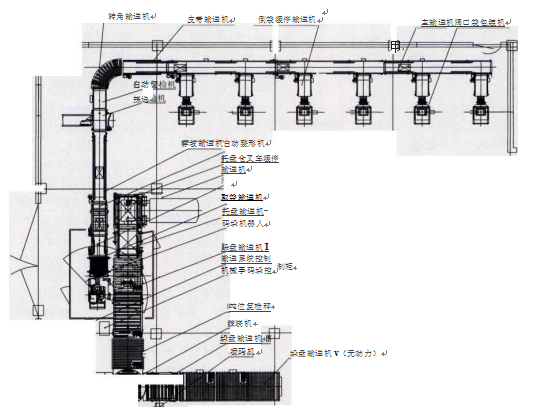
2生產流水線的構成及生產流程
2.1生產流水線的構成
該生產流水線關鍵由閥口袋全自動包裝機、倒袋機、皮I帶輸送機、拐彎皮帶輸送機、淨重複查秤、挑揀機、原材料的料袋送到倒袋機裏;工作中時以滿袋每袋25kg封袋,料袋經倒袋皮帶輸送機後由站立運輸被水準放倒,轉為90。後進到主帶式輸送機;主皮帶輸送機曆經拐彎皮帶輸送機後進到全自動複查機開展淨重複查,淨重不過關的料袋被挑揀機去除,達標的料袋再次運輸,進到上坡皮帶輸送機;在上坡皮帶輸送機上開展線上全自動條碼,隨後料袋進到全自動整形美容機;經全自動整形美容機鋪平整形美容後,料袋經緩停皮帶輸送機運輸至取袋皮帶輸送機等候機器人碼垛。
2.2生產流程
工作中時人力將包裝袋子套在閥口袋全自動包裝機上,原材料靠作用力從料鬥進到閥口袋稱重包裝機,由螺旋式運輸設備將原材料運輸至閥口袋全自動開展計量檢定、包裝;計量檢定完畢由閥口袋全自動包裝機推袋設備將裝好
置不可以考慮生產製造規定,因此大家研發出了該粉體設備閥口袋全自動稱重包裝碼垛生產線。本生產流水線可六個(或好幾個)工序另外包裝,選用電氣檢測電源開關開展邏輯性操縱,避免料袋運輸全過程中的幹預,完成自動式包裝堆垛。
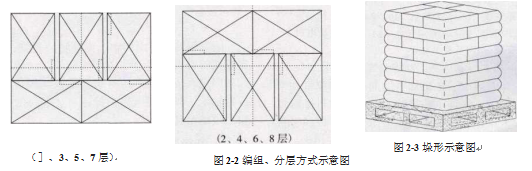
拖盤提供選用電動叉車將拖盤置放在拖盤倉內,拖盤倉將拖盤釋放出來到拖盤皮帶輸送機上,拖盤皮帶輸送機將拖盤運輸至堆垛位垛盤皮帶輸送機上。碼垛搬運機器人從取袋皮帶輸送機上爬取料袋,按預訂組隊方法轉位(封袋朝裏,2+3、3+2組隊,如圖2-2所顯示)後,置放停到堆垛垛盤皮帶輸送機I上的拖盤上,直到碼完一
垛八層才行(垛形如圖2-3所顯示)。垛盤由堆垛位垛盤皮帶輸送機I送出去,經垛盤皮帶輸送機H,運輸至噸數複查秤開展噸數複查,複查後進到線上纏繞機開展線上盤繞,盤繞完畢後料袋運輸至垛盤皮帶輸送機在垛盤皮帶輸送機m上開展條碼,條碼後進到垛盤皮帶輸送機IV、無驅動力垛盤皮帶輸送機V上,由電動叉車退出進庫。
3關鍵性能參數
秤重範疇:2(^時袋~25義8/袋;
秤重速率:]袋/min~2袋/min;
秤重精密度:±0.2%~0.4%;
工作方式:人力套服,全自動計量檢定。
4生產流水線的結構特點
在閥口袋包裝堆垛工作內容中,閥口袋包裝和倒袋運輸2個工藝流程是全部生產流水線較為關鍵的階段,文中對於此事做以下關鍵闡述。
4.1閥口袋全自動包裝機
推袋方式選用送料汽缸立即推動推料板並加震動源震動的方法推袋,同過去的翻袋方式對比降低了煙塵環境汙染,提升了成袋的建築容積率。
該設備關鍵由送料板、送料汽缸、服務平台、震動源、進料口、螺旋運輸機、螺旋式運輸電動機、支撐架和底座等一部分構成。送料汽缸一端聯接送料板,另一端固定不動在底座上,震動源固定不動在服務平台下邊,服務平台固定不動在支撐架上,如圖4-1所顯示。
