谘詢電話
ENGLISH0755-88840386ZB45包裝機一體式商標紙切割裝置
發布時間:2020-08-14 14:56:17 |來源:網絡轉載
- 引言
ZB45型包裝機是中國煙草進出口總公司引進意大利某公司GDX2機型交由上海煙草工業機械廠國產化的設備,該型設備因性能穩定,生產效率高,廣泛用於各卷煙生產企業。隨著煙草製品的發展,一種提拔式翻蓋包裝應運而生,包括ZB45型硬盒包裝機在內的傳統包裝方式已經不能滿足這種包裝要求,目前,多數生產企業隻能采用純手工方式,對這種提拔式翻蓋產品進行包裝。本項目基於ZB45型包裝機提供一種一體式商標紙切割裝置,將包裝後的一體式商標紙進行切割,分切成“大蓋”和“小蓋”商標紙(正常產品都是一張整體的商標紙),達到提拔式翻蓋煙包包裝的要求。
- ZB45商標紙包裝係統介紹
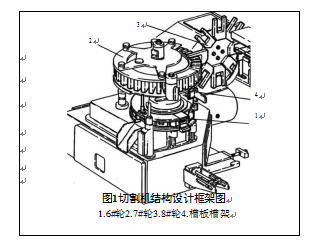
ZB45商標紙經縱向輸送,上膠器上膠後,由C型推手推動,進入5#輪與鋁箔煙包匯合,並在5#完成折疊後進入6#輪(如圖1),6#輪對不合格煙包進行剔除後,在內部馬耳他輪間隙運動驅動作用下,將合格煙包輸送到圖1所示槽板槽架4部位,進行一次停頓。此時推塊24
(如圖1)做垂直上升運動,推動煙包25經過由槽架11和槽板10所構成的煙包通道,進入7#輪煙包工位,由7#輪對煙包進行輸送,熨燙後,進入8#輪對不合格煙包進行剔除後,進入下遊工序。
- 商標紙切割裝置的探索
ZB45包裝機在CH入口部位,煙包由C600機構單包輸送到CH通道上,再由齒形帶上的推塊,將煙包分開並一包接一包向透明紙包機構輸送,煙包兩端被導塊限位,上部由有機玻璃板限位,下部由輸送導條限位,理論上能在此增設切割機構,對商標紙進行切割。由於齒形帶上兩推塊間距離是130mm,而煙包的寬度為55mm,煙包在橫向移動中沒有被固定,切割圓刀旋轉方向隻能與煙包運行方向相反,靠後麵的推塊橫向限位煙包進行切割,所以導致煙包對切割圓刀的衝擊較大,刃口容易形成鋸齒形,影響切刀使用壽命和切割效果。
ZB45包裝機在從6#輪進入7#輪的部位,由槽板10
和槽架11構成一煙包通道,其作用是固定煙包周向位置,在接煙塊(接應板)和煙包推塊24(頂升板)的共同作用下,引導煙包順利從6#輪進入7#輪。此部位,煙包在運行過程中,6個麵都被限位固定,煙包隻能隨頂升板和接應板做垂直向上的運動,如果在該部位安裝商標紙切割裝置,那麽切刀旋轉方向可以與煙包運行方向相同,減少切割時煙包對刀的衝擊,延長切刀的使用壽命,是理想的切割環境。根據設備上的位置特點,空間布局,設計切割裝置,並對槽板和槽架在不影響功能的前提下,加以必要的改進,使切刀片能順利切割商標紙。
經過分析比較,最終選擇在6#輪進7#輪部位增設一體式商標紙切割裝置。
- 一體式商標紙切割裝置的設計
 切割圓刀及電機的選型
切割圓刀及電機的選型
要對已經包裝好的商標紙進行切割,而不傷及內部的包裝材料和煙支。對切割係統有三個要求:一是被切割的煙包位置固定,二是刃口保持鋒利,三是切割速度適
中。針對第一個要求,在前麵分析已經說到,煙包的六個方向都被很好地限位,所以切割時煙包的位置相對固定。針對第二個要求,從6#輪進7#輪的煙包通道長度為65mm,所以切割圓刀的直徑不能大於65mm,否則無法將圓刀安裝進通道內,結合車間實際情況,卷煙機濾棒切刀所使用的圓刀片直徑為60mm的鎢鋼刀片,而且刃口鋒利,經久耐用,根據就地取材原則,選擇濾棒切割圓刀片,作為商標紙切割的刀具。針對第三個要求,切割速度,根據設計之初給定的生產定額要求,應達到120包/min。

