谘詢電話
ENGLISH0755-88840386ZB45包裝機小盒側邊彈開的分析與改進
發布時間:2020-08-14 11:14:11 |來源:網絡轉載
本司包裝機的主力機型為ZB45型硬盒包裝機組,是從意大利G.D公司引進X2包裝機組全套技術,經消化吸收後國產化的卷煙包裝設備。整個機組包括YB45型硬盒包裝機、YB55型盒外透明紙包裝機、YB65型硬條包裝機和YB99型條外透明紙包裝機等幾部分。本司於2015-2017年期間將其中幾組設備改為細支煙包裝機台,改造後因細支煙牌號及輔料特性造成小盒商標在折疊成型後易出現側邊彈開現象,嚴重影響機台生產效率及產品質量。基於以上原因,筆者對細支產品小盒商標成型過程進行了研究,分析小盒側邊彈開的主要原因,通過相應設備的改進並輸出輔料改進建議,以減少缺陷產生的頻次,提高設備運行效率及產品質量。
存在的問題
改造後的ZB45型硬盒包裝機組自投產以來,小盒側邊彈開質量缺陷一直影響設備運行和產品質量穩定性。煙包在輸送過程中側邊彈開直接引起“CH入口煙包對中誤差”故障停機,統計周期內停機次數為5次/台班,平均耗時15分鍾/台班。部分缺陷煙包流入成品,存在不合格產品流入市場的質量風險,統計周期內共計出現5次質量異常攔截。
原因分析
通過分析關鍵問題點,觀察小盒成形的各個工序,影響因素主要有小盒商標側邊預折疊、上膠、側邊折疊、側邊加熱烘幹、側邊壓實等工序,分析各個工序的工藝效果,最終確定引起小盒側邊彈開的主要原因是出口通道煙包側邊未壓實,而引起煙包側邊未壓實主要因素是主機出口通道彈簧片壓緊力不足。另外,設備運行的不穩定因素和小盒商標紙輔料質量的波動性等因素存在引起小盒煙包側邊不粘的風險,當出現少數小盒煙包側邊不粘質量缺陷煙包,而設備又無相關檢測裝置,極易造成不合格產品流入市場。通過以上過程分析可確定主要原因有以下三點。
結論
2014年12月中國正式實施的《陶瓷片密封水嘴)(GB18145-2014)強製性國家標準中重金屬析出一項,對17種重金屬析出規定了嚴格的限量值。傳統的金屬龍頭需要對原料冶煉、洗鉛、電鍍等多項工序進行嚴格管理,才能符合國家標準,並且可檢測度較低,消費者難以直觀判斷。PE-RT管材水路的水龍頭以其無毒、無味,徹底無重金屬汙染的基本物性,以及更優的成本,必將在激烈的市場競爭中占據一席之地。
- 煙包側邊未壓實主機出口通道彈簧片壓緊力不足。
- 缺少對煙包側邊彈開質量缺陷的檢測煙包側邊不粘質量缺陷較為隱蔽,在缺陷數量不多的情況下靠人力較難預防。
- 商標上機適應性較差,存在改進空間
整改措施
- 改進彈簧片結構
將原有彈簧片由單邊壓實改為兩邊壓實,增加彈簧片壓緊力,實現煙包穩定輸送,如圖lo

圖1彈簧片改進前後對比圖
- 增加側邊彈開質量缺陷檢測機構,使該質量缺陷處於受控狀態
在CH入口通道處設計一個煙包側邊彈開檢測裝置,側邊彈開的缺陷煙包可在該位置被檢測,促發設備“CH入口通道堵塞”故障停機,操作人員可在該位置取出缺陷煙包,防止缺陷煙包流入下道工序,如圖2
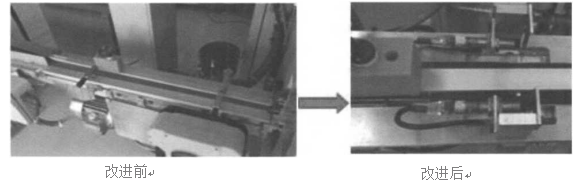
圖2側邊彈開質量缺陷檢測機構改進前後
- 輔料上機適應性改進
針對輔料上機適應性問題,主要從模切板方式、上膠線形狀兩個方麵進行改進,具體如下:
(1)細支煙產品應采用鋼模板進行裁切
因鋼模版其配套底模壓痕線處是完全凹下去的,鋼刀在同一個平麵,底模為鋼板冼出,壓痕比較飽滿,呈弧形,相對於木模板能更好地保證商標的變形量和壓痕挺度,降低商標上機折疊後的側邊反彈力,減少煙包側邊彈開、不粘的現象。
(2)商標上膠線形狀的改進
因為合理的商標上膠線形狀和深度,可以改善膠水對上膠麵的吸附和侵入效果,減少煙包側
邊彈開、不粘的現象,故建議對所有細支產品的小盒商標上膠線形狀進行統一,從此次改進情況來看,以下網格形式的上膠線相對較為理想,如圖3

圖3網格形式的上膠線
改進效果 構可較好的預防缺陷煙包流入下道工序,改進前通過改進活動的開展,本司的細支煙產品小 後效果對比如下表:
盒包裝效果得到較為明顯的改善,增加的檢測機
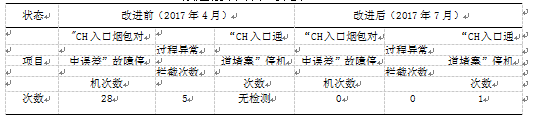
(備注:“CH入口煙包對中誤差”故障次數為缺陷煙包產生的次數;過程異常攔截次數指不合格煙包流入下道工序而發生的缺陷攔截次數。)
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器