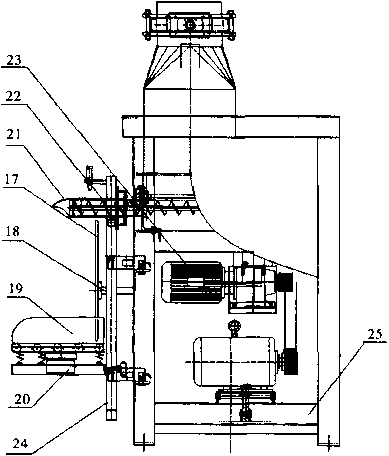
17-送料板18-送料汽缸19-服務平台20-震動源21-岀料口22-螺旋運輸機23-螺旋式運輸電動機24-支撐架25-底座
圖4-1閥口袋全自動包裝機推袋設備平麵圖
工作中時螺旋運輸機投料的另外震動源推動服務平台也在震動,確保了封袋的建築容積率,投料推料板和服務平台釆用不鏽鋼板304材質,避免推料板和服務平台與原材料觸碰鏽蝕。
4.2倒袋皮帶輸送機
選用了導向性杆、調節斜柱、導向性輾筒、導向性雙翹板、聯接斜柱等構造,確保了全自動包裝機消息推送回來的料袋完成軟性倒袋,避免煙塵外溢,且倒袋部位精確靠譜。在帶式輸送機上提升了可調整高寬比及部位的轉為輾,根據調整輻的高寬比及前後左右的間距,使料袋精確的轉動90。後運輸,合理避免料袋運輸全過程中造成歪袋、夾袋狀況。
該設備關鍵由皮帶輸送機、調節斜柱、導向性輻雙翹板、導向性輻筒、聯接斜柱、導向性杆支撐、導向性杆、倒袋機運輸電動機等一部分構成,如圖16-2所顯示。調節斜柱安裝於皮帶輸送機上,斜柱的視角能夠調整。導向性相筒根據導向性輾雙翹板固定不動在皮帶輸送機上,導向性視筒的部位根據導向性雙翹板開展調節。導向性杆固定不動在導向性杆支撐上,高寬比可根據地腳螺栓開展調節。聯接斜柱固定不動在皮帶輸送機上,方向可根據地腳螺栓擰緊開展調整。該設備結構緊湊,導向性杆、導向性輻筒、導向性斜柱均選用金屬材質,健康安全,清除便捷,倒袋部位精確靠譜。
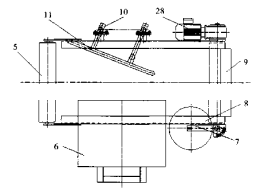
5-輸送機6-調整斜板7-導向輻滑板8-導向根筒9-連接斜板10-導向杆支柱11-導向杆28-倒袋機輸送電機
圖4-2倒袋皮帶輸送機設備平麵圖
倒袋輻筒關鍵由轉輻、支撐點軸、透蓋、圓墊、固定支架等一部分構成,如圖16-3所顯示。轉輻根據支撐點軸固定不動在固定支架上,轉輻為不鏽鋼的焊接件,內部有滾動軸承,外表層打磨拋光,確保料袋根據時旋轉輕鬆,暢順無摩擦阻力。
5結語
該閥口袋全自動稱重包裝碼垛生產線於2010年設計方案生產製造完成,
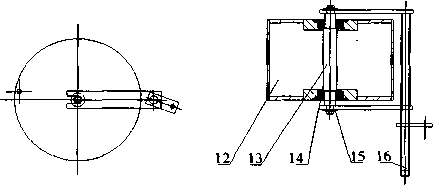
12-轉輾13-支撐點軸14-透蓋15-圓墊16-固定支架圖16-3倒袋根筒平麵圖
經調節後各類性能指標均做到設計方案規定,設計方案有效、工藝簡易、結構緊湊、自動化技術水平高,現階段已一切正常運作2年多,遭受客戶五星好評。本閥口袋全自動稱重包裝碼垛生產線的研發彌補了中國閥口袋包裝碼垛生產線的空缺,可合理地避免環境汙染,改進辦公環境,緩解了職工的勞動效率,極大地提高了包裝高效率和品質。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器