煙包從6#輪進入7#輪整個行程為65mm+55mm(65為塞。為了便於堵塞後的清理,切割機構需設計為可移動機構。移動機構(如圖2)由底板18、滑塊22、滑軌21、氣缸19、底座20等組成;底板18通過螺紋連接固定在4個滑塊22上,滑塊可在滑軌21上移動,滑軌通過螺釘固定在底座20上。氣缸座連接在底座20上,氣缸輸出軸通過關節軸承連接在底板18上。根據空間位置和實際需求,選通道長度,55為煙包進入7#輪行程)即120mm。煙包在通道內的移動速度:120×120×4/1000=57.6m/min(其中4為設備功能需求的間歇次數,即每包煙隻能用理論上的1/4的時間來完成從6#輪進7#輪的過程)。圓刀
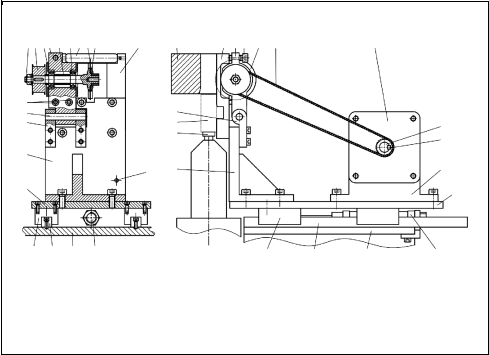
表1小帶輪轉速對應的皮帶種類及最小齒數



 直徑為60mm,根據公式,線速度=π ,得出=/(π),代入已知數據,=306r/min,即煙包以120123456789 10 11 10412813 14包/min運行,相當於圓刀轉速為306r/min。由於切刀旋轉方向與煙包運行方向相同,切割圓刀轉速應遠大於這個轉速,才能保證正常切割,初步選擇2級三相交流電機,2800r/min,300W。通過齒形帶輪4:3(設計給定)傳動比,圓刀線速度約為煙包移動速度6.9倍。
直徑為60mm,根據公式,線速度=π ,得出=/(π),代入已知數據,=306r/min,即煙包以120123456789 10 11 10412813 14包/min運行,相當於圓刀轉速為306r/min。由於切刀旋轉方向與煙包運行方向相同,切割圓刀轉速應遠大於這個轉速,才能保證正常切割,初步選擇2級三相交流電機,2800r/min,300W。通過齒形帶輪4:3(設計給定)傳動比,圓刀線速度約為煙包移動速度6.9倍。



圖2
 切割機構的設計
切割機構的設計
刀軸1的左端設計安裝有齒形帶輪2(如圖2),
右端通過壓刀塊9將刀片
1.刀軸2.帶輪3.蓋板4.刀軸座5.襯套6.軸承7.導輪8.切刀9.壓刀塊10.槽板11.槽架12.調節螺釘13.齒形帶14.電動機15.小帶輪16.鍵17.電機支架18.底板19.氣缸20.底座21.滑軌22.滑塊23.支座24.推塊25.煙包26.鉸耳27.鉸鏈軸28.鎖緊螺釘29.到位檢測擇氣缸缸徑15mm,行程50mm的雙作用氣缸。切割機構8固定,刀片8通過槽板10上的縫隙,伸入到由槽架11和槽板10所構成的煙包通道內,對煙包外商標紙進行切割作業。刀軸通過兩軸承,安裝固定在刀軸座4上。由於從6#輪進7#輪的部位,空間位置狹小,需充分考慮圓刀片的更換作業和圓刀調整的便利性,所以將刀軸座4設計為可以沿鉸鏈軸27轉動的活動刀軸座,通過螺釘28,固定聯接在槽板10上,鬆開螺釘28,可通過調節螺釘12,對刀軸座進行調整,從而控製切刀8切割的深淺;取掉螺釘28,將刀軸座4沿鉸鏈軸27旋轉放下,可進行更換切刀的作業。槽板10和鉸耳26,通過螺釘固定在支座23上;支座23通過螺釘固定在底板18上。
齒形帶輪4通過齒形帶13,與電機14輸出軸小帶輪15傳動連接。齒形帶及帶輪規格,通過查表1選擇3M齒形帶,小帶輪15設計為30齒,帶輪2設計為40齒,滿足最低齒數和轉速要求。
 切割機構的移動設計
切割機構的移動設計
在6#輪進7#輪煙包通道處,由於煙包商標紙上膠,包裝材料缺失等各方麵的原因,有可能造成煙包通道堵的到位,由安裝在29處的到位檢測控製,隻有檢測到切
割機構在氣缸19作用下到位後,設備才能正常啟動。
4 改後效果
ZB45包裝機提拔式煙包一體式商標紙切割裝置,能夠自動化地完成煙包包裝後商標紙的切割,速度達到甚至超過120包/min,滿足包裝要求的各項工藝技術指標,
節約人力資源14人/台班,提高了工作效率,保證了產品品質的一致性,實現了提拔式煙包一體式商標紙在線切割功能。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器